

 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY

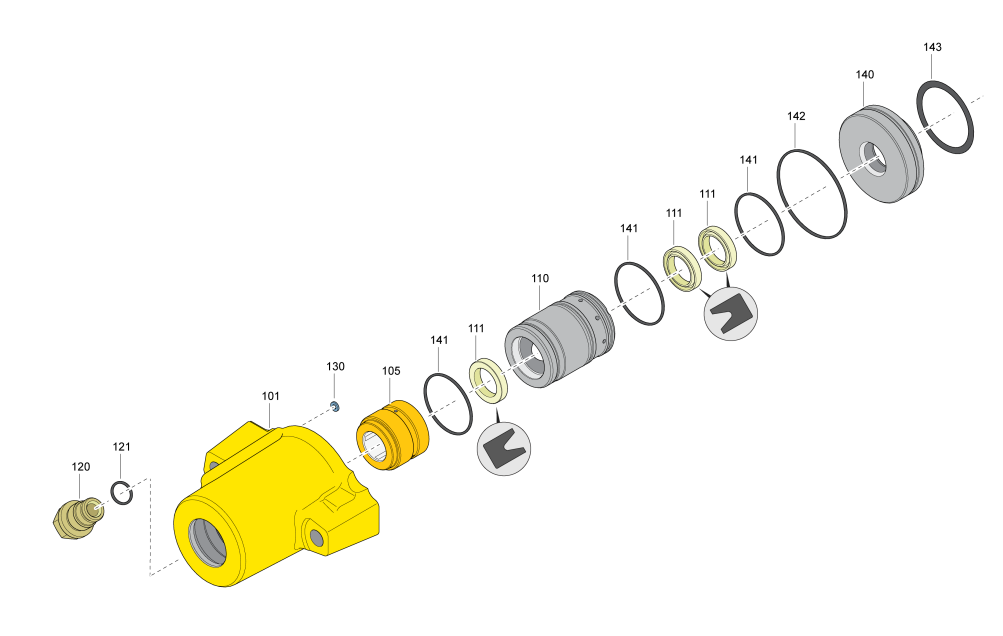
핀란드의 광업 분야는 세계에서 가장 엄격한 연속 타격식 드릴링 프로그램을 운영하고 있습니다. 라플란드 지역의 아그니코 이글(Agnico Eagle) 키틸라(Kittilä) 금광과 볼리덴(Boliden) 피햐살미(Pyhäsalmi) 구리-아연 광산에서는, 대형 드릴링 장비가 하루 두 교대에 걸쳐 석영질 편마암(180 MPa)에서부터 한 번의 드릴링 사이클 내에서 60~140 MPa 사이를 왔다 갔다 하는 편암(phyllite)에 이르기까지 다양한 강도의 지층에서 타격식 드릴링 작업을 반복합니다. 이 맥락에서 가이드 부싱은 단순히 샹크 정렬 부품이 아닙니다—그것은 드리프터(drifter) 전체가 다음 정기 점검 시점까지 정상 작동할지, 아니면 조기에 고장날지를 판단하는 첫 번째 기계적 지표입니다.
아틀라스 콥코 RD18U 가이드 부싱은 타격 작동 중 샤프트 어댑터를 피스톤 보어에 대해 축 방향으로 정렬시켜 고정합니다. 새 제품 기준으로, 샤프트 외경(OD)과 부싱 내경(ID) 사이의 설계 간극은 0.05–0.12 mm입니다. 핀란드 정비 팀은 시스템을 감압한 상태에서 다이얼 인디케이터를 전면 척에 장착하여 400시간마다 타격 밀봉 교체 시 이 간극을 점검합니다. 측방 흔들림이 0.35 mm를 초과할 경우—손으로 느낄 수 있는 샤프트 흔들림으로 확인 가능—부싱을 교체합니다. 그 이유는 간극이 0.4 mm에 도달한 부싱이 50 Hz 작동 시 분당 약 3,000회에 달하는 비축 방향 충격을 전면 타격 밀봉으로 전달함으로써, 이 시점부터 밀봉의 실질적 수명이 40–50% 단축되기 때문입니다.
가이드 부싱 마모 경과 및 점검 기준
|
정리 |
조건 |
샤프트 점검 |
행동 |
|
0.05–0.15 mm |
새 제품 / 양호 상태 |
손으로 느낄 수 있는 움직임 없음 |
운용 계속 |
|
0.15–0.30 mm |
초기 마모 — 모니터링 필요 |
매우 미세한 움직임 |
점검 빈도 증가 |
|
0.30–0.40 mm |
교체 계획 수립 |
손으로 느낄 수 있는 흔들림 |
50시간 이내 일정 조정 |
|
≥0.40 mm |
즉시 교체 |
명확한 흔들림이 관찰됨 |
작업 중단; 드릴링 전에 새 부싱을 설치하십시오 |
영구동토 인근 지반에서의 핀란드 현장 작업은 냉시동 문제를 야기합니다. 시동 시 온도가 −15°C 이하일 경우, 유압 오일 점도가 회로 설계 기준보다 높아지며, 예열 기간 동안 샤프트-부싱 계면에 회전 사이클당 하중이 증가합니다. 핀란드 북부 지역 현장에서는 상온 경도뿐 아니라 충분한 저온 인성(저온 충격 저항성)을 갖춘 부싱 재료가 사양 기준입니다. HOVOO는 RD18U 가이드 부싱과 함께 프론트엔드 실 키트를 공급하여, 간극 조정과 실 상태 점검을 동일한 정비 이벤트 내에서 동시에 해결할 수 있도록 합니다. 참고 자료는 hovooseal.com에서 확인 가능합니다.


{kind=link}