

 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
HLX5T ติดตั้งอยู่บนแขนกลไกของแท่นเจาะที่ใช้งานจริง ซึ่งต้องจัดตำแหน่งหัวเจาะให้ตรงกับตำแหน่งคอร์ (collar) ที่กำหนดไว้อย่างแม่นยำตามแบบวงแหวนการเจาะลึก (longhole ring design) — และรักษาตำแหน่งนั้นให้อยู่ภายในความคลาดเคลื่อน ±50 มม. ตลอดระยะเวลาการเจาะแต่ละหลุมซึ่งใช้เวลา 25–45 นาที ในเหมืองทองแดงใต้ดินของเยอรมนี ที่ดำเนินการโดยบริษัท Aurubis ณ สถานประกอบการ Helbra ในเขตแซกโซนี-อันฮัลท์ ซึ่ง HLX5T ใช้เจาะวงแหวนสำหรับวิธีการขุดแบบชั้นย่อย (sublevel stoping) ในแร่โคปเปอร์ซัลไฟด์ที่มีค่า UCS อยู่ระหว่าง 130–160 MPa ความมั่นคงเชิงมุมของชุดแขนกลไกภายใต้แรงกระแทกอย่างต่อเนื่อง จะเป็นตัวกำหนดว่า หลุมเจาะที่มีความลึก 54 เมตร จะยังคงอยู่ภายในขีดจำกัดความคลาดเคลื่อน 150 มม. ซึ่งการออกแบบการระเบิด (blast design) ได้กำหนดไว้หรือไม่ แขนกลไกที่เคลื่อนคลาดไป 0.1° ต่อชั่วโมงภายใต้แรงกระแทก จะก่อให้เกิดความคลาดเคลื่อนจากคอร์ถึงปลายหลุม (collar-to-toe deviation) เท่ากับ 94 มม. บนระยะทาง 54 เมตร — ซึ่งยังอยู่ภายในขีดจำกัดที่กำหนด แต่หากแขนกลไกเคลื่อนคลาดไป 0.2° ต่อชั่วโมง จะก่อให้เกิดความคลาดเคลื่อน 188 มม. — ซึ่งเกินขีดจำกัดและส่งผลให้วงแหวนการระเบิดล้มเหลว (misfired ring)
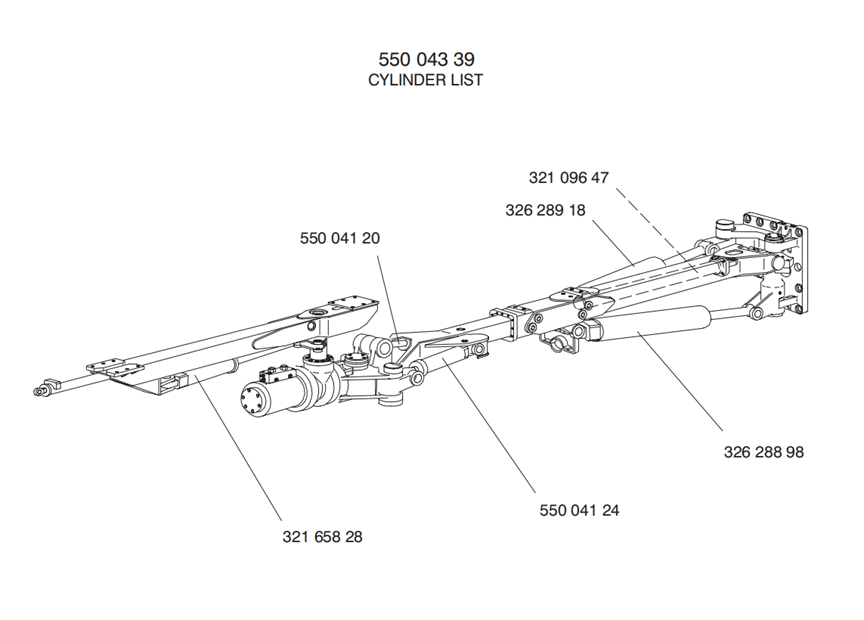
ระบบล็อกไฮดรอลิกของชุดแขนยก HLX5T ซึ่งทำหน้าที่ยึดแขนยกไว้ที่ตำแหน่งที่ตั้งไว้ระหว่างการเจาะโดยการปิดวาล์วควบคุมทิศทาง คือ กลไกที่ให้ความมั่นคง ขณะที่ระบบล็อกไฮดรอลิกของแขนยกอนุญาตให้มีการไหลผ่านภายในวาล์ว (bypass) ปริมาณ 0.05 ลิตร/นาที ภายใต้แรงตอบสนองจากการตี (percussion reaction load) แขนยกจะเคลื่อนที่เลื่อนไป (drift) ด้วยอัตราที่สัมพันธ์โดยตรงกับอัตราการไหลผ่านภายในวาล์วและพื้นที่หน้าตัดของลูกสูบในกระบอกสูบ รูเจาะลึก 54 เมตรของ Helbra ที่ดำเนินการด้วยพลังงานการตีสูงสุดของ HLX5T จะสร้างแรงตอบสนองจากการตีอย่างต่อเนื่อง ซึ่งก่อให้เกิดการเลื่อนของแขนยกในอัตรา 0.1–0.15° ต่อชั่วโมง เมื่อซีลของวาล์วยอมให้มีการไหลผ่านภายในวาล์วในระดับต่ำสุดที่สามารถตรวจจับได้
การตรวจสอบความมั่นคงของแขนยกสำหรับการผลิตหลุมลึก 54 เมตร ที่ Helbra
|
ตรวจสอบ |
วิธี |
ความคลาดเคลื่อน |
แนวทางปฏิบัติของ Helbra |
|
การทดสอบการเลื่อนของแขนยก |
ตั้งมุมแขนยก; เปิดระบบตีเป็นเวลา 5 นาที; วัดการเปลี่ยนแปลงของมุม |
<0.05° ต่อ 5 นาที |
การตรวจสอบก่อนเริ่มกะ สำหรับแต่ละวงแหวนการผลิต |
|
อัตราการไหลผ่านภายในวาล์ว |
มาตรวัดการไหลที่ท่อระบายน้ำของบล็อกวาล์วภายใต้แรงโหลดจากการตี |
<0.03 ลิตร/นาที ต่อวาล์ว |
ในการบำรุงรักษาทุก 500 ชั่วโมง; ให้เปลี่ยนหากเกินค่าที่กำหนด |
|
ความแม่นยำของตำแหน่งปลอก |
วัดปลอกเทียบกับแบบแปลนการออกแบบแหวน |
±50 มม. ต่อรูหนึ่งรู |
วัดสำหรับรูแรก 3 รูของแต่ละแหวน |
|
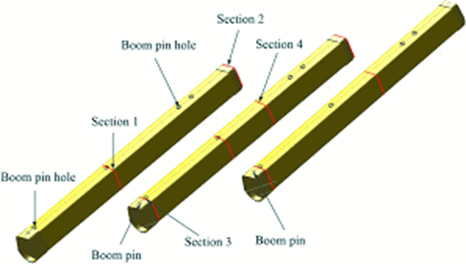
ช่องว่างข้อต่อหมุด |
ใช้ดัชนีวัดแบบเข็ม (Dial indicator) ที่จุดหมุนทั้งหมดของแขนยก (boom) |
<0.8 มม. |
ในการบำรุงรักษาทุก 1,000 ชั่วโมง; ให้เปลี่ยนหากเกินค่าที่กำหนด |
หัวหน้าช่างเจาะการผลิตของบริษัท Aurubis Helbra ดำเนินการทดสอบการเคลื่อนตัวของแขนยก (boom drift test) เป็นเวลา 5 นาทีก่อนเริ่มการผลิตแหวนแต่ละชุด — การทดสอบนี้ช่วยระบุปัญหาความไม่เสถียรของแขนยกก่อนที่จะส่งผลให้เกิดแหวนระเบิดผิดพลาด (misfired ring) แขนยกที่ผ่านการทดสอบจะสามารถผลิตแหวนได้โดยมีค่าความคลาดเคลื่อนอยู่ภายในขอบเขตที่แบบแปลนการระเบิด (blast design) กำหนดไว้เป็นการสมมุติ บริษัท HOVOO จัดจำหน่ายชุดซีลวาล์วไฮดรอลิกสำหรับชุดประกอบแขนยก HLX5T และชิ้นส่วนหมุดหมุน (pivot pin components) สำหรับการขุดเจาะทองแดงใต้ดินในประเทศเยอรมนี ดูข้อมูลอ้างอิงเพิ่มเติมได้ที่ hovooseal.com


{kind=link}