33-99 No. Δρόμος Μουφού, Περιφέρεια Γκουλού, Νάντζινγκ, Κίνα [email protected] | [email protected]
33-99 No. Δρόμος Μουφού, Περιφέρεια Γκουλού, Νάντζινγκ, Κίνα [email protected] | [email protected]

Ο πυρήνας του σχεδιασμού σφραγίδων είναι να διασφαλιστεί ότι, μέσω των συνδυασμένων επιπτώσεων της δομής, των ανοχής, των υλικών και άλλων παραγόντων, το προϊόν εμποδίζει όλες τις διαδρομές διαρροής καθ' όλη τη διάρκεια της ζωής του.
Αν ελέγχετε μόνο την σφραγίδα όταν είναι ολοκαίνουργια και αγνοείτε πράγματα όπως τις ανοχές δακτυλιδιών σφραγίδας, τις ανοχές εξαρτημάτων ή πώς η σφραγίδα λειτουργεί μετά τη γήρανση, μπορείτε εύκολα να πάρετε διαρροές αργότερα. Πρέπει να εξετάζετε αυτούς τους παράγοντες από την αρχή του σχεδιασμού.
Οι δημόσιες πληροφορίες χωρίζουν τις σφραγίδες σε στατικές και δυναμικές σφραγίδες (αν υπάρχει σχετική κίνηση μεταξύ της σφραγίδας και των μερών κατά τη διάρκεια της λειτουργίας της). Η εστίαση του σχεδιασμού είναι πολύ διαφορετική για κάθε μία. Αυτό το άρθρο μιλά μόνο για στατικές σφραγίδες.
1. Η Ελλάδα Αρχή σφράγισης και τρόποι αποτυχίας
2. Η Ελλάδα Σχεδιασμός δομής δακτυλίου σφραγίδας
1. Η Ελλάδα Τρόποι αποτυχίας σε διάφορα κράτη
2. Η Ελλάδα Πίεση επαφής και μήκος επαφής υπό LMC
3. Η Αγία Γραφή Ταχύτητα πλήρωσης και τοπικό στρες υπό MMC
3. Η Αγία Γραφή Ανθεκτικότητα των δαχτυλιδιών φώκιας στις καιρικές συνθήκες
1. Η Ελλάδα Ορισμός συνδυασμού συμπίεσης
2. Πώς το ποσοστό συμπίεσης σχετίζεται με την πίεση (ρυθμό συμπίεσης), τη θερμοκρασία και το χρόνο ηλικίωσης
3. Γρήγορη μέθοδος αξιολόγησης μετά την ηλικίωση
4. Πεδίο εφαρμογής του παρόντος άρθρου και μελλοντικά θέματα
Ένα προϊόν δημιουργεί στεγανοποίηση επειδή το ελαστομερές (δακτύλιος στεγανοποίησης) πιέζεται εναντίον της επιφάνειας επαφής και εμποδίζει τη διέλευση αερίου ή υγρού.
Από την άποψη της διαδρομής διαρροής, η αποτυχία στεγανοποίησης έχει δύο κύριες μορφές:
• Διαρροή στη διεπιφάνεια: Συμβαίνει μεταξύ του δακτυλίου στεγανοποίησης και της επιφάνειας επαφής, όταν η σύνδεση δεν είναι επαρκώς σφιχτή. Το ρευστό ρέει κατά μήκος της διεπιφάνειας ή του κενού.
• Διαπερατότητα του υλικού: Μόρια αερίου ή υγρού διαπερνούν το ίδιο το ελαστικό ή το πλαστικό υλικό σε μοριακό επίπεδο.
Στην πραγματική μηχανική εφαρμογή, η δοκιμή φυσαλίδας υπό θετική πίεση εντοπίζει συνήθως ευκολότερα τις μεγάλες διαρροές στη διεπιφάνεια. Η αποτυχία μόνωσης μετά από εμβάπτιση είναι καλύτερη για να κριθεί εάν το σύνολο του προϊόντος παρουσιάζει διαρροή σε επίπεδο συστήματος.
Σημαντική σημείωση: Τα αποτελέσματα των δοκιμών δεν ενημερώνουν αυτόματα για το ακριβές μηχανισμό αποτυχίας. Για παράδειγμα, ένα προϊόν μπορεί να μην εμφανίζει φυσαλίδες υπό θετική πίεση, αλλά να αποτυγχάνει στη μόνωση υπό αρνητική πίεση. Αυτό δεν αποδεικνύει ότι πρόκειται για διαπερατότητα του υλικού — μπορεί να οφείλεται ακόμη και σε διαρροή στη διεπαφή, τοπικά ελαττώματα στον σφραγιστικό δακτύλιο ή άλλη διαδρομή.
Οι δημόσιες οδηγίες σχεδιασμού τονίζουν πως, κατά τον σχεδιασμό ενός σφραγιστικού δακτυλίου, πρέπει να λαμβάνονται υπόψη ταυτόχρονα η ποσότητα συμπίεσης, η γέμιση του αυλάκιου, η κατάσταση της έντασης/εγκατάστασης, η επιφανειακή επεξεργασία και οι ανοχές. Υπερβολικά μικρή συμπίεση σημαίνει κακή επαφή· υπερβολικά μεγάλη συμπίεση μπορεί να επιταχύνει τη μόνιμη παραμόρφωση, να καθιστά υπερβολικά υψηλή τη δύναμη συναρμολόγησης ή να προκαλεί τοπική ζημιά.
Για τον μηχανικό σχεδιασμό, μπορείτε να χρησιμοποιήσετε ανάλυση πεπερασμένων στοιχείων (FEA) για να προσομοιώσετε τον σφραγιστικό δακτύλιο υπό ένταση, συναρμολόγηση κ.ο.κ. και να κρίνετε την αξιοπιστία του με βάση κλειδιά αριθμητικά μεγέθη. Τα σημαντικά σημεία ελέγχου παρατίθενται παρακάτω.
Σημείωση: Αυτοί οι αριθμοί αποτελούν μηχανικούς δείκτες προσέγγισης, όχι απευθείας μετρήσεις της διαρροής.
Κατά την ανασκόπηση της δομής, ελέγξτε πρώτα εάν εμφανίζονται προφανείς τρόποι αστοχίας υπό διαφορετικούς συνδυασμούς διαστάσεων και καταστάσεων συναρμολόγησης, όπως:
• Κατάρρευση του χείλους της σφράγισης
• Συρρίκνωση ή συμπίεση
• Τοπική εξώθηση
• Σαφής ασυνήθης συγκέντρωση τάσεων
Αυτό το βήμα σας ενημερώνει εάν η σφράγιση βρίσκεται ακόμη σε φυσιολογική λειτουργική κατάσταση. Ακόμη και αν ο ονομαστικός ρυθμός συμπίεσης φαίνεται ικανοποιητικός, η αξιοπιστία μπορεί να μειωθεί εάν το χείλος της σφράγισης καταρρεύσει ή διπλωθεί κατά την ακραία συναρμολόγηση.
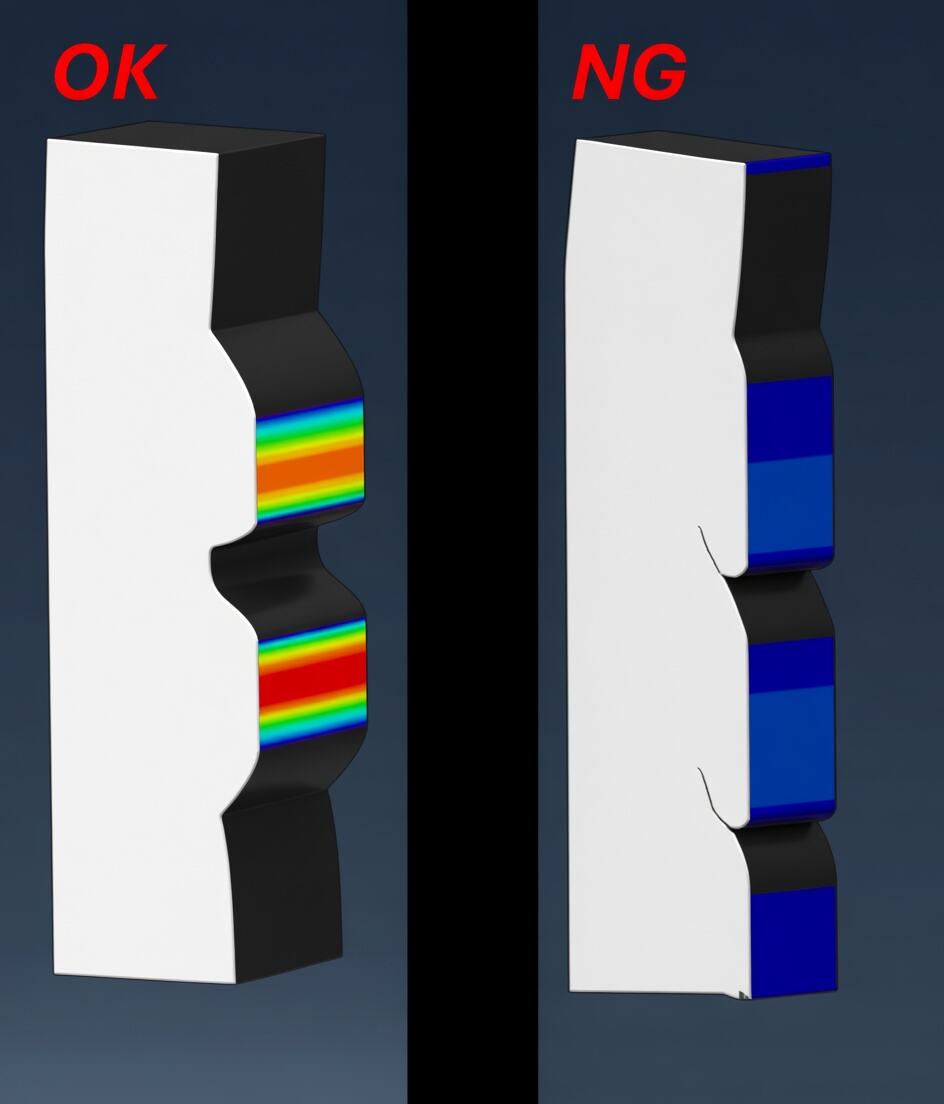
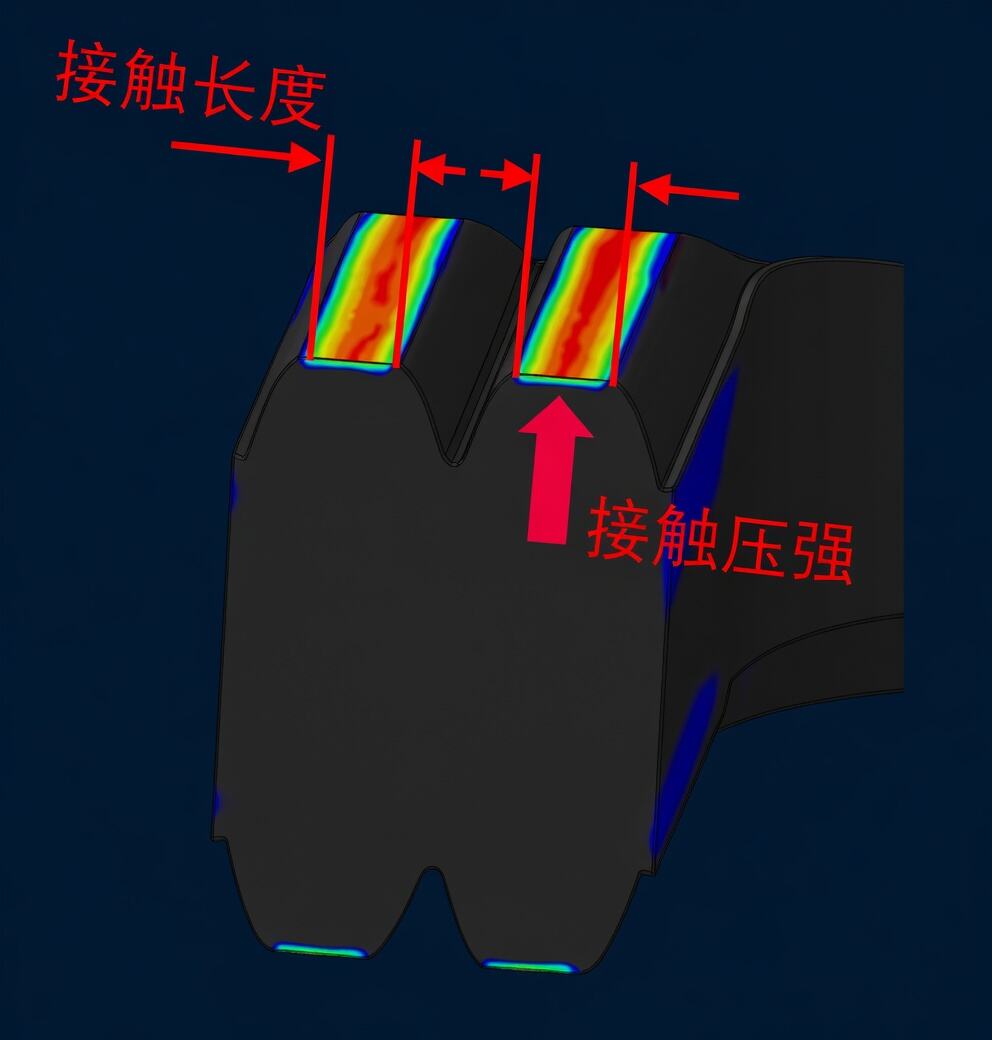
Για τις στατικές σφραγίσεις, η κατάσταση LMC (διάμετρος του δακτυλίου σφράγισης στο ελάχιστο όριο της ανοχής, ενώ η διαφορά του αυλακιού στο μέγιστο όριο της ανοχής) αποτελεί συχνά την αδυναμότερη στιγμή, καθώς αυτός ο συνδυασμός οδηγεί ευκολότερα σε μείωση της πίεσης επαφής και του μήκους επαφής.
Στο πεδίο του συνδέσμου, η εμπειρία δείχνει ότι για το πυριτικό καουτσούκ ο αρχικός σχεδιασμός θα πρέπει να στοχεύει σε θετική πίεση >500 kPa και μήκος επαφής >0,6 mm. Αυτή είναι μια αναφορά που μπορεί να εξασφαλίζει αεροστεγανότητα 28 kPa μετά από 1008 ώρες σε θερμοκρασία 125°C (περίπου ισοδύναμο με βάθος νερού 3 m).
Επιπλέον σημειώσεις:
① Εάν απαιτείται, λάβετε επίσης υπόψη την παραμόρφωση των αντιστοίχων εξαρτημάτων υπό την επίδραση δύναμης.
② Η πίεση επαφής και το μήκος επαφής αποτελούν ελέγχους σε μακροσκοπικό επίπεδο· σε μικροσκοπικό επίπεδο, πρέπει να ληφθούν υπόψη οι διαδρόμους διαρροής που δημιουργούνται από την τραχύτητα της επιφάνειας.
Στην κατάσταση MMC, ο δακτύλιος στεγανοποίησης είναι πιο πιθανό να υποστεί υπερσυμπίεση. Επικεντρωθείτε στα εξής:
• Αν το ποσοστό γέμισης της διατομής είναι υπερβολικά υψηλό (πρέπει να παραμένει κάτω του 100%).
• Αν η τοπική τάση υπερβαίνει την αντοχή του υλικού (πρέπει να παραμένει κάτω της εφελκυστικής αντοχής του καουτσούκ) και εμφανίζει τάση συμπίεσης/συνθλίψεως.
• Αν υπάρχει κίνδυνος εξώθησης.
Το πρώτο μέρος κάλυπτε την απόδοση του σφραγιστικού δακτυλίου όταν ήταν καινούργιος, και η πεπερασμένη στοιχειομεθοδολογία (FEA) μπορεί να παρέχει αρκετά ακριβή αποτελέσματα γι’ αυτήν.
Ωστόσο, τα ελαστομερή υλικά υφίστανται μόνιμη παραμόρφωση συμπίεσης, χαλάρωση τάσης, θερμική γήρανση και μείωση των ιδιοτήτων τους με την πάροδο του χρόνου, οπότε η σφραγιστική επαφή χάνει σταδιακά την αρχική της δύναμη επαφής.
Η επιτυχία στους αρχικούς ελέγχους δεν σημαίνει ότι το σύστημα θα παραμείνει αξιόπιστο στο τέλος της διάρκειας ζωής του. Πρέπει να λαμβάνονται υπόψη οι παράγοντες γήρανσης από την αρχή του σχεδιασμού.
Η παραμόρφωση συμπίεσης αποτελεί ένα βασικό δείκτη για την αξιολόγηση του βαθμού με τον οποίο το ελαστομερές διατηρεί την ελαστικότητά του μετά από μακροχρόνια συμπίεση.
Αυτό σημαίνει ότι, μετά από μακροχρόνια συμπίεση και γήρανση του σφραγιστικού δακτυλίου, όταν αφαιρεθεί η πίεση δεν επανέρχεται πλήρως στο αρχικό του σχήμα. Όσο μεγαλύτερη είναι η παραμόρφωση συμπίεσης, τόσο χειρότερη είναι η ικανότητα ανάκαμψης και τόσο υψηλότερος ο κίνδυνος απώλειας αποτελεσματικής σφραγιστικής επαφής στο τέλος της διάρκειας ζωής.
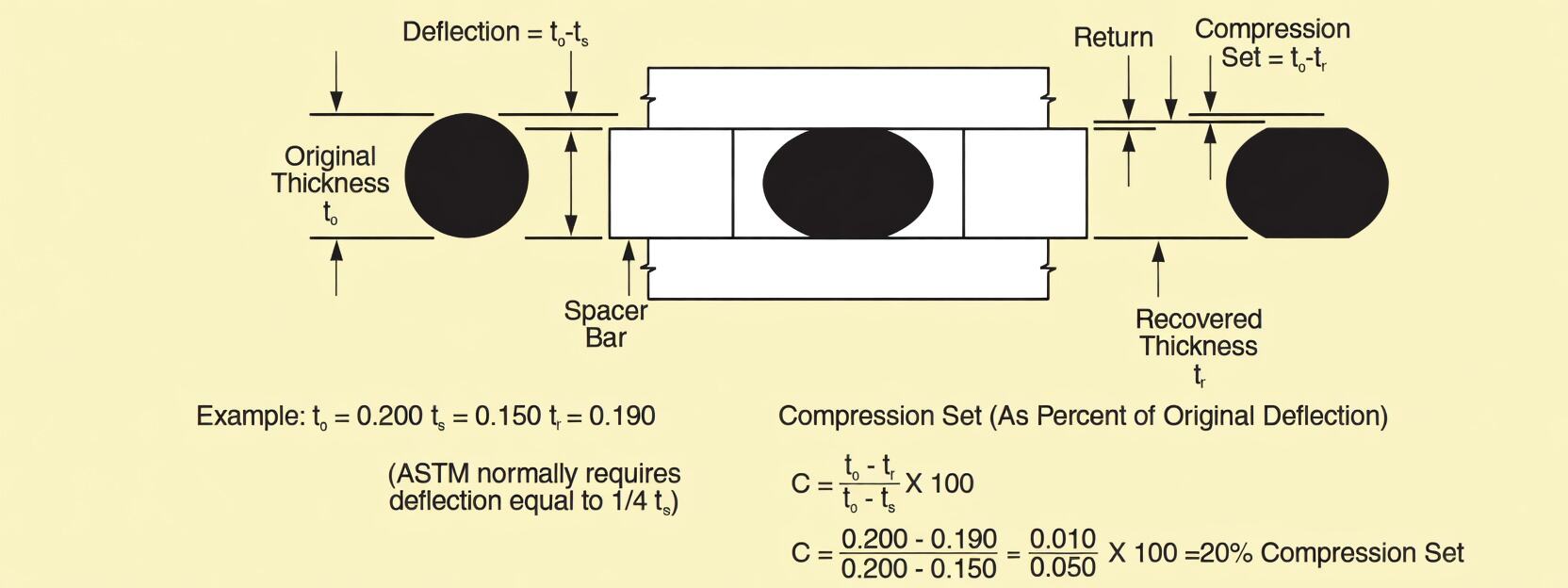
(Το άρθρο περιλαμβάνει εδώ ένα διάγραμμα της παραμόρφωσης συμπίεσης.)
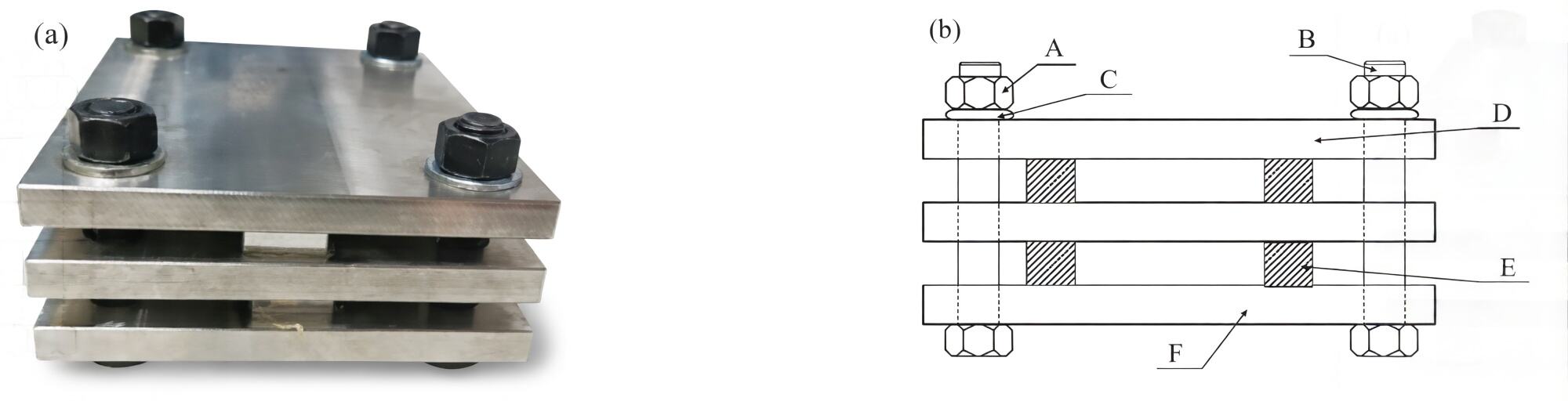
(Το άρθρο παρουσιάζει την τυποποιημένη βιομηχανική διάταξη δοκιμής για την παραμόνιμη παραμόρφωση (compression set) δακτυλίων σφράγισης — ένα καουτσούκ μπλοκ τυποποιημένου μεγέθους τοποθετημένο μεταξύ πλακών.)
Ποιοτικά, οι τρεις κύριοι παράγοντες είναι η πίεση (ρυθμός συμπίεσης), η θερμοκρασία και ο χρόνος.
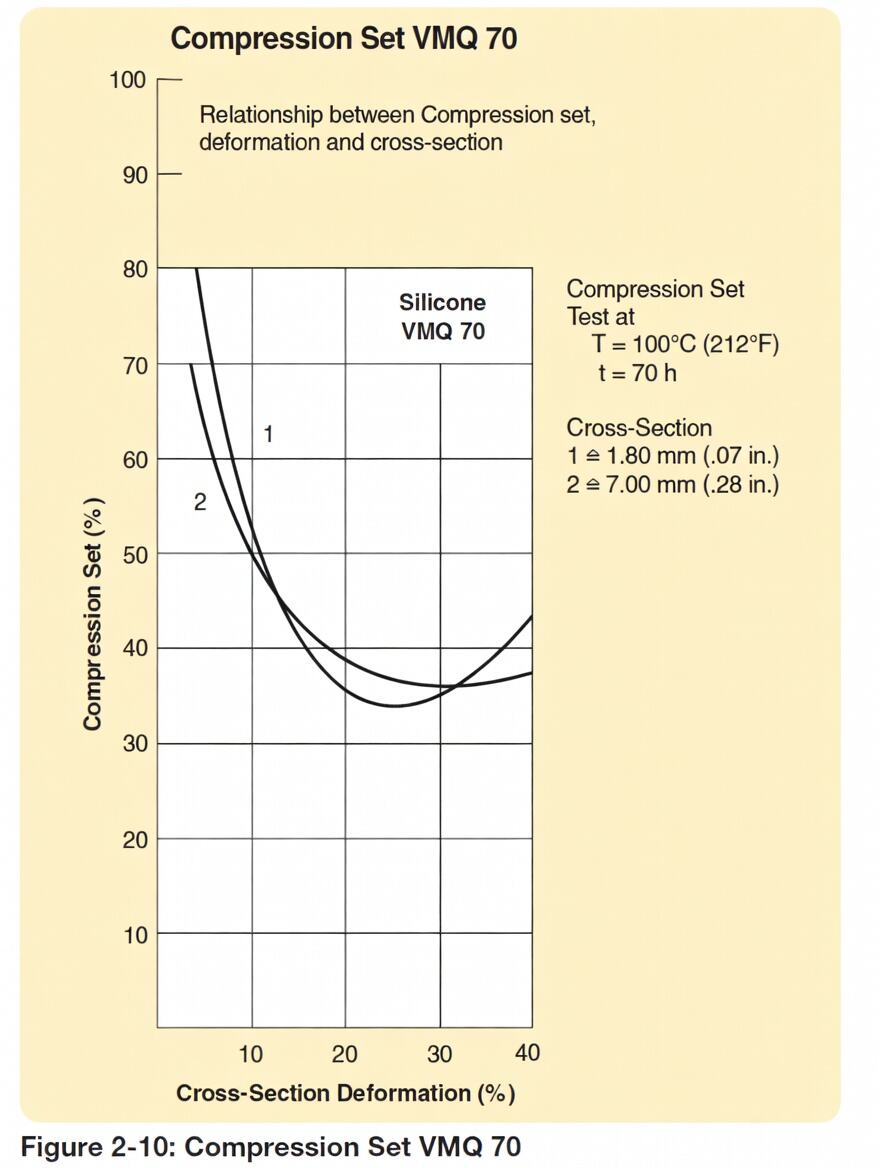
(Το άρθρο παρουσιάζει ένα διάγραμμα της παραμόνιμης παραμόρφωσης (compression set) καουτσούκ VMQ με βάση τον ρυθμό συμπίεσης. Για το VMQ, ούτε η πολύ μικρή ούτε η πολύ μεγάλη συμπίεση είναι η καλύτερη για τη μακροπρόθεσμη απόδοση.)
(Σημείωση: Όταν η συμπίεση είναι πολύ ελαφριά, ο αριθμός της «ποσοστιαίας» παραμόνιμης παραμόρφωσης (compression set) μπορεί να φαίνεται πολύ υψηλός.)
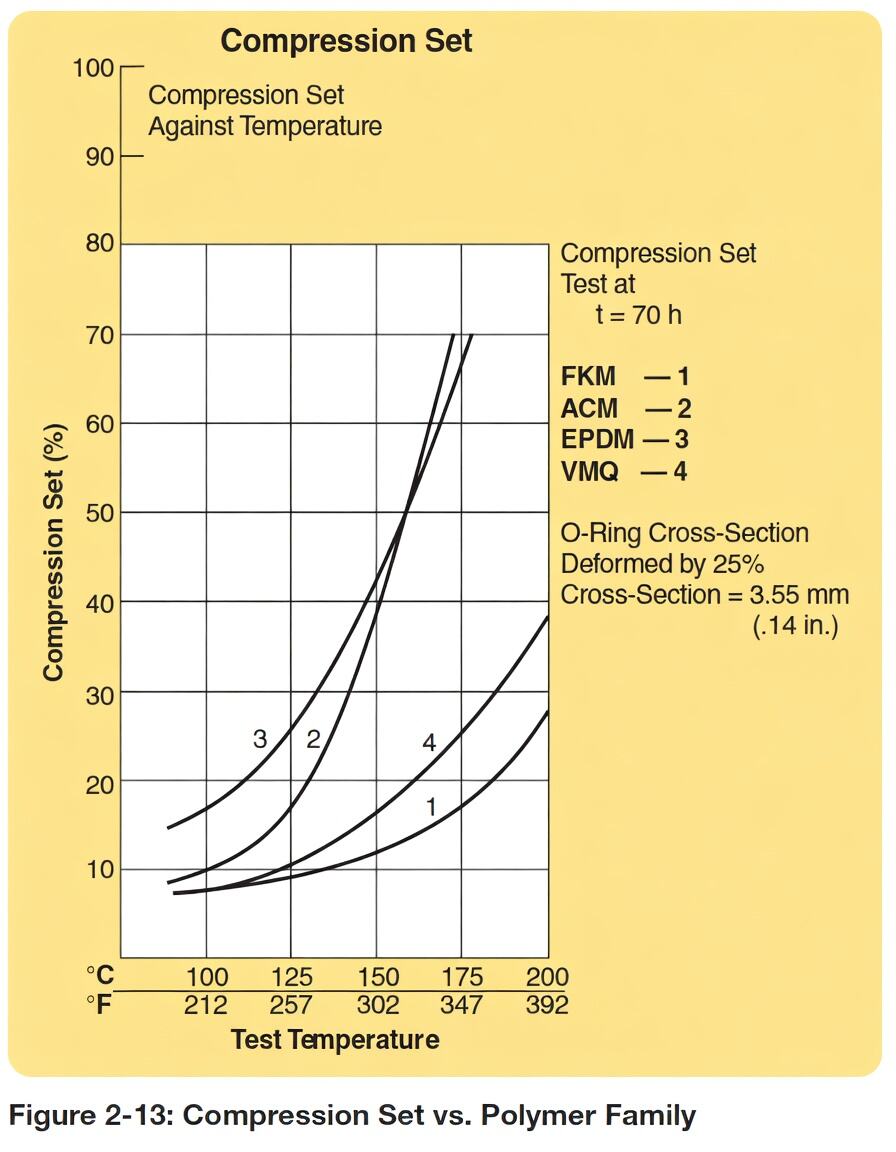
(Το άρθρο παρουσιάζει διαγράμματα της παραμόνιμης παραμόρφωσης (compression set) μετά από ηλικίωση σε διαφορετικές θερμοκρασίες — η υψηλότερη θερμοκρασία επιδεινώνει την ανάκαμψη.)
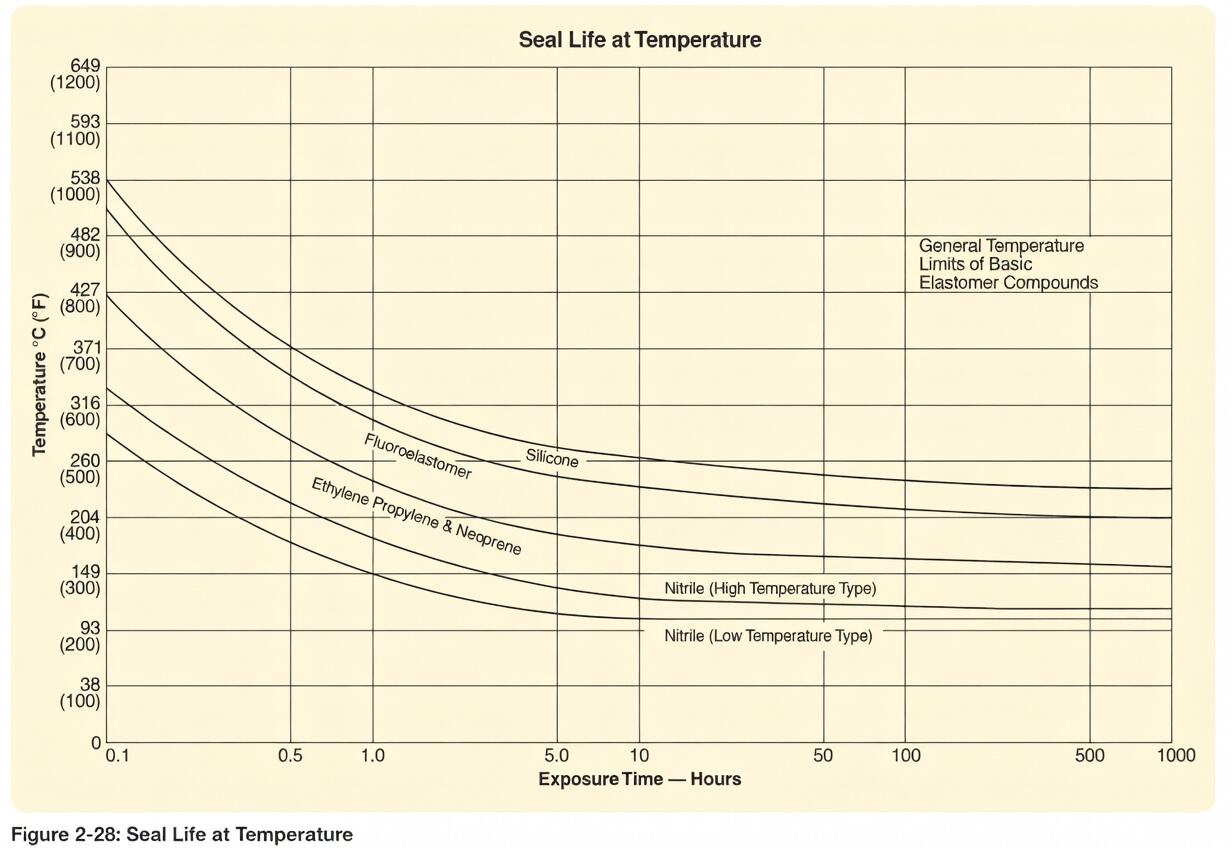
(Το άρθρο παρουσιάζει την προσεγγιστική διάρκεια ζωής διαφόρων υλικών σφραγίσεων σε διάφορες θερμοκρασίες — για αναφορά μόνο.)
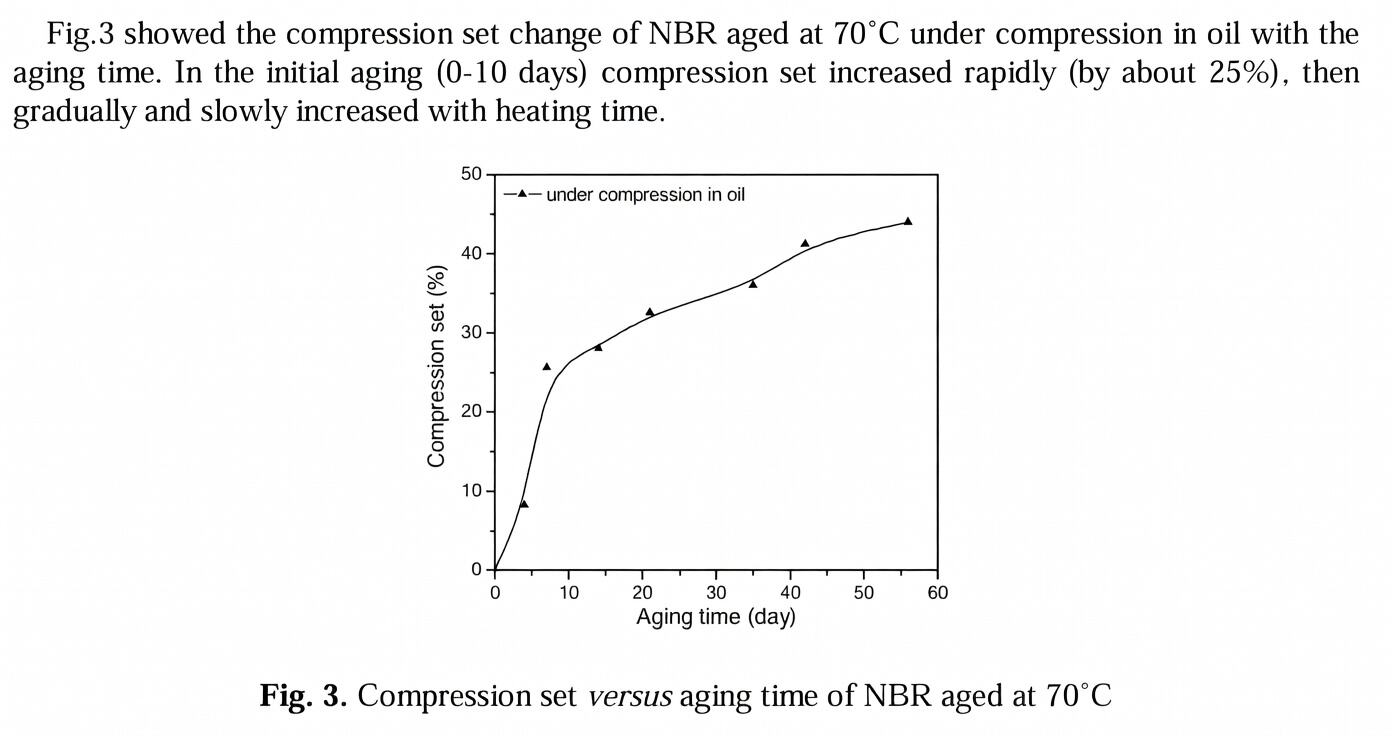
(Το άρθρο παρουσιάζει ένα διάγραμμα της παραμόνιμης παραμόρφωσης (compression set) καουτσούκ NBR με βάση τον χρόνο ηλικίωσης.)
Στη μηχανική πρακτική, μπορείτε να εισαγάγετε ξανά την τιμή του παλαιωμένου συντελεστή συμπίεσης στο αρχικό σχέδιο για να ελέγξετε γρήγορα εάν διαθέτετε επαρκές περιθώριο και να κρίνετε τον κίνδυνο αποτυχίας στο τέλος της διάρκειας ζωής.
Παράδειγμα: Εάν ο αρχικός συντελεστής συμπίεσης στο σχέδιο είναι 10%, αλλά μετά από 1008 ώρες σε θερμοκρασία 125°C ο συντελεστής συμπίεσης γίνει 17%, τότε η σφράγιση μετά την παλαίωση είναι πολύ πιθανό να αποτύχει. Θα πρέπει να αυξήσετε τον αρχικό συντελεστή συμπίεσης ή να επιλέξετε ένα ελαστομερές με καλύτερη απόδοση σε συντελεστή συμπίεση.
Σημείωση: Αυτή η μέθοδος είναι κατάλληλη για γρήγορους ελέγχους ή για την κρίση τάσεων, όχι όμως για την άμεση πρόβλεψη του τελικού ρυθμού διαρροής.
Το παρόν άρθρο παρέχει ένα ποιοτικό πλαίσιο για το σχεδιασμό σφραγίσεων, αλλά δεν καλύπτονται ακόμη πολλά θέματα, όπως η σχέση μεταξύ τραχύτητας επιφάνειας και σφράγισης, η επίδραση των χαμηλών θερμοκρασιών στην απόδοση των σφραγίσεων, οι ποσοτικές μέθοδοι υπολογισμού του ρυθμού διαρροής και η δημιουργία προσαρμοστικών μοντέλων για την επίδραση της θερμοκρασίας και της παλαίωσης.
[1] Parker Hannifin Corporation. Parker O-Ring Handbook: ORD 5700[M]. Cleveland, OH: Parker Hannifin Corporation, 2021.
[2] QIAN Y H, XIAO H Z, NIE M H, et al. Πρόβλεψη διάρκειας ζωής του ελαστομερούς νιτριλοβουταδιενίου (NBR) υπό συμπιεστική τάση σε λάδι μετασχηματιστή [C]// Πρακτικά της 5ης Διεθνούς Διάσκεψης για τη Μέτρηση, την Οργάνωση και την Αυτοματοποίηση (ICMIA 2016). Παρίσι: Atlantis Press, 2016: 189–194. DOI: 10.2991/icmia-16.2016.35.

Καλώς ήρθατε στο HOVOO, μια ελλαδική εργοστάσιο σφραγίδων. Παραγωγή σφραγίδων από PU, Ρούχο και PTFE. Οι σφραγίδες περιλαμβάνουν O-ring, σφραγίδα πιστόνα, σφραγίδα κανόνα, Gray ring και αεριαία σφραγίδα.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}