

 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
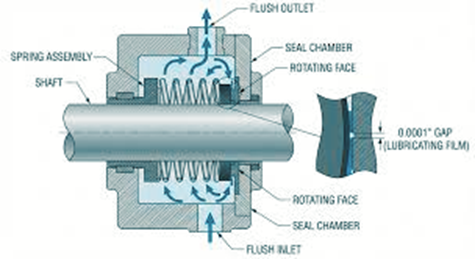
HLX5T를 사용하여 장공정 생산 구멍을 세척하는 것은 개발 시추와 근본적으로 다른 도전 과제를 제시한다. 4미터 길이의 개발 구멍에서는 세척수는 드릴비트에서 콜러까지 4미터를 이동한 후 3초 이내에 되돌아온다. 반면, LKAB 키루나의 54미터 길이 장공정 구멍에서는 세척수가 비트면까지 54미터를 이동하고, 상향식 구멍의 경우 절삭물들을 중력에 역행하여 들어 올린 후, 54미터 길이의 환상 공간(annular column)을 통해 다시 되돌아가야 한다. 이러한 긴 환상 공간 내에서 적절한 절삭물 유속을 유지하기 위해 필요한 압력은 더 높으며, 비트면에서 절삭물이 막혔을 때 세척 회로의 반응 시간은 느려지고, 적절한 세척과 세척 실링 손상을 유발할 수 있는 과압 사이의 허용 범위는 더욱 좁아진다.
HLX5T 세척 장치 어셈블리는 개발용 드리프터와 동등한 제품보다 용량이 큰 세척 펌프를 포함하며, 115mm 직경의 구멍에서 54미터 깊이까지 절삭 잔여물의 유속을 유지하기 위해 지속적으로 요구되는 20–25바의 압력을 설계 기준으로 한다. 이 어셈블리 사양의 정밀도는 세척 압력 범위 상한부에서 압력 조절 밸브의 정확도를 의미한다: 공급 압력이 22바일 때 2바의 조절 오차는 9%의 편차에 해당하며, 이는 지속 작동 시 세척 실링의 바이패스 위험 영역 내에 속한다.
LKAB 54미터 생산 구멍을 위한 세척 파라미터 관리
|
파라미터 |
4m 개발 구멍 |
54m HLX5T 롱홀 |
오차의 결과 |
|
최소 세척 압력 |
10–12바 |
20–25바 |
최소 압력 미만: 깊은 곳에서 절삭 잔여물이 응집됨 |
|
압력 조절 정확도 |
±2 바 허용 |
±1 바 필요 |
2 바 이상: 장공 굴착 시 플러싱 실링 바이패스 |
|
체크 밸브 반응 |
역류 시간 <1초 |
드릴 비트 교체 시 <0.5초 필요 |
반응 속도 저하: 유출 유량 오염 |
|
플러싱 펌프 용량 |
15–20 L/분 |
25–35 L/분 |
유량 부족: 절삭물 이동 속도 저하 |
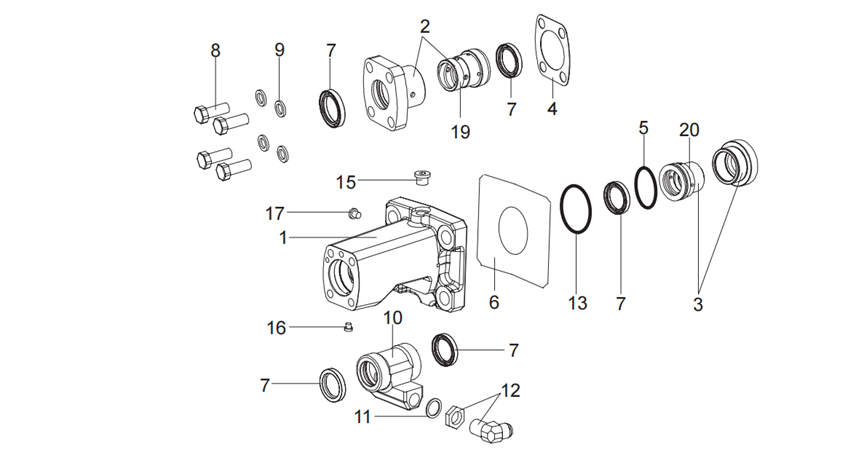
LKAB 키루나의 HLX5T 기 fleet는 활성 드릴링 중 측정되는 플러싱 역압을 주요 드릴 비트 상태 지표로 모니터링합니다. 공급 압력보다 8 바 이상 지속적으로 높은 역압은 비트 표면에 절삭물이 축적되었음을 나타내며, 이 경우 제어된 로드 인출 및 재진입 절차를 통해 차단을 해제합니다. 이 조치는 축적된 절삭물 기둥으로 인한 플러싱 실링 손상을 방지하기 위함입니다. 이 3분간의 개입 절차는 과거에 절삭물 축적을 무시하고 플러싱 압력을 증가시켰을 때 발생하던 플러싱 장치 실링 고장 문제를 완전히 해결했습니다. HOVOO는 HLX5T 플러싱 장치 어셈블리 실링 키트 및 밸브 부품을 공급합니다. 참고 자료는 hovooseal.com에서 확인할 수 있습니다.


{kind=link}