33-99No. Mufu E Rd., Gulou District, Nanjing, Čína [email protected] | [email protected]
33-99No. Mufu E Rd., Gulou District, Nanjing, Čína [email protected] | [email protected]

Jádrem návrhu těsnění je zajistit, aby produkt prostřednictvím kombinovaného působení konstrukce, tolerance, materiálů a dalších faktorů uzavřel všechny cesty úniku po celou dobu své životnosti.
Pokud zkontrolujete těsnění pouze v novém stavu a ignorujete například tolerance těsnicího kroužku, tolerance dílů nebo chování těsnění po stárnutí, může později dojít k únikům. Tyto faktory je nutné zohlednit již od samotného začátku návrhu.
Veřejně dostupné informace dělí těsnění na statická a dynamická těsnění (podle toho, zda při provozu dochází k relativnímu pohybu mezi těsněním a součástmi). Zaměření návrhu se u každého typu značně liší. Tento článek se zabývá pouze statickými těsněními.
1. Zásady těsnění a režimy poruch
2. Návrh konstrukce těsnicího kroužku
1. Režimy poruch v různých stavech
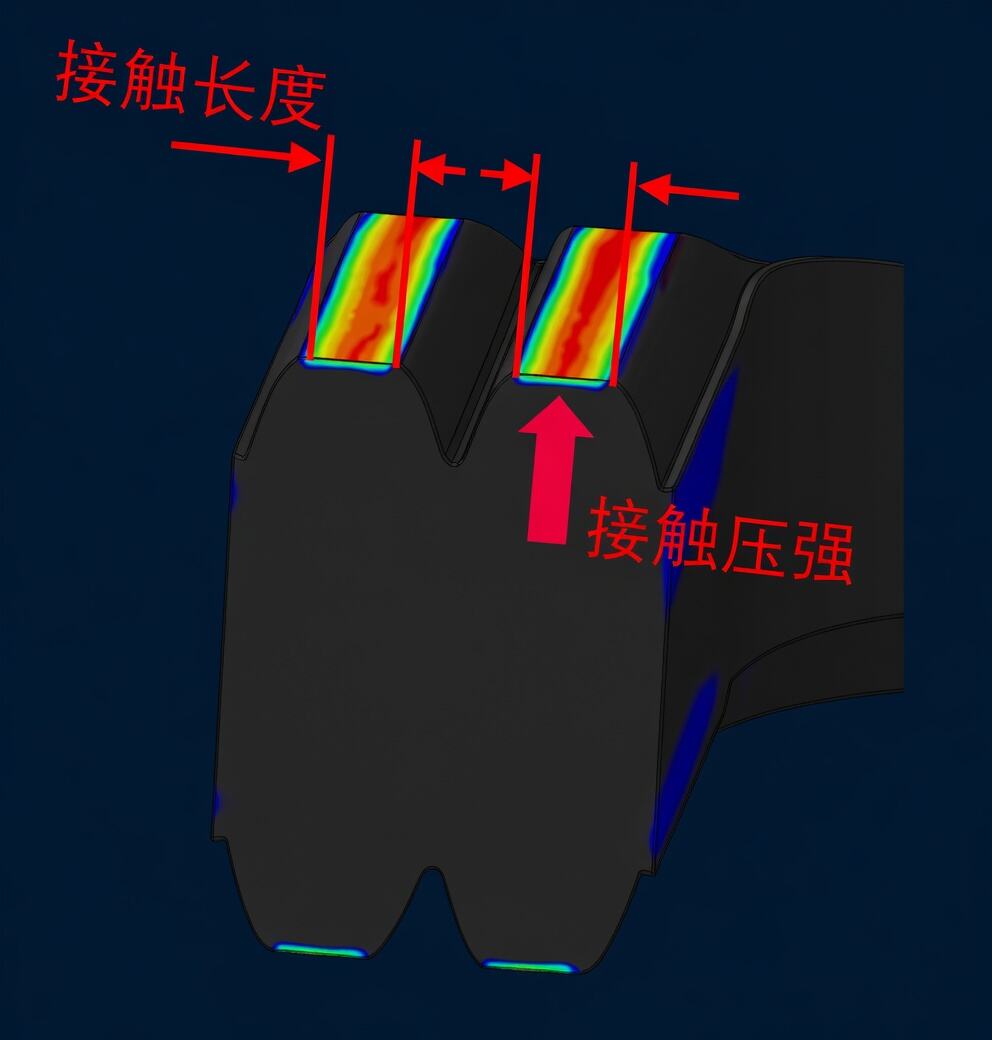
2. Kontaktní tlak a délka kontaktu při LMC
3. Vyplnění a místní napětí při MMC
3. Odolnost těsnicích kroužků vůči povětrnostním vlivům
1. Definice deformace po stlačení
2. Jak se kompresní deformace vztahuje k tlaku (míře komprese), teplotě a době stárnutí
3. Rychlá metoda vyhodnocení po stárnutí
4. Rozsah tohoto článku a budoucí témata
Výrobek vytváří těsnění, protože elastomer (těsnicí kroužek) je přitlačen k kontaktující ploše a brání průchodu plynu nebo kapaliny.
Z hlediska cesty úniku má selhání těsnění dvě hlavní formy:
• Únik na rozhraní: Vzniká mezi těsnicím kroužkem a kontaktující plochou, pokud není přiléhání dostatečné. Kapalina protéká podél rozhraní nebo mezery.
• Průnik materiálem: Molekuly plynu nebo kapaliny procházejí samotným gumovým nebo plastovým materiálem na molekulární úrovni.
V reálné technické praxi test bublin při kladném tlaku obvykle snadněji odhaluje větší úniky na rozhraní. Porucha izolace po namočení je vhodnější pro posouzení toho, zda celý výrobek netěsní na úrovni systému.
Důležitá poznámka: Výsledky testů vám automaticky neukazují přesný mechanismus poruchy. Například výrobek může při kladném tlaku nevykazovat žádné bubliny, avšak při záporném tlaku selhat izolaci. To neprokazuje, že jde o pronikání materiálem – může se stále jednat o netěsnost na rozhraní, místní vady těsnicího kroužku nebo jinou cestu úniku.
Veřejné návrhové příručky zdůrazňují, že při návrhu těsnicího kroužku je nutné současně vzít v úvahu míru stlačení, vyplnění drážky, stav protažení/montáže, povrchovou úpravu a tolerance. Příliš malé stlačení znamená špatný kontakt; příliš velké stlačení může urychlit trvalou deformaci, zvýšit montážní sílu nad přípustnou míru nebo způsobit místní poškození.
Pro technický návrh lze použít metodu konečných prvků (FEA) ke simulaci chování těsnicího kroužku při protažení, montáži atd. Spolehlivost lze posoudit na základě klíčových číselných ukazatelů. Níže jsou uvedeny důležité položky k revizi.
Poznámka: Tato čísla jsou inženýrské pomocné ukazatele, nikoli přímá měření samotného úniku.
Během revize konstrukce nejprve zkontrolujte, zda se při různých kombinacích rozměrů a montážních stavů objevují zřejmé režimy poruch, například:
• Zhrnutí těsnicího okraje
• Skroucení nebo stlačení
• Místní vytlačení
• Jednoznačné abnormální soustředění napětí
Tento krok vám ukáže, zda je těsnění stále v normálním provozním stavu. I když se jmenovitý stupeň stlačení jeví jako vyhovující, spolehlivost může klesnout i tehdy, dojde-li při extrémní montáži ke zhrnutí nebo složení těsnicího okraje.
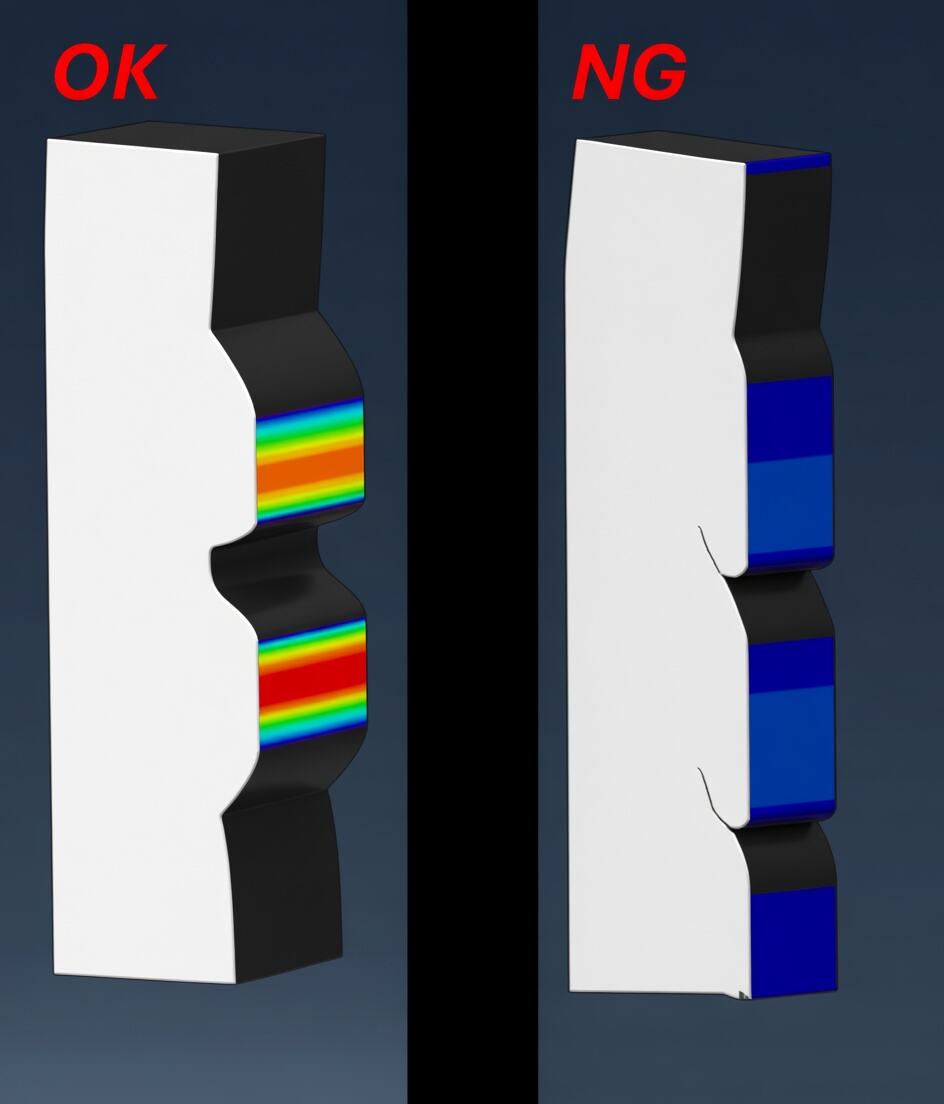
U statických těsnění je podmínka LMC (rozměr těsnicího kroužku na minimální mezi tolerance, šířka drážky na maximální mezi tolerance) často nejslabším bodem, protože tato kombinace snadněji snižuje kontaktní tlak i délku styku.
V oblasti spojky ukazují zkušenosti, že u křemičitanového pryže by měl původní návrh mířit na kladný tlak > 500 kPa a délku styku > 0,6 mm. Jedná se o referenční hodnotu, která zajišťuje těsnost vůči vzduchu 28 kPa po dobu 1008 h při teplotě 125 °C (což odpovídá přibližně hloubce vody 3 m).
Další poznámky:
① V případě potřeby také zvažte deformaci protilehlých dílů působením síly.
② Stykový tlak a délka jsou kontrolními parametry na makroúrovni; na mikroúrovni je stále nutné uvažovat o únikových kanálcích vznikajících povrchovou drsností.
Při podmínkách MMC je těsnicí kroužek více náchylný k nadměrnému stlačení. Zaměřte se na následující body:
• Zda je stupeň naplnění průřezu příliš vysoký (musí zůstat pod 100 %).
• Zda místní napětí překračuje únosnost materiálu (musí zůstat pod mezí pevnosti v tahu pryže) a zda se projevuje tendence k drcení.
• Zda existuje riziko vyšlapání.
Dřívější část se zabývala výkonem těsnicího kroužku v novém stavu, a metoda konečných prvků (FEA) může pro tento případ poskytnout poměrně přesné výsledky.
Ale gumové materiály trpí trvalou deformací po stlačení, relaxací napětí, tepelným stárnutím a postupným úbytkem vlastností v průběhu času, takže těsnicí rozhraní postupně ztrácí původní kontaktní sílu.
Úspěšné absolvování počátečních kontrol neznamená, že bude součást stále spolehlivá na konci své životnosti. Z hlediska návrhu je nutné zohlednit faktory stárnutí od samotného začátku.
Trvalá deformace po stlačení je klíčovým ukazatelem pro posouzení toho, jak dobře gumový materiál udržuje svou pružnost po dlouhodobém stlačení.
Znamená to, že po dlouhodobém stlačení a stárnutí těsnicího kroužku se po odstranění tlaku nedokáže plně vrátit do původního tvaru. Čím je trvalá deformace po stlačení větší, tím je horší schopnost obnovit původní tvar a tím vyšší je riziko ztráty účinného těsnicího kontaktu na konci životnosti.
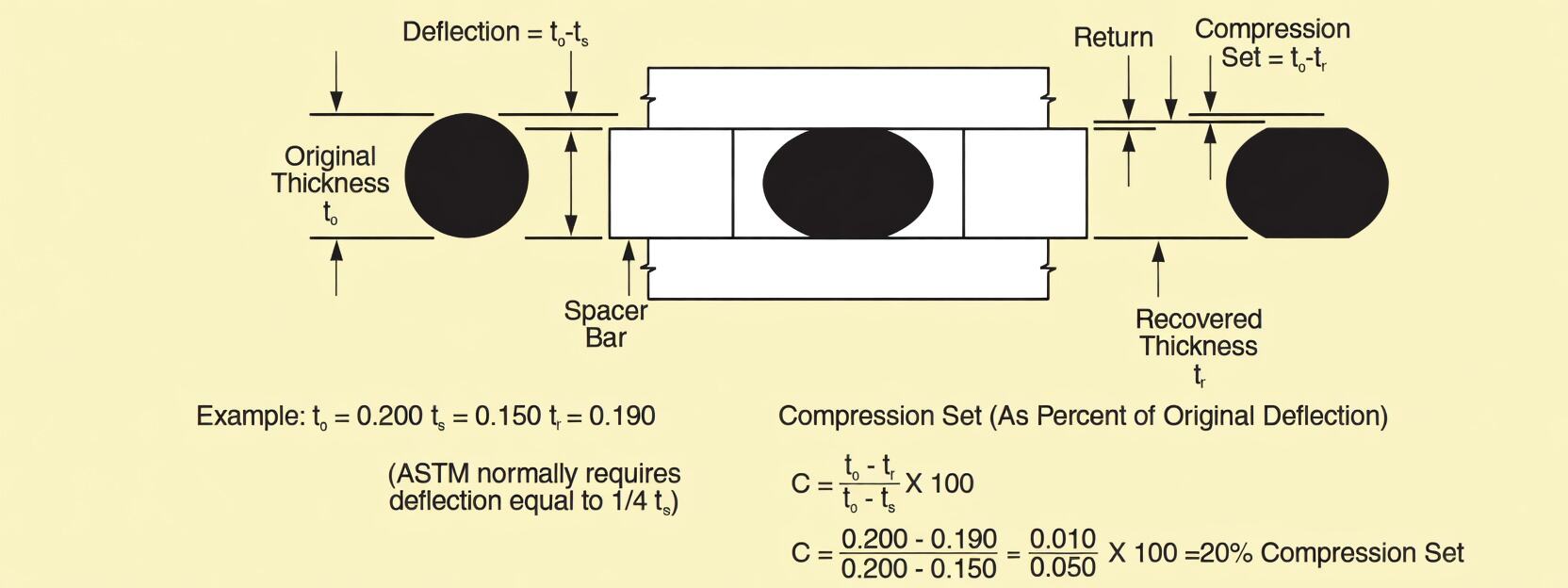
(Článek zde uvádí diagram trvalé deformace po stlačení.)
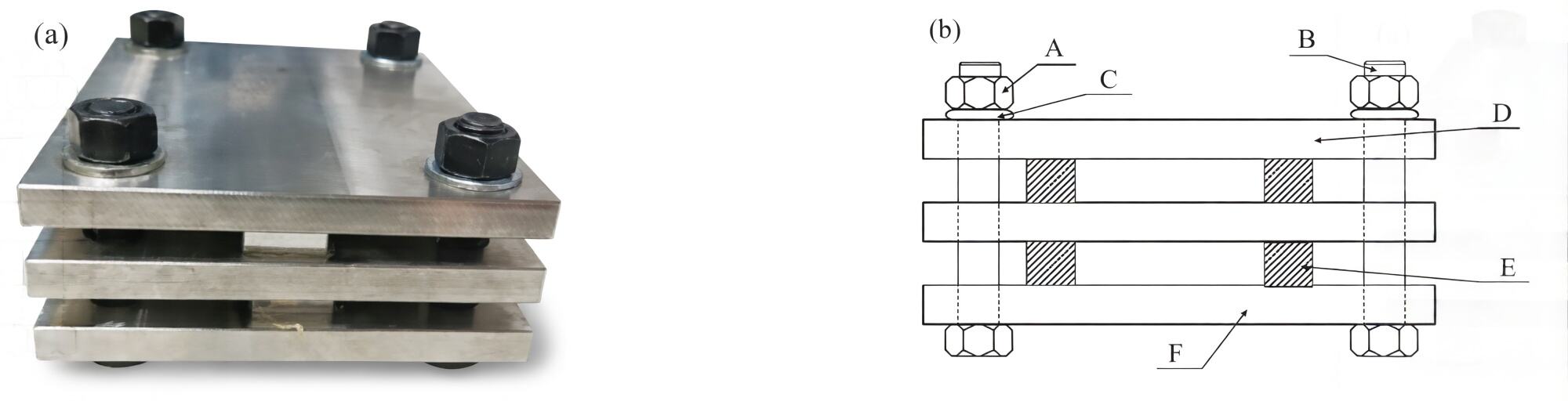
(Článek ukazuje standardní průmyslové zkušební zařízení pro měření deformace těsnicího kroužku po stlačení – standardní gumový blok umístěný mezi desky.)
Kvalitativně jsou tři hlavní faktory tlak (míra stlačení), teplota a čas.
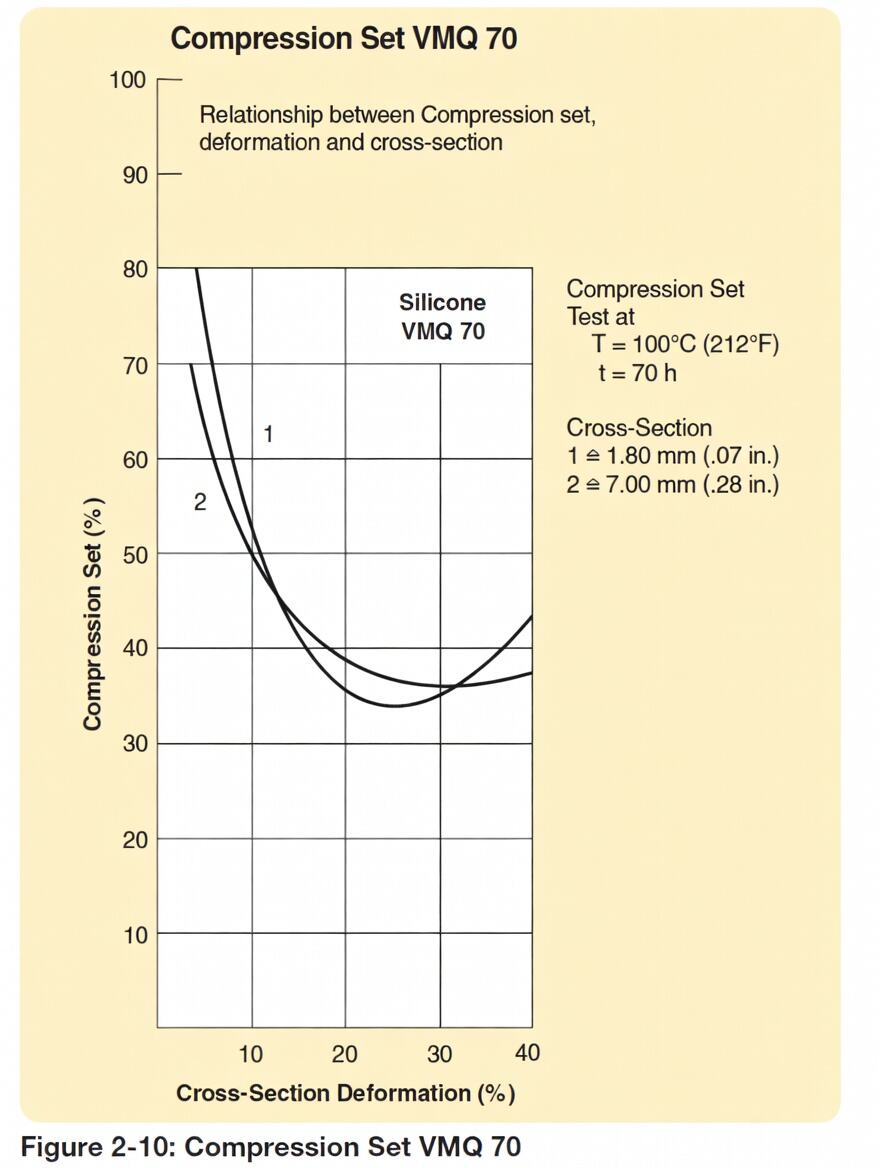
(Článek ukazuje graf deformace křemičitanového kaučuku VMQ po stlačení v závislosti na míře stlačení. U materiálu VMQ není pro dlouhodobý výkon nejvhodnější ani příliš malé, ani příliš velké stlačení.)
(Poznámka: Při velmi mírném stlačení se hodnota „procentuální“ deformace po stlačení může jevit jako velmi vysoká.)
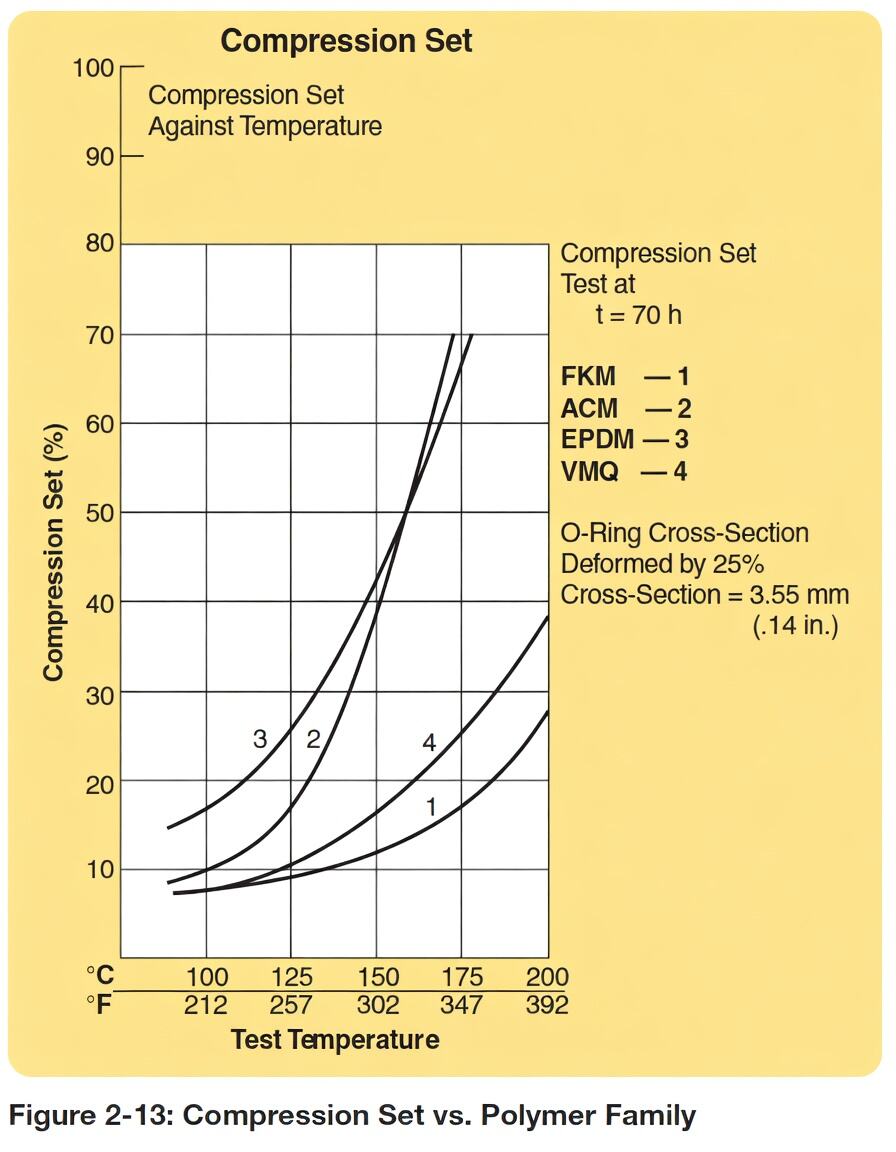
(Článek ukazuje grafy deformace po stárnutí při různých teplotách – vyšší teplota zhoršuje schopnost materiálu se obnovit.)
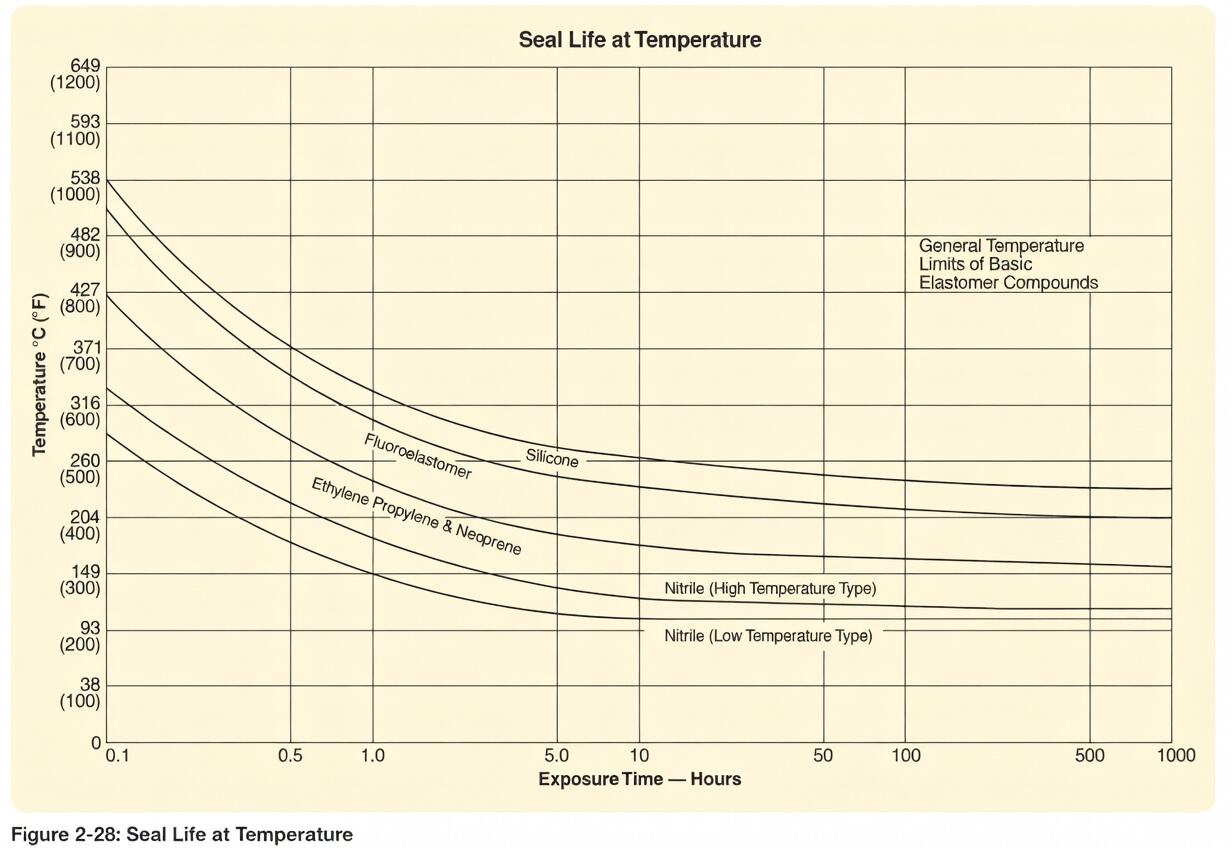
(Článek ukazuje přibližnou životnost různých těsnicích materiálů při různých teplotách – pouze pro orientační účely.)
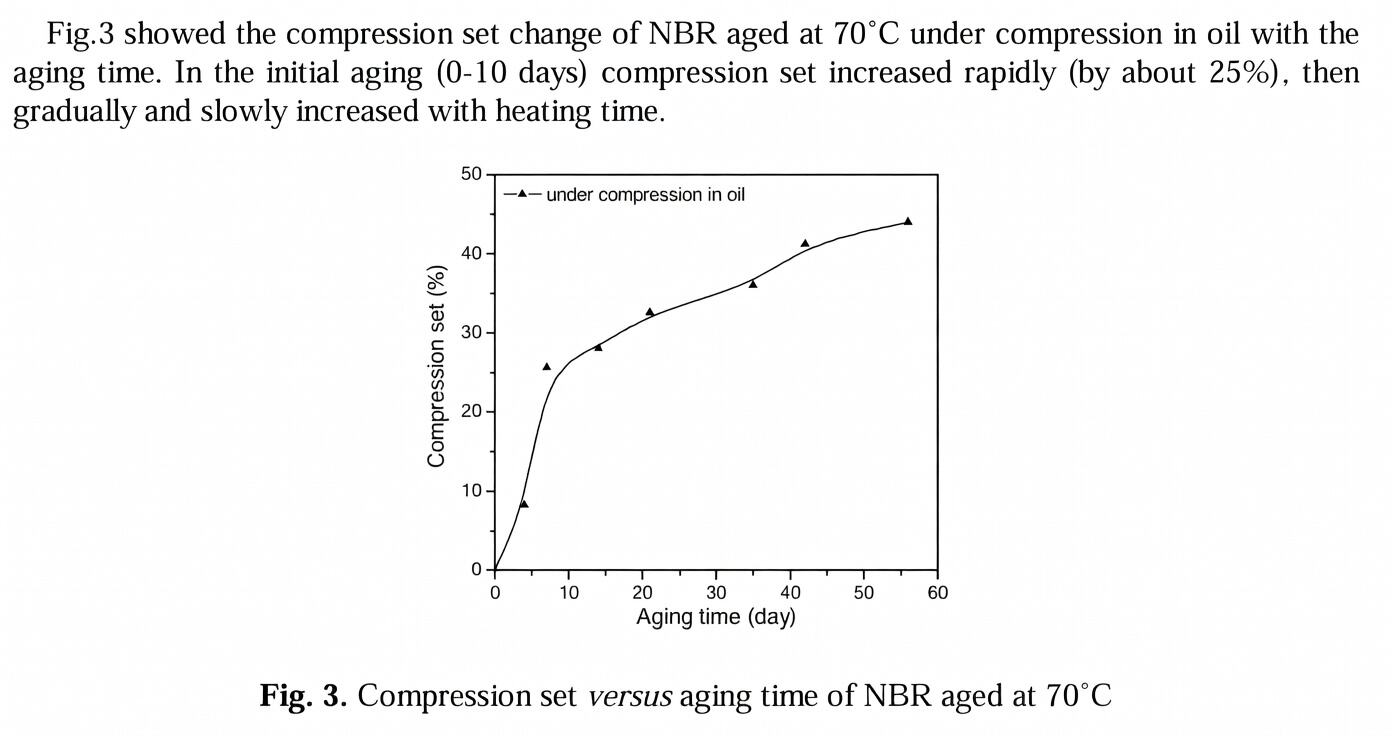
(Článek ukazuje graf deformace kaučuku NBR po stlačení v závislosti na době stárnutí.)
V inženýrské praxi lze hodnotu stárnutím způsobeného tlakového rozpadu znovu dosadit do původního návrhu, abyste rychle zkontrolovali, zda je dostatečná bezpečnostní mez, a posoudili riziko poruchy na konci životnosti.
Příklad: Pokud je počáteční návrhová míra stlačení 10 %, ale po 1008 hodinách při teplotě 125 °C se tlakový rozpad zvýší na 17 %, je po stárnutí těsnění velmi pravděpodobné, že selže. Měli byste zvýšit počáteční míru stlačení nebo zvolit pryž s lepšími vlastnostmi tlakového rozpadu.
Poznámka: Tato metoda je vhodná pro rychlé kontroly nebo posouzení trendů, nikoli pro přímé předpovídání konečné rychlosti úniku.
Tento článek poskytuje kvalitativní rámec pro návrh těsnění, avšak mnoho témat zatím není zahrnuto, například vztah mezi drsností povrchu a těsněním, vliv nízkých teplot na výkon těsnění, kvantitativní metody pro určení rychlosti úniku a vytváření modelů teplotního stárnutí pomocí proložení dat.
[1] Parker Hannifin Corporation. Parkerova příručka pro O-kroužky: ORD 5700[M]. Cleveland, OH: Parker Hannifin Corporation, 2021.
[2] QIAN Y H, XIAO H Z, NIE M H, et al. Předpověď životnosti akrylonitril-butadienového kaučuku (NBR) za podmínek tlakového namáhání v transformátorovém oleji[C]//Sborník příspěvků 5. mezinárodní konference o měření, měřicích přístrojích a automatizaci (ICMIA 2016). Paříž: Atlantis Press, 2016: 189–194. DOI: 10.2991/icmia-16.2016.35.

Vítejte v HOVOO, čínské továrně na pečlivky. Výroba PU, gumiakových a PTFE pečlivek. Pečlivky zahrnují O-ring, pístovou pečlivku, válcovou pečlivku, Gray ring a plynovou pečlivku.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}