

 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
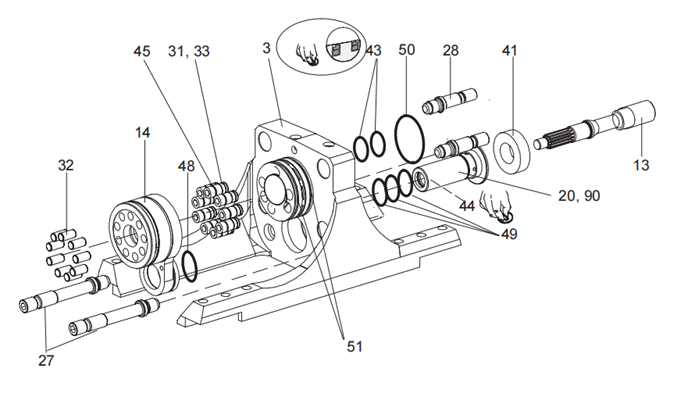
HLX5T dönme mili, dişli kutusunun çıkış torkunu, dişli arayüzleri aracılığıyla sap adaptörüne ileterek aktarır. Ostrava-Karviná'daki OKD Lazy kömür madeninde yapılan Çek Cumhuriyeti yeraltı üretim sondajlarında—HLX5T, alternatif kömür tabakaları ve sert kumtaşı tabakaları boyunca alt seviye çökeltme fanları delerken—dönme milinin verimi, hidrolik dönme motorunun çıkış torkunun ne kadarının matkaba (kazı yüzeyine) ulaştığını belirler. Dişli arayüzlerinde %15 sürtünme kaybı olan bir mil, motorun torkunun yalnızca %85'ini delme dizisine iletir; tork talebinin düşük olduğu kömür formasyonlarında bu kayıp fark edilmez. Ancak 80–100 MPa dayanıma sahip kumtaşı ara tabakalarında, tork talebi motorun nominal çıkış değerine yaklaşırken %15’lik sürtünme kaybı, sert zonda dönmenin durmasına neden olabilecek 3–5 Nm’lik bir eksikliğe yol açabilir.
Döner mil verimliliği, OKD'nin Lazy kömür madenindeki uygulamasında iki mekanizma ile azalır. Birincisi, birleşik tork ve darbe yük döngüsünden kaynaklanan dişli yüzey aşınmasıdır; bu, diğer uygulamalarda sürücüleri etkileyen aynı darbe yükü fretting mekanizmasıdır ancak burada milin şanzıman çıkışıyla bağlantı noktasındaki dişli bağlantısına etki eder. İkincisi, şaftın sap kısmındaki yağlama devresine kömür tozu bulaşmasıdır; bu durum, yağlama devresi bakımı aralığı olan 100–150 işletme saati boyunca dişli temas yüzeylerindeki yağ filmi kalitesini düşürür.
OKD Lazy Kömür Üretiminde Döner Mil Verimliliği Bakımı
|
Verimlilik Kontrolü |
Yötem |
Normal Sonuç |
OKD Kömür Madeni Faktörü |
|
Döner Tork Çıkış Testi |
Şaftta torku ölçün; motor giriş değeriyle karşılaştırın |
%8'den az kayıp |
Dişlilerdeki kömür tozu, %3–%5 sürtünme kaybı ekler |
|
Dişli aşınma ölçümü |
Dişli yuvalarının çapı boyunca mikrometre ölçümü |
her yuvada <0,12 mm aşınma |
Kömür tozu aşınması: 500 saatte 0,15 mm olabilir |
|
Yağlama devresi akış kontrolü |
Millerin yağlama bağlantısı noktasında akış ölçer; teknik özelliklerle karşılaştırın |
Tasarım akış değerinin %10’u içinde |
Kömür tozu deliği tıkayabilir; 200 saatte kontrol edin |
|
Millerin salgı değeri |
Mil gövdesinin dış çapında saatli ölçüm aleti |
toplam salgı değeri <0,04 mm |
Dişli aşınması, dış merkezliği (run-out) neden olur; delik doğruluğunu etkiler |
OKD Lazy's HLX5T bakım ekibi, erken dönem şaft dişlisi aşınmasının başlıca nedeni olarak kömür tozu nedeniyle açıklığın tıkanmasını belirledikten sonra, 200 saatlik küçük bakıma şaft dişlisi yağlama devresi temizleme işlemini ekledi. Temizleme ve kontrol işlemi 25 dakika sürmektedir ve sahada ortalama döner şaft ömrünü 800 saatten 1.200 saate çıkarmıştır. HOVOO, Çek Cumhuriyeti’nde kömür üretimi amacıyla yapılan sondajlarda kullanılmak üzere HLX5T döner şaftları ile dişli yağlama devresi bakım kiti sağlamaktadır. Referanslar: hovooseal.com.


{kind=link}