

 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY

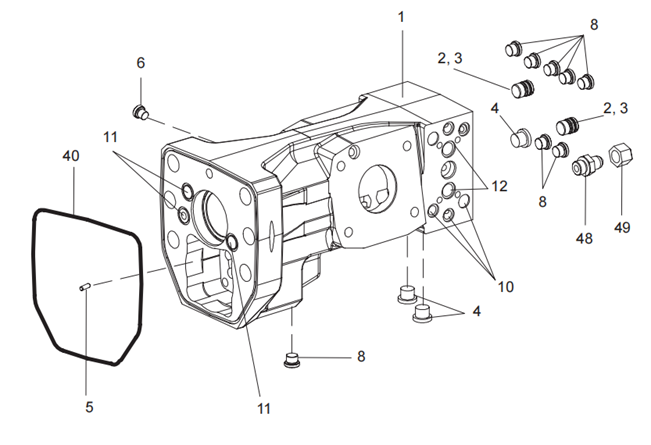
Gövde silindiri—darbe silindiri muhafazası—HLX5T’te, her bakım aralığı başına, herhangi bir geliştirme deliciye eşdeğerden daha yüksek sürekli basınçta ve daha fazla darbe döngüsüyle çalışır. Fin Laponya’sındaki Agnico Eagle’in Kittilä altın madeninde, 10 saatlik bir vardiyada günde 8 üretim deliği açan tek bir HLX5T, ayda 200–280 saat aktif darbe süresi gerçekleştirir; aynı sahada bir geliştirme delicisi için bu süre yalnızca 80–120 saattir. Bu 2–3 kat daha yüksek darbe saati birikim oranı, gövde silindirinin iç çap aşınma sınırına 18–24 aylık tipik geliştirme uygulamalarına kıyasla yalnızca 8–10 ayda ulaşmasına neden olur ve bakım planlaması, iki kış mevsimini kapsayan bir silindir değiştirme döngüsünü dikkate almalıdır.
Gövde silindirinin dayanıklılığı, Fin Lapland'da yapılan operasyonlarda darbe aşınması dışında özel bir ikincil zorlukla karşı karşıyadır: havalandırmalı depolama alanında gece boyu −25°C olan sıcaklıklar ile HLX5T'nin derin bir başlıkta tam üretim yüküyle çalıştığı sırada 45–50°C arasında değişen işletme sıcaklıkları arasındaki termal çevrim. Bu günlük 70–75°C'lik sıcaklık dalgalanması, alüminyum veya dökme çelik silindir iç çapında ölçülebilir bir boyutsal değişim meydana getirir — yaklaşık 0,03–0,05 mm çap değişimi — ve bu durum, ısıtma aşamasında piston kılavuz yüzeylerindeki yağ filmi geometrisini etkiler.
Fin Üretim Kazıları İçin Gövde Silindiri Muayene Protokolü
|
Denetim Öğesi |
Yötem |
Bakım Yapılabilir |
Ne zaman değiştirilmeli |
Fin Faktörü |
|
İç çap aşınması |
3 derinlikte; 3 yönde iç çap ölçümü |
Başlangıç değerine göre <0,10 mm |
Başlangıç değerine göre ≥0,15 mm artış |
Soğuk halde ölçüm; sıcaklık düzeltmeli başlangıç değeri |
|
İç yüzey işlenmesi |
Tüylü olmayan bezle silme; büyütmeli inceleme |
Ra <1,0 μm; çizik yok |
Çizgi genişliği >0,2 mm |
Laponya yeraltı suyundan kaynaklanan parçacık kirliliği |
|
Bağlantı yüzeyi durumu |
Tüm bağlantı yüzeylerinde görsel inceleme + prob ile kontrol |
Temiz oturma yüzeyi; aşınma yok |
Herhangi bir oturma yüzeyinde aşınma >0,3 mm |
Tam basınçla çalışmadan kaynaklanan kavitasyon |
|
Uç kapak dişleri |
Görsel inceleme + tork kontrolü |
Temiz vida dişi; tam kavrama |
Görünür vida hasarı var |
Isıl çevrimler vida ön gerilimini gevşetir |
Kittilä'nın HLX5T bakım mühendisliği ekibi, her silindir için devreye alınma sırasında (komisyonlama sırasında) delik ölçümüne ilişkin bir temel değer belirlemiş ve bu değeri 20 °C’ye sıcaklık düzeltmesi yapılarak kaydetmiştir; kayıt, bakım sisteminde saklanmaktadır. Her 300 saatte bir yapılan delik ölçümü, bu temel değerle karşılaştırılır ve aşınma eğilimi, kış bakım duruşundan önce silindir değişimi zamanlamasını öngörmek amacıyla tahmin edilir; bu sayede, silindir değişiminin 6 saat süreceği derin başlıklarda programın ortasında silindir arızasının yaşanması önlenir. HOVOO, Kittilä’nın üretim programı için HLX5T gövde silindirlerini tedarik eder. Referanslar: hovooseal.com.


{kind=link}