

 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY

El complejo Carajás de Vale, ubicado en el norte del estado de Pará, presenta un problema en el cojinete de perforación que no es evidente a simple vista y que solo se vuelve manifiesto cuando comienzan a agruparse fallas de cojinetes a una profundidad específica de perforación. El yacimiento de Carajás es una formación de hierro bandada (BIF), donde el 80 % superior de las reservas corresponde a limonita blanda y friable y a hematita enriquecida, lo que facilita su perforación, requiere bajo par de rotación y somete a los cojinetes a cargas bien dentro de la ventana de diseño. Por debajo de los 150–200 metros, la limonita cede paso a una hematita silícea dura, cuyo contenido de SiO₂ aumenta de menos del 1 % a entre el 8 % y el 12 %, mientras que su resistencia a la compresión uniaxial (UCS) asciende de 40 MPa hasta aproximadamente 160 MPa, y la sílice abrasiva desgasta todas las superficies de los cojinetes con los que entra en contacto la sarta de perforación. Los barrenos RD18U funcionan sin problemas durante 1.200 horas en la zona superior blanda, pero consumen un cojinete de agujas en tan solo 600 horas una vez que el programa de perforación alcanza la zona de transición más dura y rica en sílice: el mismo equipo, distinta profundidad, distinta vida útil de los cojinetes.
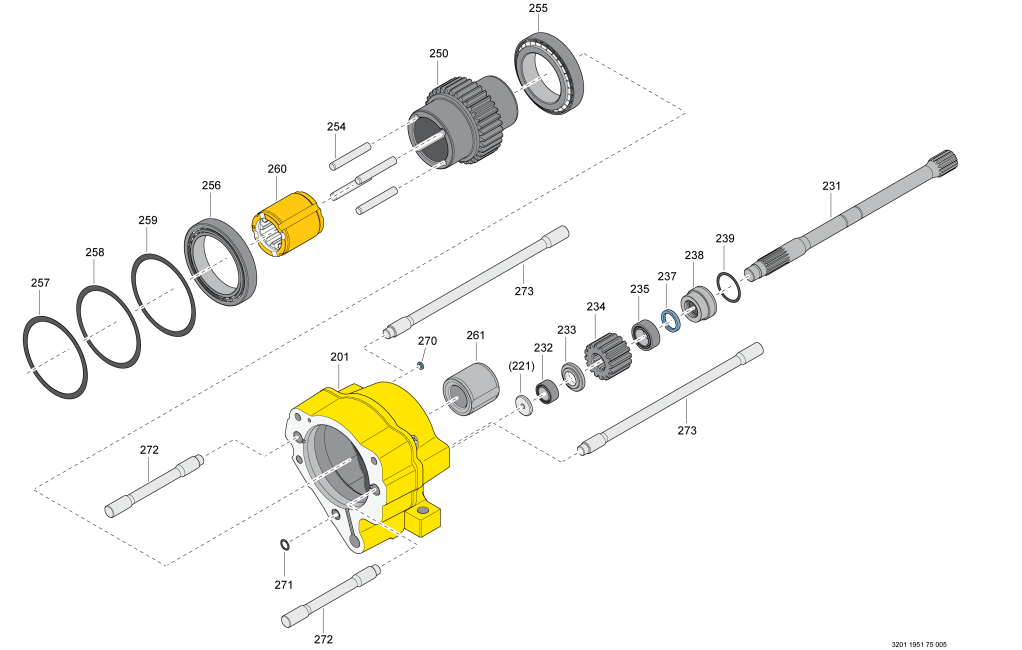
El rodamiento de agujas del motor de rotación Atlas Copco RD18U soporta las cargas radiales procedentes del engranaje, mientras que el eje transmite el par al accionador. En la zona blanda de Carajás, dichas cargas radiales son bajas y el rodamiento opera a baja temperatura. En la zona de hematita silícea, la demanda de par de rotación aumenta un 40–60 % debido a la resistencia de la formación abrasiva contra la corona, lo que provoca un aumento proporcional de la carga radial sobre el rodamiento, y partículas finas de sílice que penetran en el circuito de lubricación del vástago a través de juntas de sellado desgastadas para el lavado migran hacia la jaula del rodamiento por la ruta de drenaje del alojamiento de rotación.
Cómo la transición de profundidad modifica la carga sobre el rodamiento
|
Zona de profundidad |
Formación |
UCS |
Par de rotación |
Carga radial sobre el rodamiento |
Vida útil observada del rodamiento |
|
0–150 m |
Limonita/hematita blanda |
30–60 MPa |
Valor basal bajo |
Gama de Diseño |
1.000–1.400 h |
|
Transición de 150–300 m |
BIF mixta |
60–120 MPa |
Moderado |
25–40 % por encima del valor de referencia |
700–1.000 h |
|
Más de 300 m de sílice |
Hematita silícea dura |
120–170 MPa |
Alta sostenida |
50–70 % por encima del valor de referencia |
500–700 h |
La vía de contaminación que acorta la vida útil del rodamiento
Las partículas finas de sílice procedentes de la zona hematítica silícea no llegan al rodamiento de rodillos cilíndricos únicamente a través del aceite hidráulico: dicha vía de contaminación se filtra. Llegan mediante el circuito de drenaje de la carcasa de rotación: la tubería de drenaje que evacua el aceite lubricante usado del vástago desde la carcasa también transporta partículas abrasivas finas que se habían depositado sobre la superficie del adaptador del vástago y que fueron arrastradas por la película lubricante de vuelta a la carcasa. En la zona superior blanda, la superficie del vástago recoge una cantidad mínima de material abrasivo y el drenaje evacua aceite limpio. En la zona silícea, el vástago rota contra una formación que genera recortes finos ricos en cuarzo, algunos de los cuales logran atravesar la junta rasuradora y penetrar en la carcasa del vástago con cada golpe de retorno por percusión.
El indicador práctico es el color del aceite drenado: ámbar limpio en la zona blanda, progresivamente más oscuro con partículas finas en suspensión en la zona silícea. Los supervisores de perforación brasileños que detectan este cambio de color a las 200 horas en un programa de formación silícea y acortan en consecuencia el intervalo de inspección de los rodamientos prolongan la vida útil de estos en un 30–40 % en comparación con quienes mantienen inalterado el intervalo estándar de 500 horas. La comprobación del color tarda 30 segundos.
Protocolo de inspección de rodamientos para programas brasileños con variación de profundidad
En Carajás Serra Norte y S11D, donde los programas individuales de perforación suelen comenzar en la zona blanda y descender hacia la transición silícea, el enfoque recomendado es un programa de inspección de rodamientos adaptado a la formación, en lugar de un intervalo fijo basado en horas. Cuando el registro de perforación indica que la broca entra en hematita silícea —identificada por una disminución de la velocidad de penetración y un aumento simultáneo de la presión de rotación sin ningún cambio en los parámetros de percusión— el intervalo de inspección de rodamientos debe reducirse a la mitad, pasando de 500 a 250 horas. Ese único ajuste, aplicado de forma constante, alinea el cronograma de mantenimiento con la exposición real de los rodamientos, en lugar de basarse en suposiciones temporales establecidas para la zona blanda.
El reemplazo del rodamiento de agujas a las 250 horas en la zona sílicea cuesta lo mismo que a las 500 horas; la diferencia radica en que un rodamiento reemplazado a las 250 horas se extrae con la geometría de la jaula en buen estado. Un rodamiento que se deja funcionar hasta las 500 horas en la zona sílicea suele producir contaminación por fragmentos de la jaula que alcanzan la estría del eje conductor y el orificio del pistón guía en el mismo ciclo de mantenimiento, convirtiendo así un cambio planificado de rodamiento en un reemplazo no planificado de múltiples componentes. HOVOO suministra rodamientos de agujas RD18U de alta resistencia, dimensionados según las especificaciones del fabricante original (OEM) para el mercado brasileño, disponibles con plazos de entrega cortos desde la distribución de São Paulo. Referencias completas en hovooseal.com.


{kind=link}