

 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
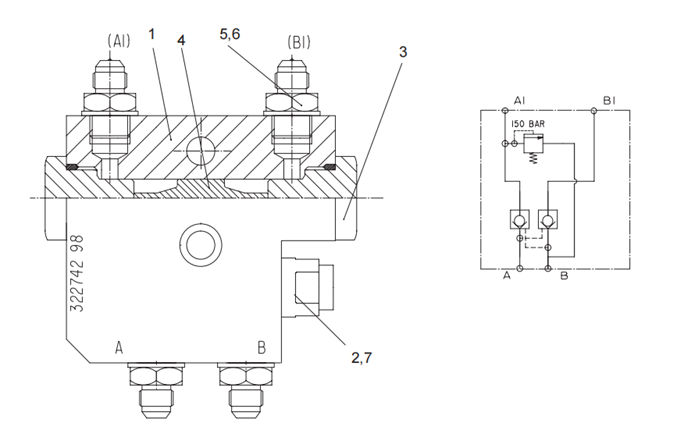
Asamblarea supapei de comandă HLX5T reglează momentul de comutare a supapei de inversare care menține percuția, precum și funcția de compensare a presiunii care asigură o energie de percuție constantă, indiferent de fluctuațiile presiunii de alimentare. În forajul de producție de uraniu al DIAMO de la Dolní Rožínka — unde instalațiile HLX5T forajează găuri lungi de producție în zăcământul de minereu de uraniu din șist grafitic, având o rezistență la compresiune uniaxială (UCS) de 120–160 MPa — stabilitatea asamblării supapei de comandă pe întreaga durată a forării unei găuri (25–30 minute) este esențială atât pentru eficiența producției, cât și pentru gestionarea expunerii la radiații, care determină durata de timp în care operatorul rămâne în frontul activ de lucru.
Stabilitatea valvei de comandă în producția prin găuri lungi diferă de cea din contextul forării de dezvoltare, deoarece circuitul de percuție trebuie să mențină o sincronizare constantă pe întreaga adâncime a fiecărei găuri – de la gâtul găurii, la 0 metri, trecând prin pauzele de adăugare a barelor la intervale de 6 metri, până la adâncimea totală de 30 de metri. Fiecare pauză de adăugare a unei bare determină decompresia și recompresia circuitului de percuție; capacitatea valvei de comandă de a reveni la aceeași calibrare temporală după fiecare ciclu de presiune determină dacă viteza de pătrundere în gaură rămâne constantă de la prima bară până la ultima sau se degradează progresiv cu adâncimea, pe măsură ce deriva valvei se acumulează în cadrul mai multor cicluri de presiune.
Stabilitatea valvei de comandă pe întreaga adâncime a găurii la Dolní Rožínka
|
Faza găurii |
Starea de percuție |
Starea valvei de comandă |
Cerință de stabilitate |
|
Configurare la gâtul găurii (0 m) |
Pornire; creștere treptată până la presiunea maximă |
Punct inițial de calibrare |
Valva trebuie să atingă sincronizarea completă în mai puțin de 3 lovituri |
|
Prima tijă (0–6 m) |
Percuție la capacitate maximă de producție |
Timpizare stabilă |
Derivă <0,5 % la fiecare 100 de lovituri |
|
Pauze pentru adăugarea tijelor |
Întrerupere completă a presiunii; apoi repornire |
Supapa se reinițializează |
Se revine la o abatere de timpizare <0,3° la repornire |
|
Tija finală (24–30 m) |
Producție completă; greutate maximă a șirului |
Funcționare continuă la sarcină maximă |
Aceeași sincronizare ca și pentru prima tijă ±1% |
Programul DIAMO de minimizare a expunerii la radiații compară rata de pătrundere pe tijă pentru fiecare gaură — o rată constantă de la gâtul găurii până la vârful acesteia indică o sincronizare stabilă a supapei de comandă în timpul adăugării tijelor; o scădere a ratei de pătrundere pe tijă sugerează o derivație progresivă a supapei de comandă pe parcursul ciclurilor de presiune. O gaură care evidențiază o scădere de 8% a ratei de pătrundere între tija 1 și tija 5 declanșează o inspecție a supapei de comandă la următoarea intervenție de service. HOVOO furnizează ansambluri de supape de comandă HLX5T și kituri de etanșare pentru forajul de uraniu din Cehia. Referințe la hovooseal.com.


{kind=link}