

 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY

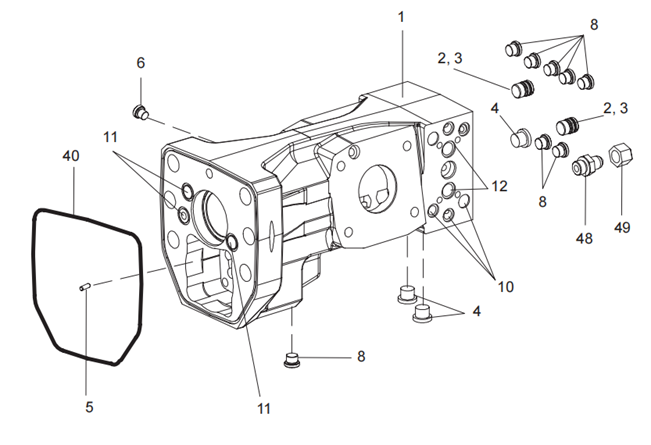
HLX5Tのボディシリンダー(打撃シリンダーハウジング)は、あらゆる開発用ドリフターと同等の機種と比較して、より高い持続圧力およびサービス間隔あたりのより多くの打撃サイクルで動作します。フィンランド・ラップランド地方のアグニコ・イーグル社キティラー金鉱では、1台のHLX5Tが10時間シフトあたり8本の生産孔を掘削し、月間で200~280時間の実質打撃時間を達成しています。これに対し、同一現場における開発用ドリフターの月間実質打撃時間は80~120時間です。この2~3倍の高い打撃時間累積率により、ボディシリンダーの内径摩耗限界に達するまでの期間は8~10か月となり、開発用途における典型的な18~24か月よりも短くなります。そのため、保守計画には、2つの冬期にまたがるシリンダー交換サイクルを考慮する必要があります。
フィンランド・ラップランドにおける作業において、ボディシリンダーの耐久性は、打撃摩耗に加えて、特定の二次的課題に直面しています。すなわち、換気された保管エリアにおける夜間の−25°Cと、深部掘削時にHLX5Tがフル生産負荷で運転中の45–50°Cという作業温度との間で発生する熱サイクルです。この1日あたり70–75°Cの温度変動により、アルミニウムまたは鋳鋼製ボディシリンダー内径に測定可能な寸法変化(約0.03–0.05 mmの直径変化)が生じ、その結果、ウォームアップ段階におけるピストンガイド面でのオイル膜形状に影響を及ぼします。
フィンランド国内の生産掘削向けボディシリンダー点検手順
|
検査項目 |
方法 |
保守可能 |
交換時期 |
フィンランド要因 |
|
内径摩耗 |
3つの深さ、3つの方向で内径ゲージ測定 |
基準値からの増分が<0.10 mm |
基準値からの増分が≥0.15 mm |
常温で測定;温度補正済み基準値 |
|
内面粗さ |
繊維の出ない布による拭き取り;拡大観察 |
Ra <1.0 μm;スコアリングなし |
幅 >0.2 mm のスコアライン |
ラップランド地下水由来の粒子汚染 |
|
ポート面の状態 |
すべてのポート面について目視検査+プローブ検査 |
シートは清浄;侵食なし |
いずれかのシートで侵食量 >0.3 mm |
全圧運転によるキャビテーション |
|
エンドキャップのねじ部 |
目視検査+トルクチェック |
清掃済みのねじ山;完全な噛み合い |
目視可能なねじ山の損傷 |
熱サイクルによりねじの軸力が緩む |
キティラ鉱山のHLX5T保守エンジニアリングチームは、各シリンダーのボア測定基準値を据付時(20°Cに温度補正済み)に設定し、その記録を保守管理システムに保存しています。その後、300時間ごとのボア測定値をこの基準値と比較し、摩耗傾向を分析して、冬季保守停止期間前のシリンダー交換時期を予測します。これにより、深部坑道におけるシリンダー交換(所要時間6時間)を回避し、作業中のシリンダー故障を未然に防いでいます。HOVOO社は、キティラ鉱山の生産計画に合わせてHLX5T用本体シリンダーを供給しています。参考情報はhovooseal.comをご覧ください。


{kind=link}