

 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
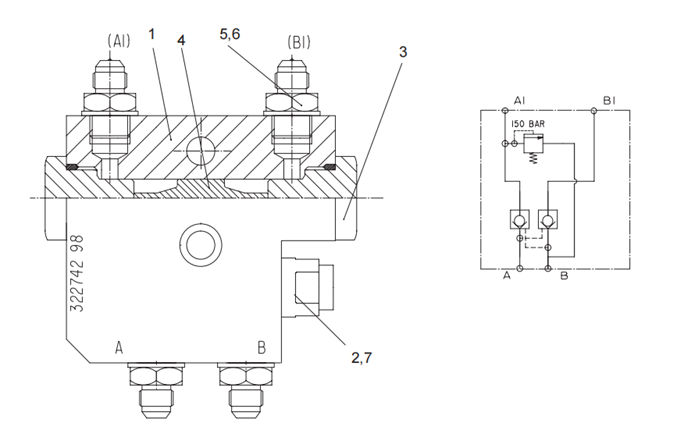
HLX5T கட்டுப்பாட்டு வால்வ் கூறு, தட்டுதலை (percussion) தொடர்ந்து நிலைநிறுத்தும் திசைமாற்று வால்வு நேரத்தையும், ஆதார அழுத்த மாற்றங்களைச் சார்ந்திராமல் தட்டுதல் ஆற்றலை மாறாமல் பராமரிக்கும் அழுத்த-ஈடுசெய்தல் செயல்பாட்டையும் ஒழுங்குபடுத்துகிறது. டால்னி ரோஜின்காவில் DIAMO நிறுவனத்தின் யுரேனியம் உற்பத்தி துளையிடல் செயல்பாட்டின் போது—அங்கு HLX5T துளையிடும் இயந்திரங்கள் 120–160 MPa UCS கொண்ட வரையறுக்கப்பட்ட கிராஃபைட் சிஸ்ட் யுரேனியம் தாது உடலில் உற்பத்தி நீண்ட துளைகளைத் துளையிடுகின்றன—இந்த கட்டுப்பாட்டு வால்வு கூறு 25–30 நிமிடங்கள் நீளமுள்ள ஒவ்வொரு துளையின் முழு கால அளவிலும் நிலைத்தன்மையை வழங்குவது உற்பத்தி திறனுக்கும், ஆபரேட்டர் செயல்பாட்டு முன்னோக்கில் எவ்வளவு நேரம் இருக்க வேண்டும் என்பதை நிர்ணயிக்கும் கதிரியக்க வெளிப்பாடு மேலாண்மைக்கும் அவசியமாகும்.
நீளமான துளை உற்பத்தியில் கட்டுப்பாட்டு வால்வின் நிலைத்தன்மை, வளர்ச்சி டிரிப்டர் சூழலிலிருந்து வேறுபடுகிறது, ஏனெனில் தட்டுதல் சுற்று, ஒவ்வொரு துளையின் முழு ஆழத்திலும்—0 மீட்டரில் உள்ள காலரிலிருந்து, 6-மீட்டர் இடைவெளிகளில் கம்பிகளைச் சேர்க்கும் நிறுத்தங்கள் வழியாக, முழு 30-மீட்டர் துளை ஆழம் வரை—நிலையான நேர அமைப்பை பராமரிக்க வேண்டும். ஒவ்வொரு கம்பி சேர்ப்பு நிறுத்தமும் தட்டுதல் சுற்றை அழுத்தம் குறைத்து, மீண்டும் அழுத்தம் ஏற்றுகிறது; ஒவ்வொரு அழுத்த சுழற்சிக்குப் பிறகும் கட்டுப்பாட்டு வால்வு அதே நேர அளவீட்டுக்கு திரும்பும் திறனே, துளை ஊடுருவல் வேகம் முதல் கம்பியிலிருந்து கடைசி கம்பி வரை நிலையாக இருக்கிறதா அல்லது பல அழுத்த சுழற்சிகளில் வால்வு விலகல் திரளுவதால் ஆழத்துடன் படிப்படியாக குறைகிறதா என்பதை தீர்மானிக்கிறது.
டோல்னி ரோஷின்காவில் முழு துளை ஆழத்திலும் கட்டுப்பாட்டு வால்வின் நிலைத்தன்மை
|
துளை கட்டம் |
தட்டுதல் நிலை |
கட்டுப்பாட்டு வால்வு நிலை |
நிலைத்தன்மை தேவை |
|
காலரி அமைப்பு (0 மீ) |
தொடங்குதல்; முழு அழுத்தத்திற்கு ஏற்ற வேக அதிகரிப்பு |
முதன்மை அளவீட்டு புள்ளி |
வால்வு 3 தட்டுதல்களுக்குள் முழு நேர அமைப்பை அடைய வேண்டும் |
|
முதல் கம்பி (0–6 மீ) |
முழுமையான உற்பத்தி அடித்தல் |
தொடர்ச்சியான நேர ஒத்திசைவு |
சரிவு <0.5% ஒவ்வொரு 100 அடித்தலுக்கு |
|
கம்பி சேர்த்தல் நிறுத்தங்கள் |
முழு அழுத்தமும் விலக்கப்படும்; பின்னர் மீண்டும் தொடங்குதல் |
வால்வ் மீண்டும் துவக்கப்படுதல் |
மீண்டும் தொடங்கும்போது <0.3° நேர ஒத்திசைவு விலக்கம் மீட்கப்படுதல் |
|
இறுதி கம்பி (24–30 மீ) |
முழுமையான உற்பத்தி; அதிகபட்ச கயிற்று எடை |
அதிகபட்ச சுமையின் கீழ் தொடர்ந்து இயங்குதல் |
முதல் ராட்-ன் நேரம் போன்றே ±1% வரை ஒத்திருத்தல் |
DIAMO-வின் கதிரியக்க வெளிப்பாடு குறைப்பு திட்டம், ஒவ்வொரு துளையிலும் ஒவ்வொரு ராட்டின் ஊடுருளும் வீதத்தை ஒப்பிடுகிறது — காலரிலிருந்து டோவரை ஒரே மாதிரியான ஊடுருளும் வீதம் என்பது, ராட் சேர்க்கைகள் மூலம் கட்டுப்பாட்டு வால்வின் நேர ஒத்திசைவு நிலையானது என்பதைக் குறிக்கிறது; ஒவ்வொரு ராட்டிற்கும் ஊடுருளும் வீதம் குறைவது, அழுத்தச் சுழற்சிகள் முழுவதும் வால்வின் நேர மாறுபாடு (drift) அதிகரித்து வருவதைக் குறிக்கிறது. ஒரு துளையில், ராட் 1 முதல் ராட் 5 வரை 8% ஊடுருளும் வீதக் குறைவு கண்டறியப்பட்டால், அடுத்த பராமரிப்பு நேரத்தில் கட்டுப்பாட்டு வால்வை ஆய்வு செய்ய வேண்டும். HOVOO, செக் யுரேனியம் உற்பத்தி துளையிடலுக்காக HLX5T கட்டுப்பாட்டு வால்வு கூறுகள் மற்றும் சீல் கிட்களை வழங்குகிறது. மேற்கோள்கள்: hovooseal.com.


{kind=link}