33-99 رقم. طريق مو فو، منطقة غولو، نانجينغ، الصين [email protected] | [email protected]
33-99 رقم. طريق مو فو، منطقة غولو، نانجينغ، الصين [email protected] | [email protected]

جوهر تصميم الحشوات هو ضمان أن يُغلق المنتج جميع مسارات التسرب طوال فترة عمره الافتراضي بالكامل، وذلك من خلال التأثيرات المترابطة للهيكل والتسامحات والمواد والعوامل الأخرى.
إذا قمت فقط بالتحقق من الحشوة عندما تكون جديدة تمامًا، وتجاهلت عوامل مثل تسامحات حلقة الحشوة، أو تسامحات الأجزاء، أو أداء الحشوة بعد التقدم في العمر، فقد تحدث تسريبات بسهولة لاحقًا. ويجب أن تؤخذ هذه العوامل في الاعتبار منذ المرحلة الأولى من التصميم.
تنقسم المعلومات العامة حول الحشوات إلى حشوات ثابتة وحشوات ديناميكية (حسب وجود حركة نسبية بين الحشوة والأجزاء أثناء التشغيل أم لا). وتختلف تركيزات التصميم اختلافًا كبيرًا بين النوعين. ويتناول هذا المقال الحشوات الثابتة فقط.
١. مبدأ الإحكام وأنماط الفشل
٢. تصميم هيكل حلقة الحشوة
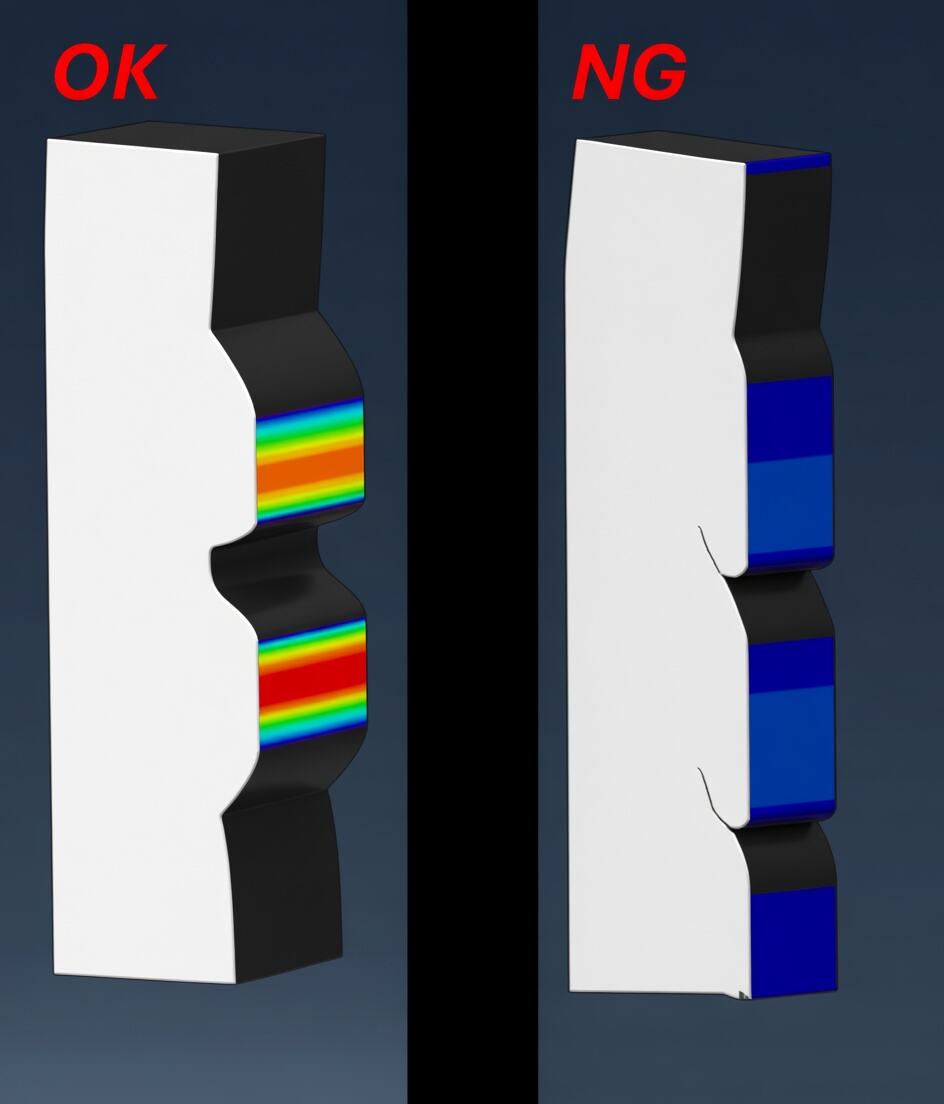
١. أنماط الفشل في الحالات المختلفة
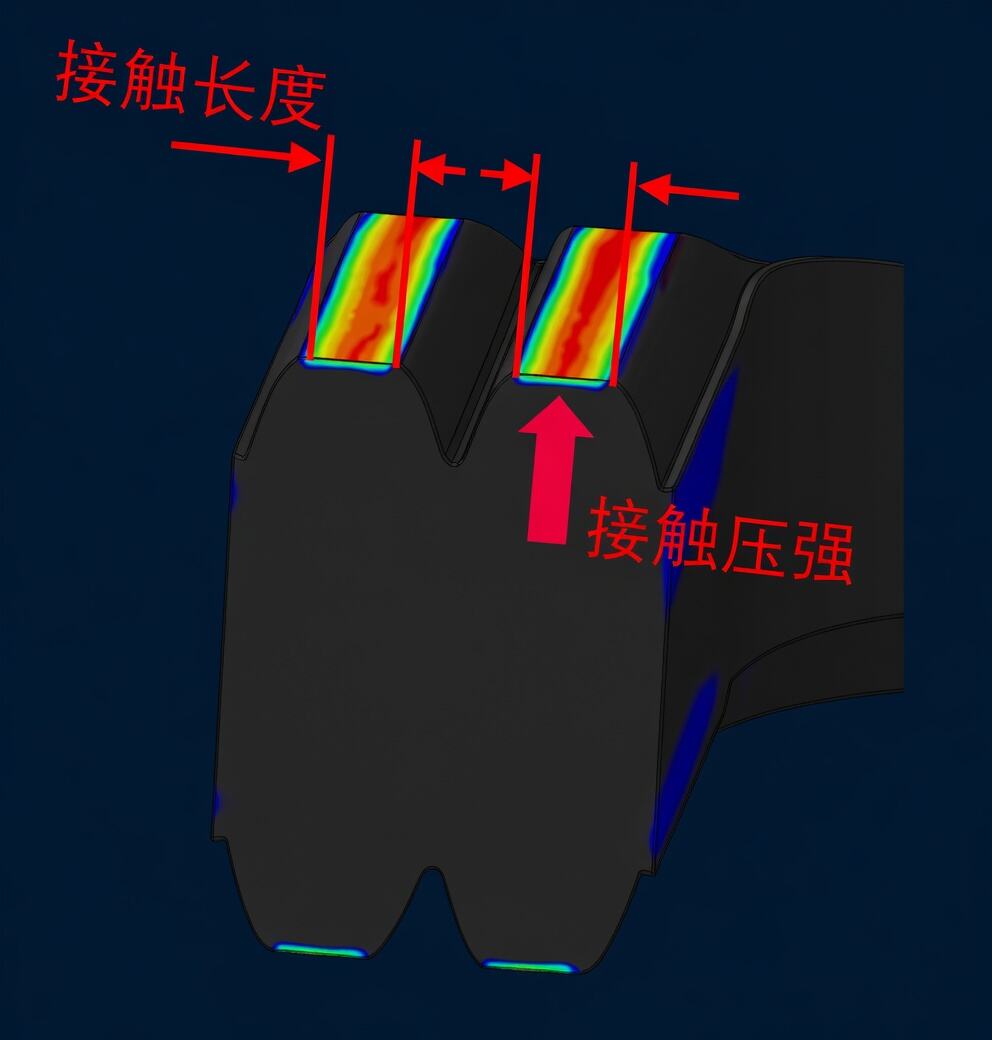
٢. ضغط التلامس وطول منطقة التلامس عند أقل تسامح مسموح (LMC)
٣. نسبة التعبئة والإجهاد المحلي عند أكبر تسامح مسموح (MMC)
٣. مقاومة حلقات الحشوة للعوامل الجوية
١. تعريف انضغاط الحشوة
٢. كيف يرتبط انضغاط المطاط بمعدل الانضغاط ودرجة الحرارة ومدة التقدم في العمر
٣. طريقة تقييم سريعة بعد التقدم في العمر
٤. نطاق هذه المقالة والموضوعات المستقبلية
يُشكِّل المنتج ختمًا لأن المطاط (حلقة الختم) يُضغط ضد السطح المتلامس، مما يمنع مرور الغاز أو السائل من خلاله.
من زاوية مسار التسرب، تأخذ فشل الختم شكلين رئيسيين:
• تسرب عند الواجهة: يحدث بين حلقة الختم والسطح المتلامس عندما لا تكون درجة التوصيف كافية. ويتدفق السائل على طول الواجهة أو الفجوة.
• اختراق المادة: حيث تمر جزيئات الغاز أو السائل عبر مادة المطاط أو البلاستيك ذاتها على المستوى الجزيئي.
وفي الهندسة العملية، عادةً ما يكشف اختبار الفقاعات تحت الضغط الإيجابي عن تسربات الواجهة الكبيرة بسهولة أكبر. أما فشل العزل بعد النقع فيكون أكثر فعالية في تقييم ما إذا كان المنتج بأكمله يتسرب على مستوى النظام.
ملاحظة هامة: لا تُظهر نتائج الاختبار تلقائيًّا آلية الفشل الدقيقة. فعلى سبيل المثال، قد لا يظهر على منتجٍ ما أي فقاعات تحت ضغط موجب، لكنه يفشل في عزل التيار الكهربائي تحت ضغط سالب. وهذا لا يثبت أن السبب هو انتقال المادة عبرها — بل قد يكون السبب تسربًا عند واجهة التوصيل، أو عيوبًا محلية في حلقة الإغلاق، أو مسارًا آخر.
تشدد جميع أدلة التصميم العامة المتاحة للعامة على أنه عند تصميم حلقة إغلاق يجب أخذ عدة عوامل معًا بعين الاعتبار، ومنها: مقدار الانضغاط، وملء الحفرة، وحالة الشد/التثبيت، ونوعية التشطيب السطحي، والتسامحات الهندسية. فالانضغاط القليل جدًّا يؤدي إلى تماسٍ ضعيف، بينما الانضغاط الزائد جدًّا قد يسرّع حدوث التشوه الدائم، أو يرفع قوة التركيب إلى مستويات مرتفعة جدًّا، أو يتسبب في تلفٍ محلي.
وفي التصميم الهندسي، يمكن استخدام تحليل العناصر المحدودة (FEA) لمحاكاة سلوك حلقة الإغلاق أثناء عمليات الشد والتجميع وغيرها، وتقييم موثوقيتها استنادًا إلى مؤشرات رقمية رئيسية. وأهم البنود التي يجب مراجعتها مذكورة أدناه.
ملاحظة: هذه الأرقام هي مؤشرات هندسية تقريبية، وليست قياسات مباشرة للتسرب نفسه.
أثناء مراجعة الهيكل، تحقق أولًا مما إذا كانت حالات الفشل الواضحة تظهر تحت تركيبات الأحجام المختلفة وحالات التجميع، مثل:
• انهيار شفة الختم
• التجعُّد أو العصر
• الانبعاج الموضعي
• وجود تركيز واضح غير طبيعي للإجهادات
هذه الخطوة تُخبرك ما إذا كان الختم لا يزال في حالة تشغيل طبيعية. فحتى لو بَدَت نسبة الضغط الاسمية مقبولة، فقد تنخفض موثوقية الختم مع انهيار أو طي شفته أثناء التجميع القصوي.
بالنسبة للأختام الثابتة، تُعد الحالة الأدنى من المادة (LMC) — أي أصغر حجم مسموح به للختم الحلقي وأكبر فجوة مسموحة في الحفرة — غالبًا اللحظة الأضعف، لأن هذه التركيبة تؤدي بسهولة إلى انخفاض ضغط التلامس وطول منطقة التلامس.
في مجال الموصل، تُظهر الخبرة أن التصميم الأولي للمطاط السيليكوني يجب أن يستهدف ضغطًا إيجابيًّا >٥٠٠ كيلو باسكال وطول تلامس >٠٫٦ مم. وهذه قيمة مرجعية يمكن أن تحقّق إحكامًا هوائيًّا بقيمة ٢٨ كيلو باسكال بعد ١٠٠٨ ساعة عند درجة حرارة ١٢٥°م (ما يعادل تقريبًا عمق ماء ٣ أمتار).
ملاحظات إضافية:
① إذا لزم الأمر، فكّر أيضًا في تشوه الأجزاء المتقابلة تحت تأثير القوة.
② ضغط التلامس وطوله هما فحصان على المستوى الكلي؛ أما على المستوى الجزئي (الميكروسكوبي) فلا يزال يتعيّن عليك التفكير في قنوات التسرب الناتجة عن خشونة السطح.
في حالة المادة القصوى (MMC)، يكون خطر انضغاط حلقة الإحكام بشكل مفرط أكبر. ركّز على ما يلي:
• ما إذا كانت نسبة ملء المقطع العرضي مرتفعة جدًّا (ويجب أن تبقى أقل من ١٠٠٪).
• ما إذا كان الإجهاد المحلي يتجاوز القدرة الاستيعابية للمادة (ويجب أن يبقى أقل من مقاومة المطاط الشدّية) ويُظهر اتجاهًا نحو التحطّم.
• ما إذا كان هناك خطر الانزياح.
غطّى الجزء الأول أداء حلقة الإغلاق عند حالتها الجديدة، ويمكن أن تُعطي تحليل العناصر المحدودة (FEA) نتائج دقيقة إلى حدٍّ كبير لذلك.
ولكن مواد المطاط تتعرّض لمجموعة من الظواهر مثل التشوه الدائم الناتج عن الضغط (Compression Set)، وانحناء الإجهاد (Stress Relaxation)، والشيخوخة الحرارية، وانخفاض الخصائص مع مرور الزمن، وبالتالي يفقد واجهـة الإغلاق تدريجيًّا قوتها الأصلية للتلامس.
اجتياز الاختبارات الأولية لا يعني بالضرورة أن الحلقة ستظل موثوقة في نهاية عمرها الافتراضي. لذا يجب أخذ عوامل الشيخوخة بعين الاعتبار منذ بداية مرحلة التصميم.
ويُعَدُّ التشوه الدائم الناتج عن الضغط (Compression Set) مؤشّرًا رئيسيًّا لتقييم مدى قدرة المطاط على الحفاظ على مرونته بعد خضوعه للضغط لفترة طويلة.
وهذا يعني أنه بعد ضغط حلقة الإغلاق وتخزينها لفترة طويلة مما يؤدي إلى شيخوختها، فإنها عند إزالة الضغط عنها لا تستعيد شكلها الأصلي تمامًا. وكلما زادت نسبة التشوه الدائم الناتج عن الضغط، انخفضت قدرة المادة على الاستعادة، وزادت بذلك مخاطر فقدان التلامس الفعّال المطلوب للإغلاق عند نهاية العمر الافتراضي.
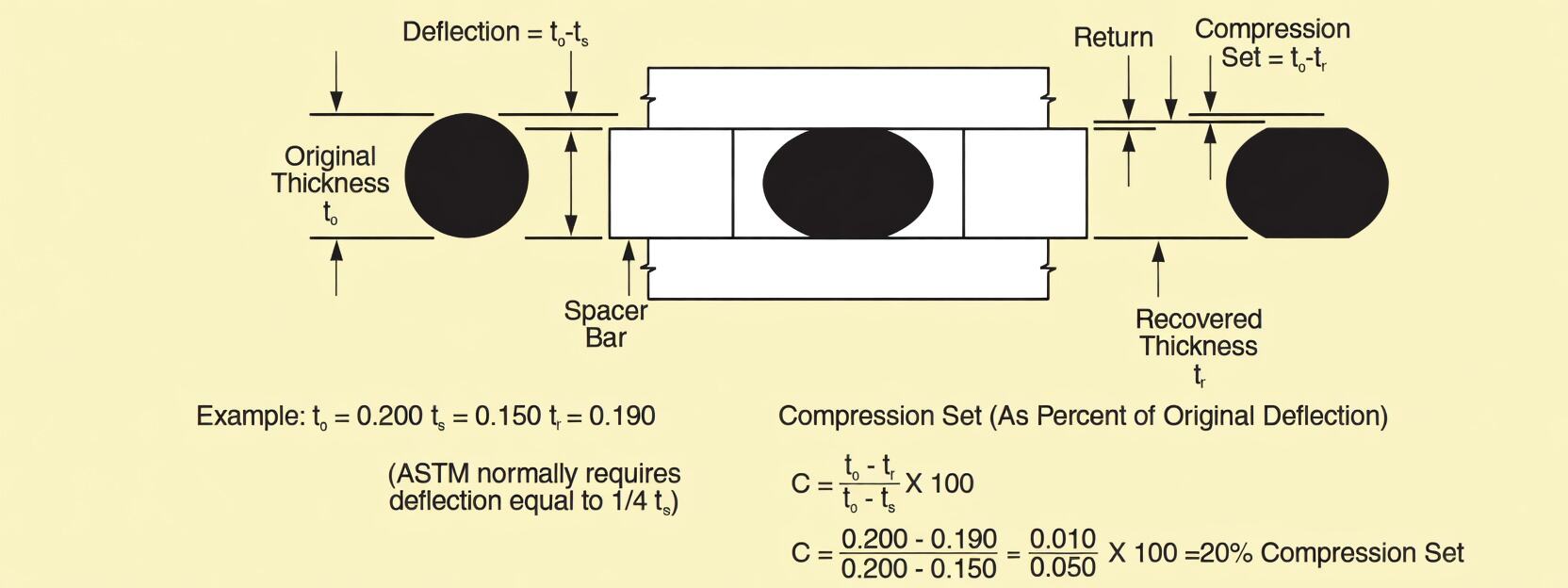
(يعرض المقال رسمًا توضيحيًّا للتشوه الدائم الناتج عن الضغط هنا.)
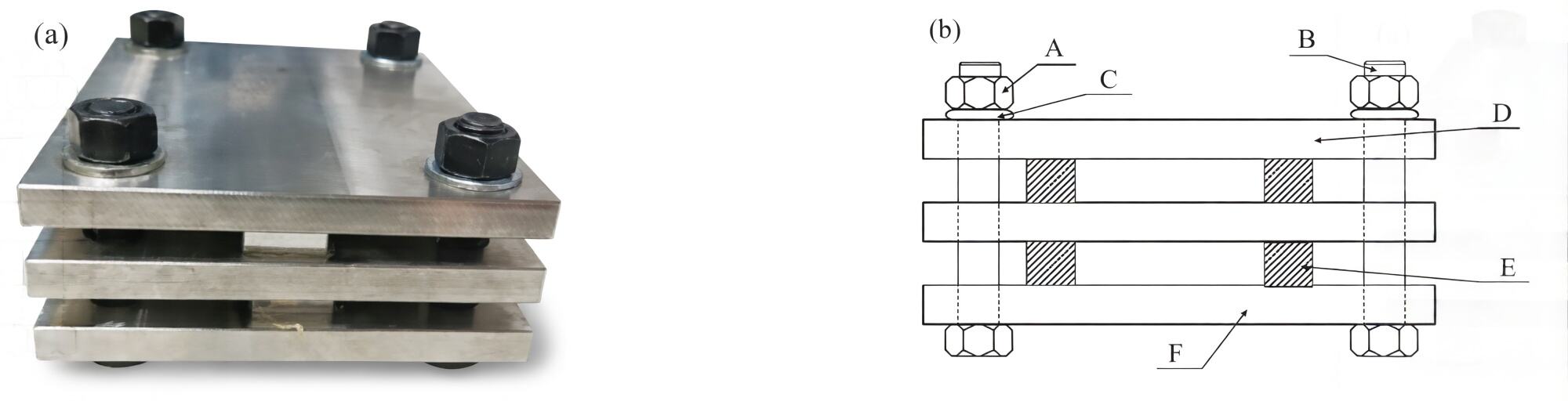
(يُظهر المقال تجهيز الاختبار القياسي الصناعي لاختبار انضغاط حلقة الإغلاق — وهو كتلة مطاطية بحجم قياسي موضوعة بين لوحتين.)
من الناحية النوعية، العوامل الثلاثة الرئيسية هي الضغط (معدل الانضغاط)، ودرجة الحرارة، والزمن.
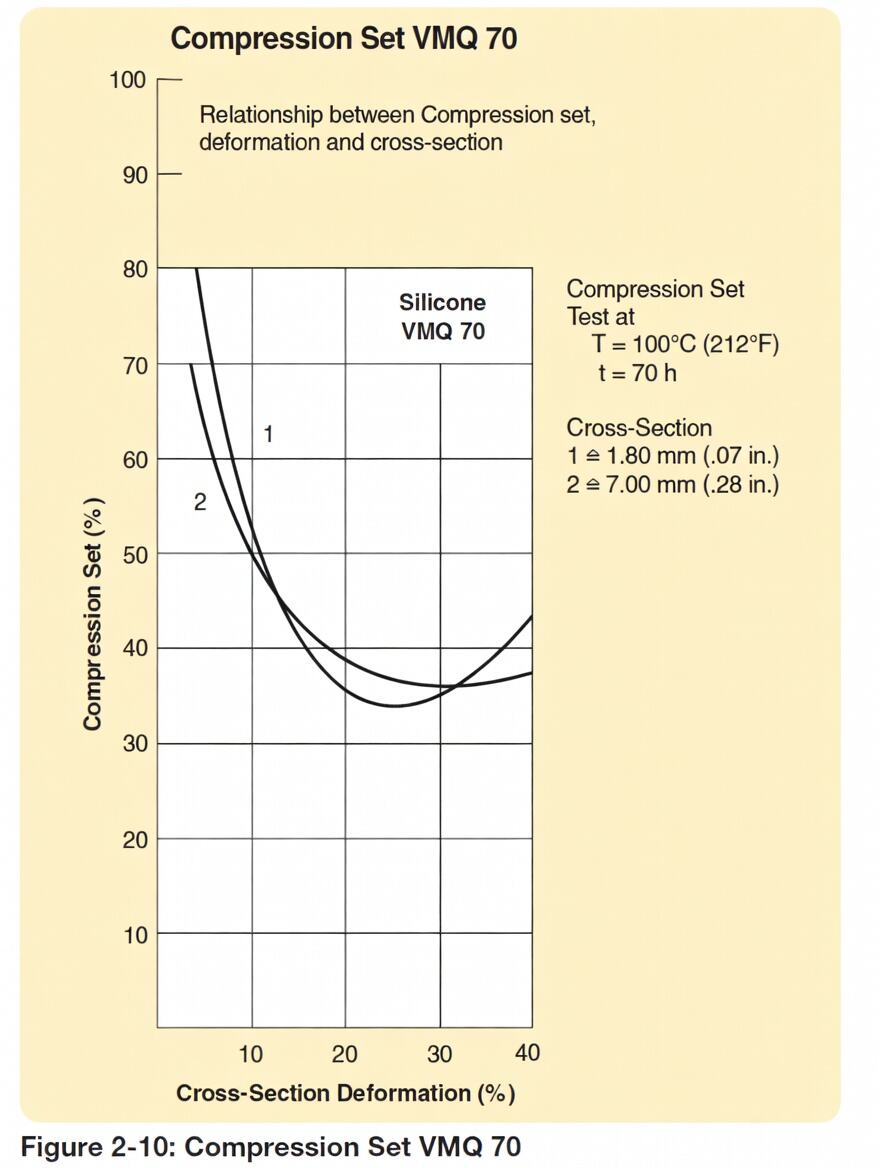
(يُظهر المقال رسمًا بيانيًّا لمقدار انضغاط مطاط السيليكون من نوع VMQ مقابل معدل الانضغاط. وفي حالة مطاط VMQ، فإن الانضغاط القليل جدًّا أو المفرط جدًّا لا يُعد الأفضل للأداء طويل الأمد.)
(ملاحظة: عند انخفاض درجة الانضغاط جدًّا، قد يبدو رقم «النسبة المئوية» لمقدار الانضغاط مرتفعًا جدًّا.)
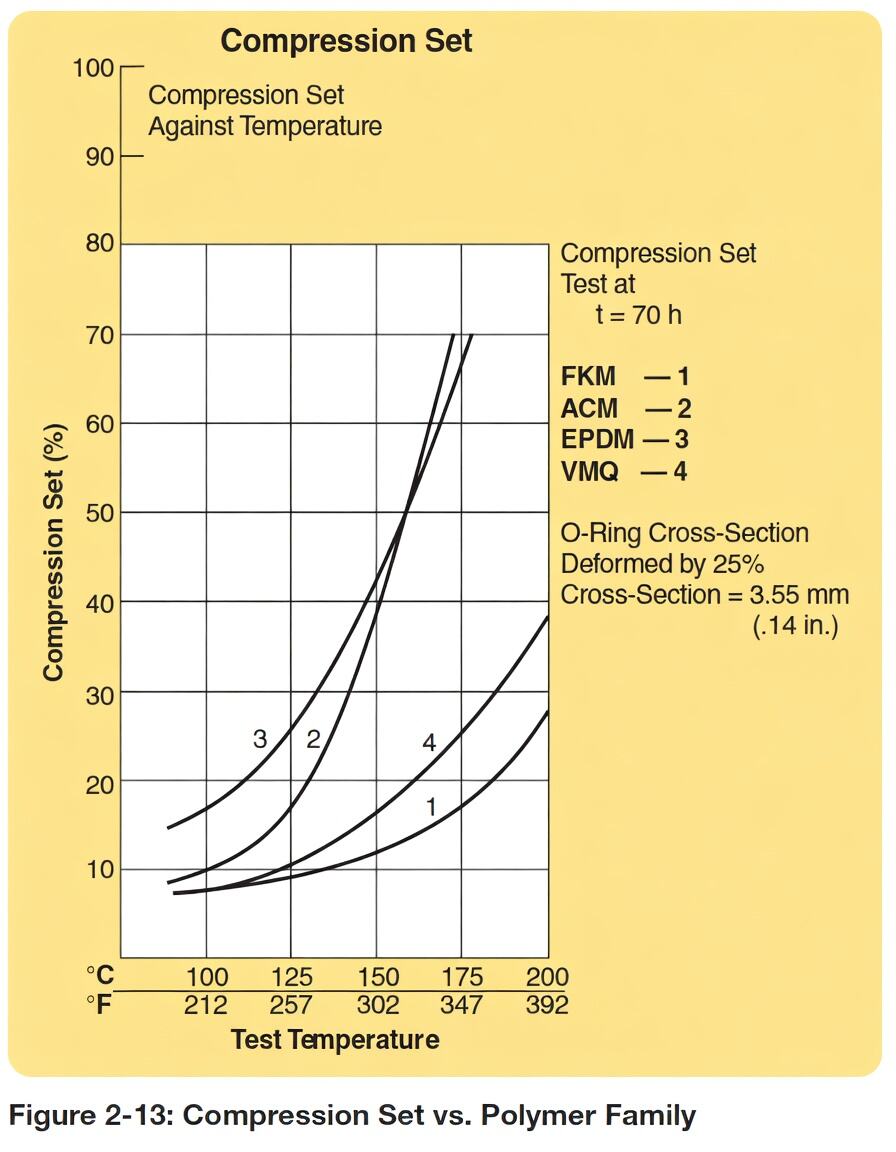
(يُظهر المقال رسومًا بيانية لمقدار الانضغاط بعد التعتيق عند درجات حرارة مختلفة — فكلما ارتفعت درجة الحرارة، ساءت قدرة المادة على الاسترجاع.)
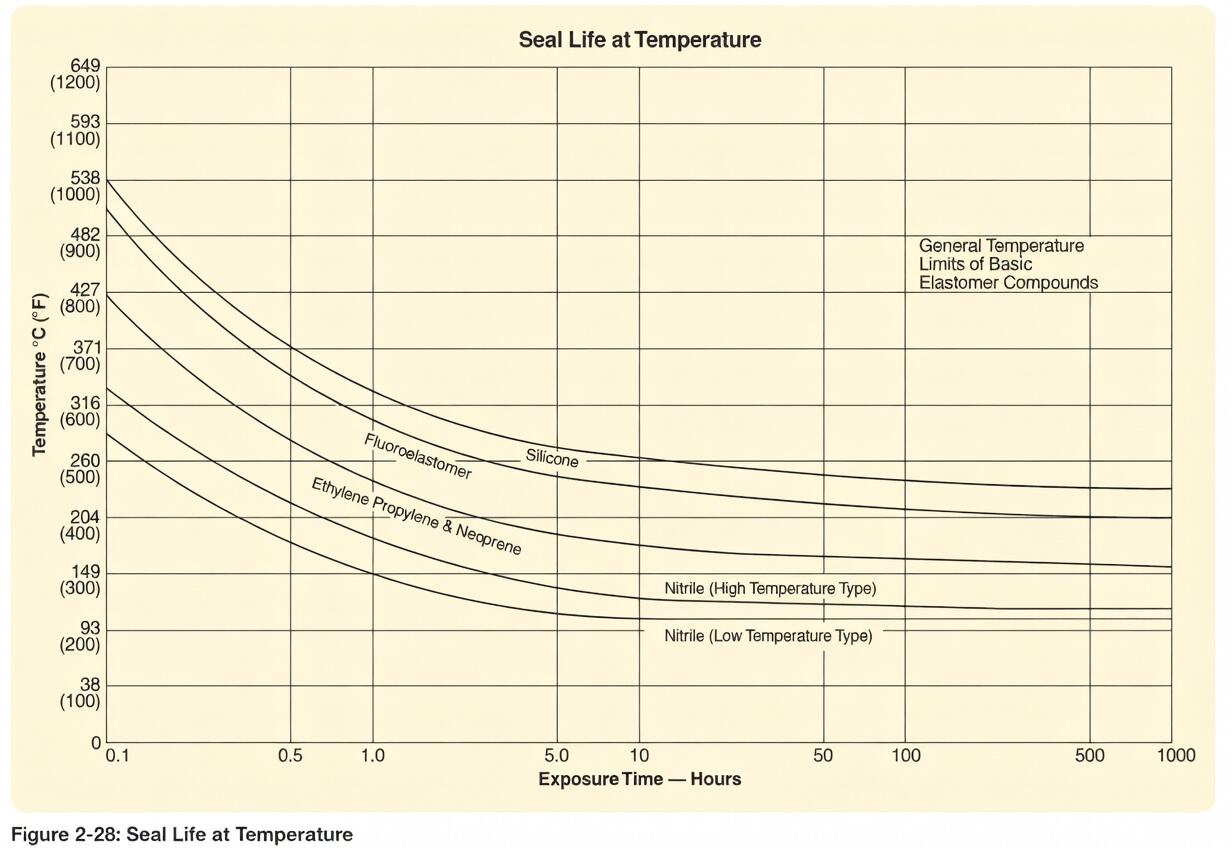
(يُظهر المقال العمر التشغيلي التقريبي لمواد الإغلاق المختلفة عند درجات حرارة متنوعة — لأغراض الإشارة فقط.)
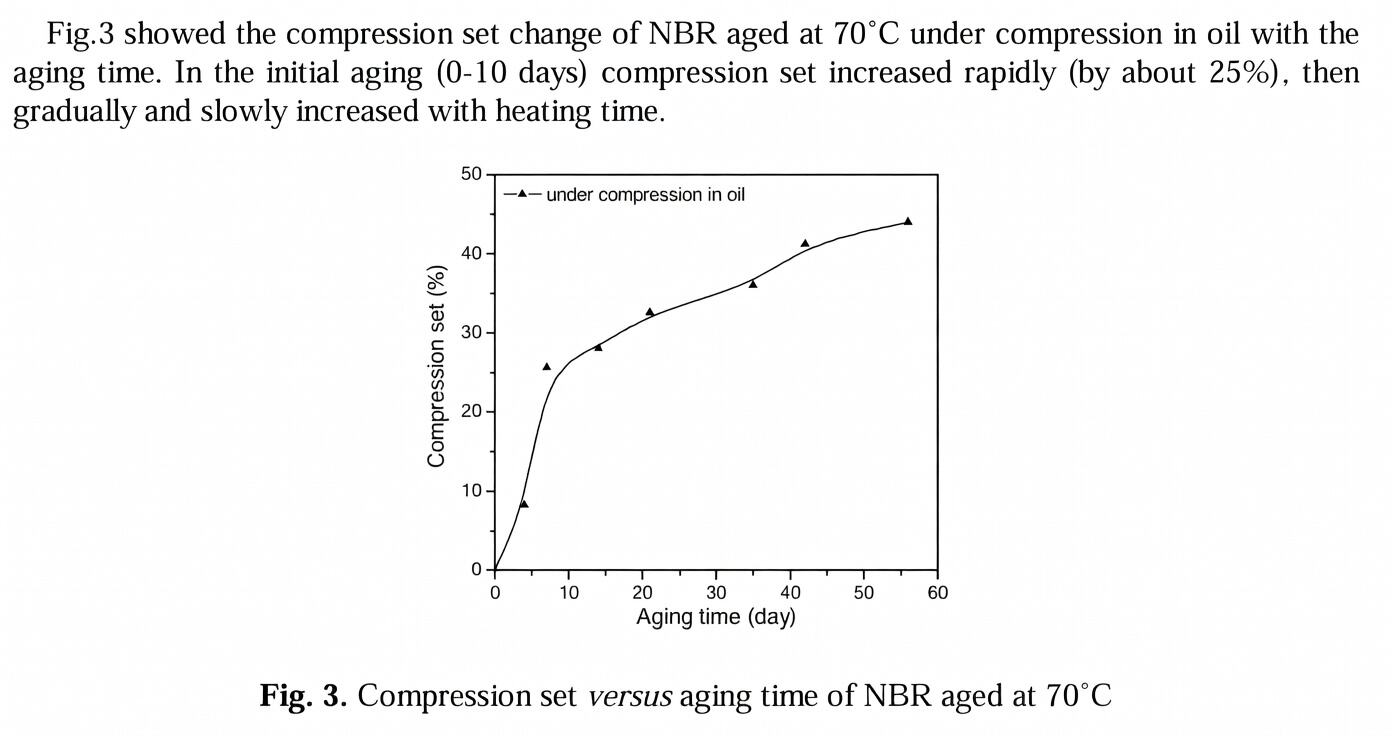
(يُظهر المقال رسمًا بيانيًّا لمقدار انضغاط مطاط النتريل البُتاديِين (NBR) مقابل زمن التعتيق.)
في الممارسة الهندسية، يمكنك إدخال قيمة انضغاط التآكل المُقاسة مجددًا في التصميم الأولي للتحقق بسرعة مما إذا كانت الهامش المتاح كافية وتقييم خطر الفشل عند نهاية عمر المنتج.
مثال: إذا كانت نسبة الانضغاط في التصميم الأولي تساوي ١٠٪، لكن بعد ١٠٠٨ ساعة عند درجة حرارة ١٢٥°م أصبحت نسبة الانضغاط ١٧٪، فإن الحشية ستكون على الأرجح عرضةً للفشل بعد التآكل. وعليك إذن زيادة نسبة الانضغاط الأولية أو اختيار مطاطٍ يتمتع بأداء أفضل من حيث مقاومة الانضغاط.
ملاحظة: هذه الطريقة مناسبة للتحقق السريع أو تقييم الاتجاهات، وليست مناسبة للتنبؤ المباشر بمعدل التسرب النهائي.
تقدم هذه المقالة إطارًا نوعيًّا لتصميم الحشيات، لكنها لا تغطي العديد من المواضيع حتى الآن، مثل العلاقة بين خشونة السطح والختم، وتأثير درجات الحرارة المنخفضة على أداء الحشيات، والأساليب الكمية لحساب معدل التسرب، وبناء نماذج رياضية لارتباط درجة الحرارة بالتآكل.
[١] شركة باركر هانيفن. دليل حلقات التوصيل (O-Ring) من باركر: ORD 5700 [M]. كليفلاند، ولاية أوهايو: شركة باركر هانيفن، ٢٠٢١.
[2] تشيان يي هوا، شياو هو زين، نيه مينغ هوا، وآخرون. التنبؤ بعمر المطاط النتريلي تحت إجهاد الانضغاط في زيت المحولات [C]// إجراءات المؤتمر الدولي الخامس لعام 2016 المعني بالقياس والأدوات والأتمتة (ICMIA 2016). باريس: دار أطلانتس للنشر، 2016: 189–194. DOI: 10.2991/icmia-16.2016.35.

مرحبًا بكم في هوفو، مصنع ختم صيني. إنتاج الأختام من PU والمطاط وPTFE. تشمل الأختام حلقة O، وختم المكبس، وختم العصا، وحلقة Gray وختم الغاز.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}