

 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
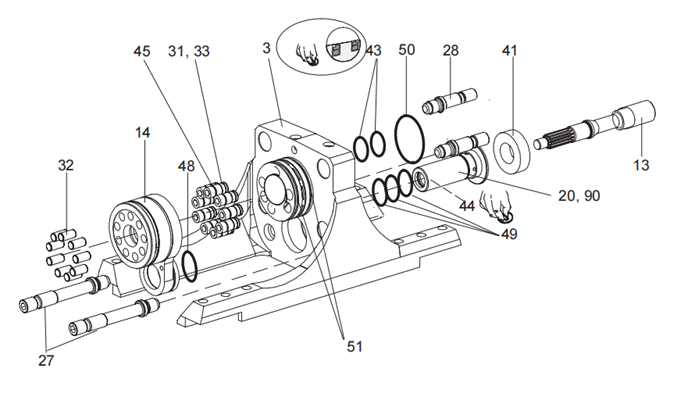
HLX5T回転シャフトは、そのスプラインインターフェースを介してギアボックスの出力トルクをシャンクアダプターに伝達します。チェコ共和国のOKD社ラジ硬質石炭鉱山(オストラヴァ=カルヴィナー地区)における地下生産掘削作業では、HLX5Tが石炭層と硬質シルトストーン層が交互に堆積する地層においてサブレベル・ケイビング・ファンを掘削しています。この現場において、回転シャフトの効率性は、油圧回転モーターの出力トルクのうち、どれだけがドリルビット先端に到達するかを決定づけます。スプラインインターフェースで15%の摩擦損失を有するシャフトでは、モーターのトルクのわずか85%しかドリルストリングに伝達されません。トルク要求が低い石炭層では、この損失は目立たないものの、80–100 MPaの硬質シルトストーン夾層では、トルク要求がモーターの定格出力に近接するため、15%の摩擦損失が3–5 Nmの不足を生じさせ、硬質帯域で回転が停止する原因となる可能性があります。
OKD社のラジー炭鉱アプリケーションにおいて、回転シャフトの効率は2つのメカニズムによって劣化します。1つ目は、トルクと衝撃荷重が複合したサイクリングによるスプライン面の摩耗であり、これは他のアプリケーションでドライバーに影響を及ぼす衝撃荷重によるフレッティング現象と同じですが、ギアボックス出力側とのシャフトのスプライン接続部に作用します。2つ目は、シャンク潤滑回路への石炭粉塵の混入であり、これにより潤滑回路の保守間隔(100~150運転時間)において、スプライン接触面における油膜品質が低下します。
OKDラジー炭鉱生産における回転シャフト効率の維持
|
効率点検 |
方法 |
正常結果 |
OKD炭鉱要因 |
|
回転トルク出力試験 |
シャンク部でのトルクを測定し、モーター入力と比較する |
8%未満の損失 |
スプライン内への石炭粉塵混入により、3~5%の摩擦損失が追加される |
|
スプライン摩耗測定 |
スプライン側面間のマイクロメーター測定 |
各側面あたりの摩耗量:<0.12 mm |
石炭粉塵による摩耗:500時間運転で最大0.15 mm |
|
潤滑油回路の流量点検 |
シャフト潤滑ポートに流量計を設置し、仕様値と比較 |
設計流量の±10%以内 |
石炭粉塵によりオリフィスが詰まる可能性あり;200時間ごとに点検 |
|
シャフトの振れ |
シャンク外径部でダイアルインジケーターを使用 |
全周振れ(TIR):<0.04 mm |
スプラインの摩耗によりランアウトが生じ、穴の直進性に影響を与える |
OKD Lazy's HLX5Tの保守チームは、初期のシャフトスプライン摩耗の主な原因が石炭粉塵によるオリフィスの詰まりであることを特定した後、200時間ごとの小規模保守作業にシャフトスプライン潤滑回路の洗浄を追加しました。この清掃・点検手順には25分かかり、現場における平均ローテーションシャフト寿命を800時間から1,200時間へと延長しました。HOVOO社は、チェコ共和国の石炭採掘用ドリリング向けにHLX5Tローテーションシャフトおよびスプライン潤滑回路サービスキットを供給しています。参考情報はhovooseal.comをご覧ください。


{kind=link}