33-99 No. Mufu E Rd. Distrito de Gulou, Nanjing, China [email protected] | [email protected]
33-99 No. Mufu E Rd. Distrito de Gulou, Nanjing, China [email protected] | [email protected]

Además de transmitir energía, el aceite a base de petróleo tiene otra función crítica: la lubricación. Ambas funciones —la transmisión de energía y la lubricación— están fuertemente influenciadas por la viscosidad. Esto convierte a la viscosidad en la propiedad más importante del aceite hidráulico.
La lubricación es el proceso de reducir la fricción entre dos superficies en contacto que se mueven relativas una a la otra.
La lubricación es una función crítica del aceite hidráulico. Sin lubricación, la fricción entre las piezas móviles provoca un desgaste excesivo y genera calor. 
La fricción es una fuerza que se opone al movimiento. Incluso las superficies que parecen lisas son microscópicamente rugosas. Cuando dos superficies se frotan entre sí, entran en contacto los puntos elevados microscópicos, se deforman, se sueldan momentáneamente y se separan; esta separación es la fricción. Cuanto más rugosa sea la superficie, mayor será la fuerza necesaria para deslizarla y mayor será la fricción generada.
Figura 3-1: La fricción se produce cuando los puntos elevados microscópicos de dos superficies entran en contacto, se sueldan brevemente y se separan al deslizarse las superficies.
Si existe una película de aceite entre dos superficies metálicas, se elimina el contacto directo metal con metal. Las superficies deslizan sobre la película de aceite en lugar de hacerlo entre sí, reduciendo drásticamente la fricción.
Cualquier líquido puede formar una película de aceite, pero algunos líquidos son mejores que otros. El agua, por ejemplo, se utilizó como primer fluido hidráulico, pero su película es débil y se rompe fácilmente. El aceite hidráulico a base de petróleo forma una película mucho más resistente y duradera.
La lubricidad es la capacidad de un líquido para formar una película difícil de romper. Depende de:
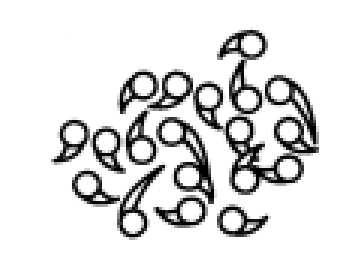
El aceite hidráulico mineral tiene una excelente lubricidad. Viértalo sobre una placa de acero y observará que forma una película oleosa gruesa y extensa que permanece adherida a la superficie. Vierta agua sobre la misma placa y se formará una película fina, pero esta se romperá fácilmente. Vierta mercurio y este se agrupará en esferas: el mercurio prácticamente no adhiere al acero, por lo que su lubricidad es muy pobre.
Figura 3-2 Comparación de lubricidad. Una buena lubricidad requiere tanto una película naturalmente gruesa como una fuerte adhesión a la superficie metálica. El aceite supera al resto en ambos aspectos.
La viscosidad adecuada del aceite hidráulico debe equilibrar dos necesidades: el aceite debe ser lo suficientemente denso como para formar una buena película, pero también lo bastante fluido como para fluir libremente. A continuación se analiza este equilibrio.
El aceite desempeña dos funciones importantes en un sistema hidráulico:
Ambas funciones —y su efecto final sobre el sistema— están fuertemente influenciadas por la viscosidad. Definamos primero la viscosidad y luego examinemos su efecto sobre la generación de calor, la lubricación, la lubricación dinámica, el flujo en holguras y más.
Al igual que todos los líquidos, el aceite hidráulico petroquímico está compuesto por moléculas que se atraen entre sí. La atracción molecular en un líquido es mucho más fuerte que en un gas, pero más débil que en un sólido (donde las moléculas están fijas en posiciones determinadas). Dado que las moléculas líquidas pueden deslizarse unas sobre otras, un líquido puede fluir de forma continua.
La viscosidad es una propiedad que resiste el desplazamiento de las moléculas líquidas unas respecto a otras; es una forma de fricción interna. Un líquido de alta viscosidad (como la miel o la melaza) fluye lentamente y con gran resistencia. Un líquido de baja viscosidad (como el agua o el aceite vegetal) fluye fácilmente.
Como se mencionó anteriormente, los líquidos están formados por moléculas en constante movimiento que se atraen entre sí. Cuando las moléculas se mueven lentamente, la atracción entre ellas es mayor y la resistencia al flujo es más elevada: la viscosidad es alta. Cuando las moléculas se mueven rápidamente (al calentarse), la atracción se debilita y la viscosidad disminuye.
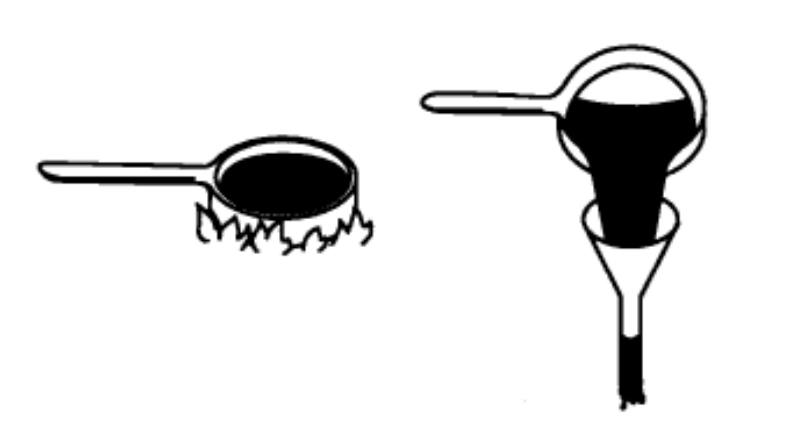
La melaza fría procedente de la nevera tiene una viscosidad muy alta: se vierte lentamente y con esfuerzo. Al calentarla en la estufa, las moléculas aceleran, la atracción se debilita, la viscosidad disminuye y fluye fácilmente a través de un embudo.
Una forma de medir la viscosidad del aceite es mediante los Segundos Saybolt Universales (SUS, también denominados SSU). La unidad del SI es el centistoke (cSt). El término SUS fue nombrado en honor a George Saybolt, quien propuso el viscosímetro Saybolt a la Oficina Estadounidense de Estándares en 1919.
Método: Verter el líquido en un recipiente y calentarlo hasta la temperatura de ensayo. Extraer el tapón inferior e iniciar simultáneamente un cronómetro. Detener el cronómetro cuando exactamente 60 mL del líquido hayan drenado en un matraz. El tiempo transcurrido, expresado en segundos, es la viscosidad SUS a dicha temperatura.
Ejemplo: Si un aceite calentado a 100 °F (37,7 °C) tarda 143 segundos en drenar, su viscosidad es de 143 SUS @ 100 °F (37,7 °C). Si el mismo aceite calentado a 130 °F (54,4 °C) tarda 82 segundos, su viscosidad es de 82 SUS (17,7 cSt) @ 130 °F (54,4 °C). La viscosidad depende siempre de la temperatura, por lo que debe indicarse sistemáticamente tanto el valor como la temperatura. «150 SUS (32 cSt)» sin especificar la temperatura es una forma abreviada de indicar 150 SUS (32 cSt) @ 100 °F (37,7 °C).
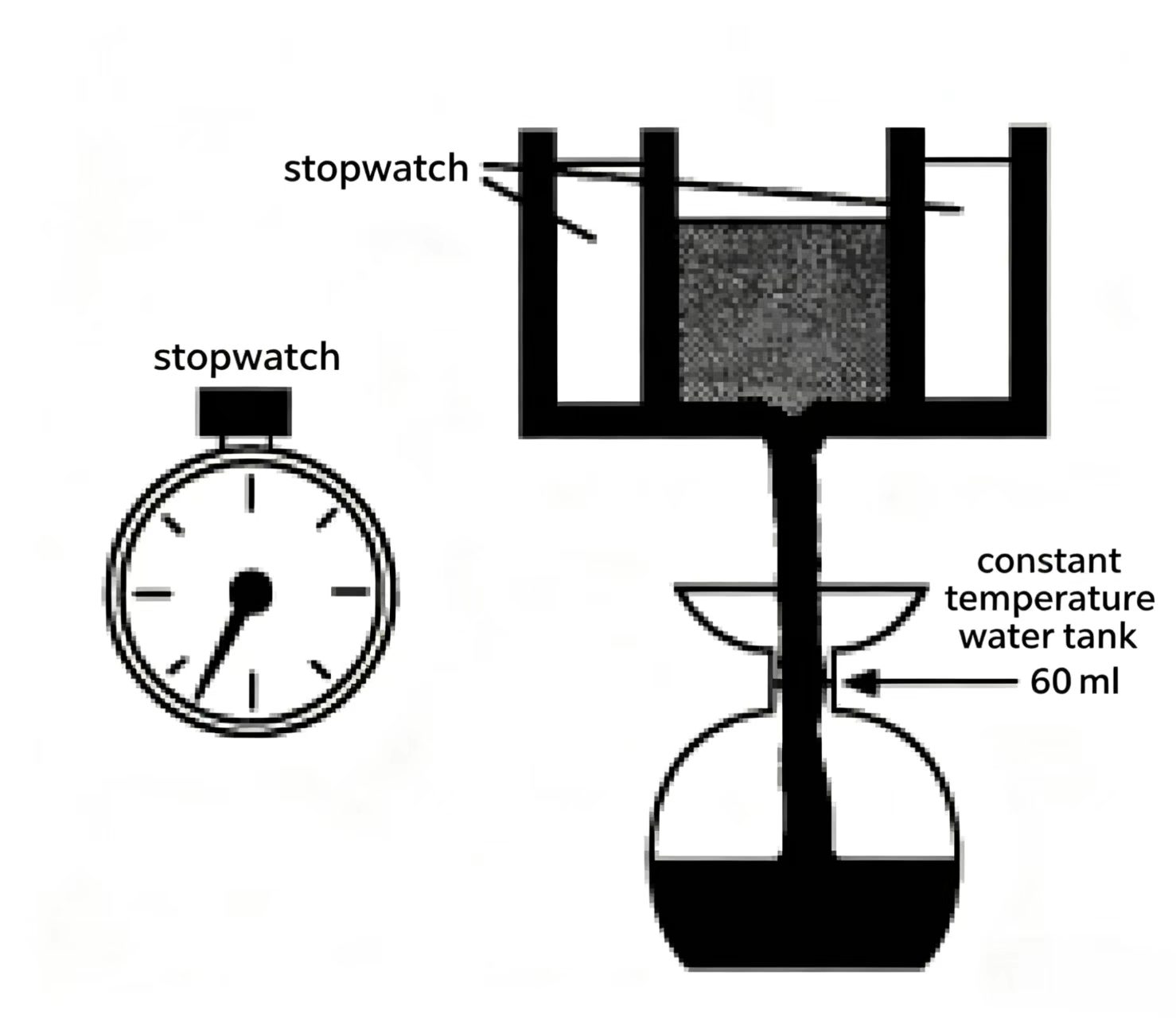
Figura 3-5: Viscosímetro Saybolt. El aceite se calienta a una temperatura fija y se mide el tiempo que tarda exactamente 60 mL en drenar al matraz. El tiempo, expresado en segundos, equivale a la viscosidad SUS.
La viscosidad también cambia con la presión del sistema. A medida que aumenta la presión, la viscosidad también aumenta (como se muestra en la curva de la figura). Un aumento de presión de 0 a 3000 psi (207 bar) puede elevar la viscosidad de un aceite hidráulico industrial típico aproximadamente un 40 %.
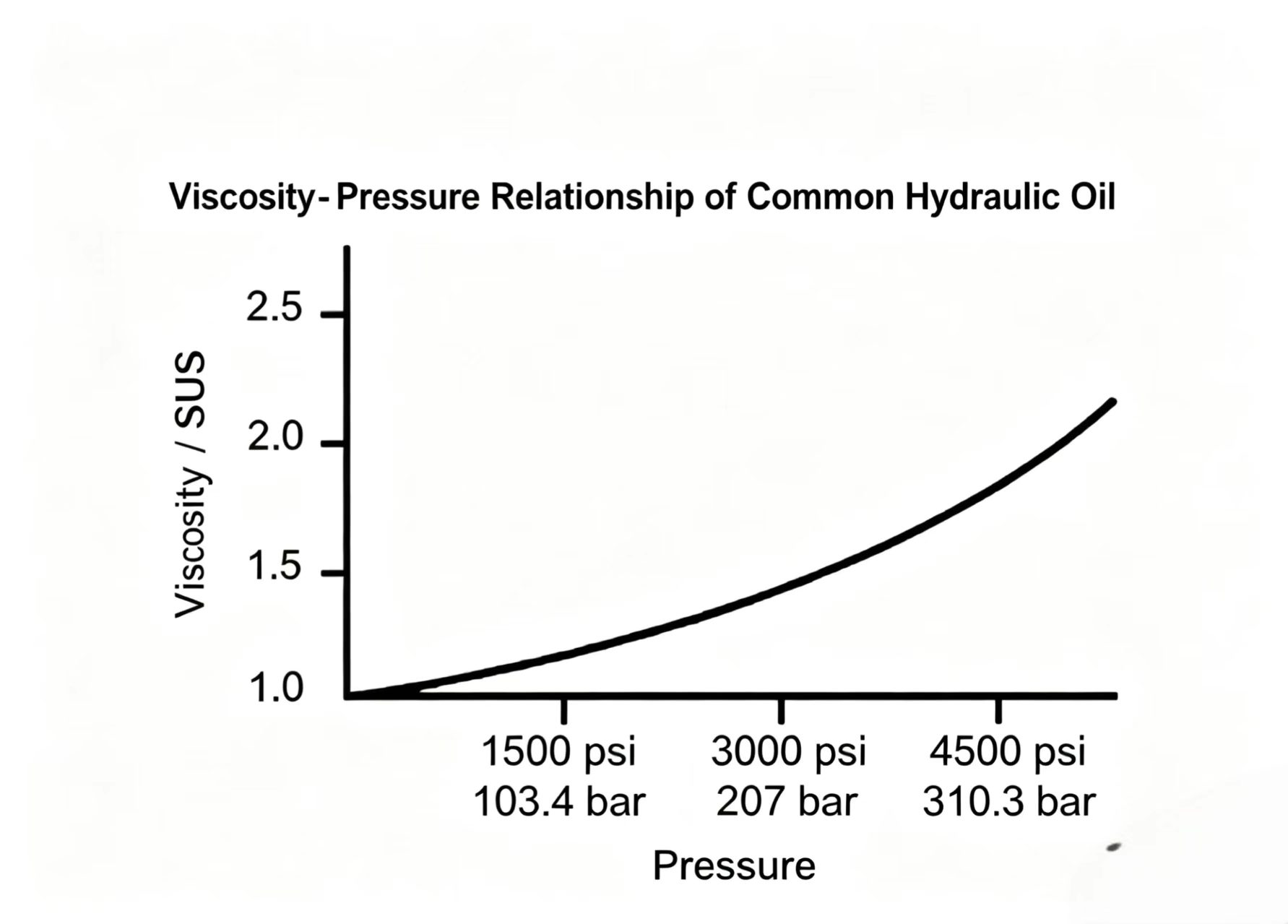
Figura 3-6: La viscosidad aumenta con la presión. A 3000 psi (207 bar), la viscosidad puede ser un 40 % superior a la de la presión atmosférica.
La viscosidad afecta directamente la generación de calor. Un aceite de alta viscosidad (por ejemplo, 500 SUS / 107,9 cSt) genera mayor resistencia al flujo interno que un aceite de baja viscosidad (por ejemplo, 150 SUS / 32 cSt), lo que provoca una mayor generación de calor en el sistema.
En la mayoría de los sistemas hidráulicos, el rango de viscosidad de trabajo es de 150 a 250 SUS (32 a 53,9 cSt) a 100 °F (37,7 °C).
La viscosidad es una resistencia al flujo, por lo que podría parecer indeseable. Sin embargo, tiene un efecto importante en la lubricación: es extremadamente importante para formar una buena película de aceite. Una viscosidad mayor significa una película más gruesa y resistente. Pero el aceite también debe fluir libremente, por lo que la viscosidad adecuada debe equilibrar ambas necesidades.

Figura 3-7: El espesor de la película de aceite varía con la viscosidad. Una viscosidad alta produce una película más gruesa, pero aumenta la resistencia al flujo. Una viscosidad baja fluye fácilmente, pero la película delgada puede romperse bajo carga.
La capacidad de formar una película de aceite firme es una propiedad importante del aceite hidráulico petroquímico. A esta capacidad la denominamos lubricidad. Podría parecer que las piezas móviles a alta velocidad serían difíciles de lubricar, ya que la velocidad arrastraría la película; sin embargo, en realidad, la viscosidad del líquido normalmente evita este fenómeno.
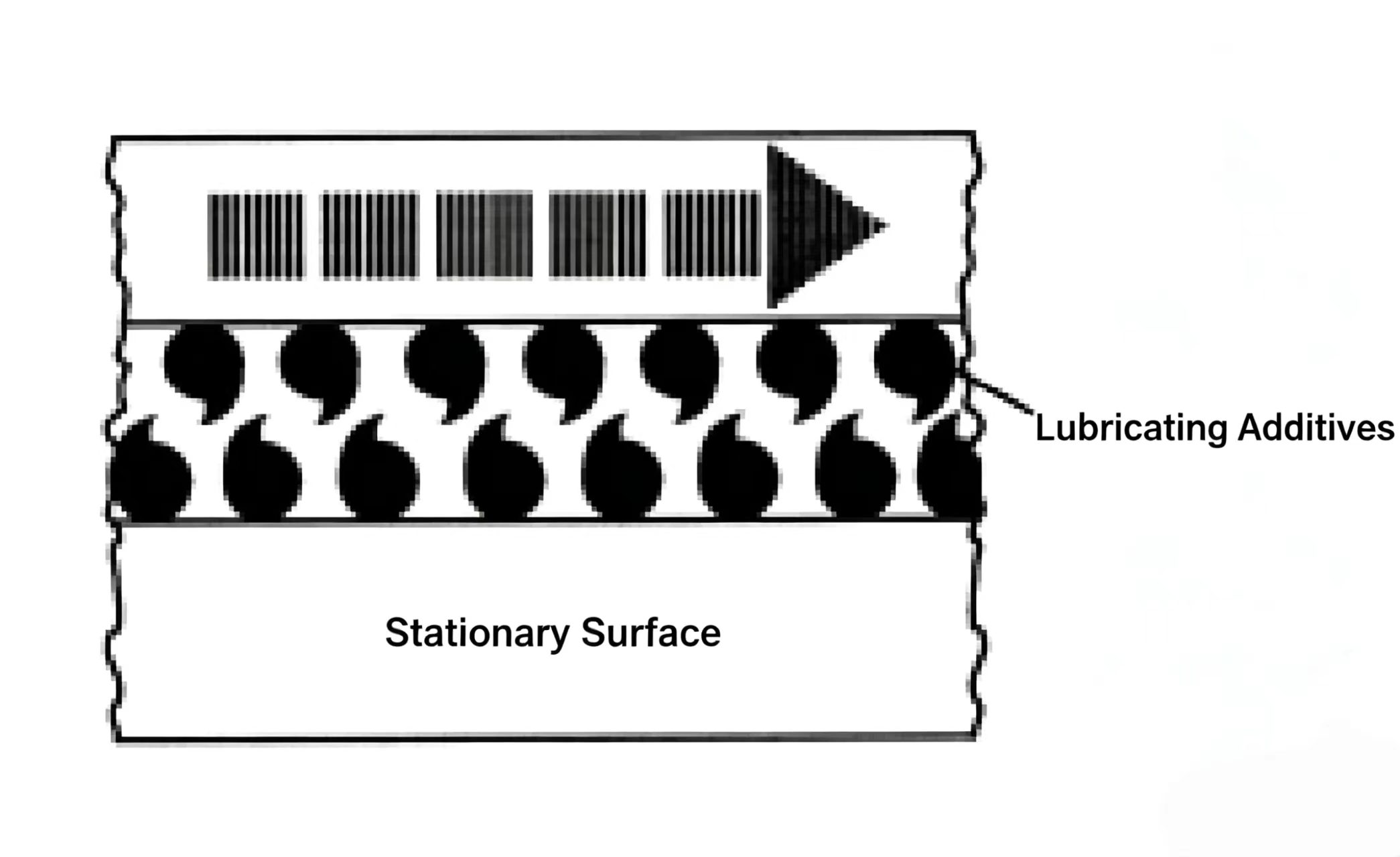
Cuando un bloque metálico estacionario descansa sobre una superficie metálica engrasada y una fuerza lo empuja, el borde delantero del bloque se levanta ligeramente. El aceite resiste ser exprimido (debido a su viscosidad) y se forma una cuña de aceite debajo del bloque. Esta cuña sostiene al bloque mientras se desplaza, como una embarcación sobre el agua. Siempre que la presión sobre el bloque en movimiento permanezca dentro de un cierto rango, la cuña de aceite evita el contacto directo entre las superficies metálicas. Este es el principio de lubricación dinámica (hidrodinámica).
Los líquidos de baja viscosidad, como el agua, bajo condiciones de baja velocidad y alta carga, se exprimen fácilmente; la cuña no puede formarse completamente y la película se rompe con facilidad.
Cuando los componentes del sistema están en movimiento, el proceso hidrodinámico proporciona una buena lubricación. Sin embargo, al arrancar o cuando la presión que impulsa los componentes es excesiva, la capacidad del aceite para formar una película firme (lubricidad) adquiere una importancia crítica.

Figura 3-8 Lubricación hidrodinámica. A medida que el bloque se desplaza, se forma una cuña de aceite que soporta la carga y evita el contacto metal-metal entre las superficies.
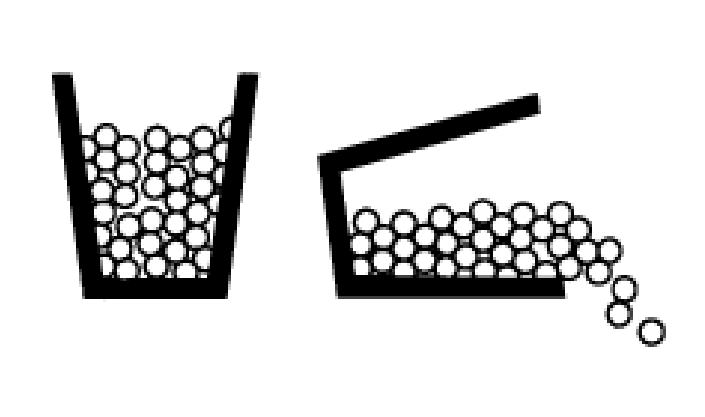
La viscosidad también afecta la capacidad del aceite para sellar eficazmente las estrechas holguras entre piezas móviles. Muchos componentes hidráulicos (bombas, motores, válvulas) dependen del sellado metal-metal; por ejemplo, no existen juntas de goma entre un pistón y su cilindro en una bomba de pistones. Solo hay una fina película de aceite en la holgura.
Las holguras entre estas piezas actúan como orificios fijos: estrangulan continuamente un pequeño caudal de fuga. Esta fuga lubrica y sella simultáneamente. Una fuga insuficiente implica lubricación inadecuada; una fuga excesiva provoca pérdida de caudal en el sistema, disminución de la eficiencia y generación innecesaria de calor.
Para un sellado óptimo, las holguras deben ser lo más pequeñas posible, pero no tan pequeñas que el aceite no pueda lubricar ni tan grandes que ocurra una fuga excesiva. La holgura óptima equilibra el sellado y la lubricación.
Cuando la viscosidad del aceite es demasiado baja (aceite demasiado fino), la fuga a través de las holguras se vuelve excesiva. Esto reduce el caudal que llega a los actuadores y genera calor innecesario. Cuando la viscosidad es demasiado alta, la película lubricante aún se forma, pero la resistencia al flujo aumenta y la eficiencia del sistema disminuye.
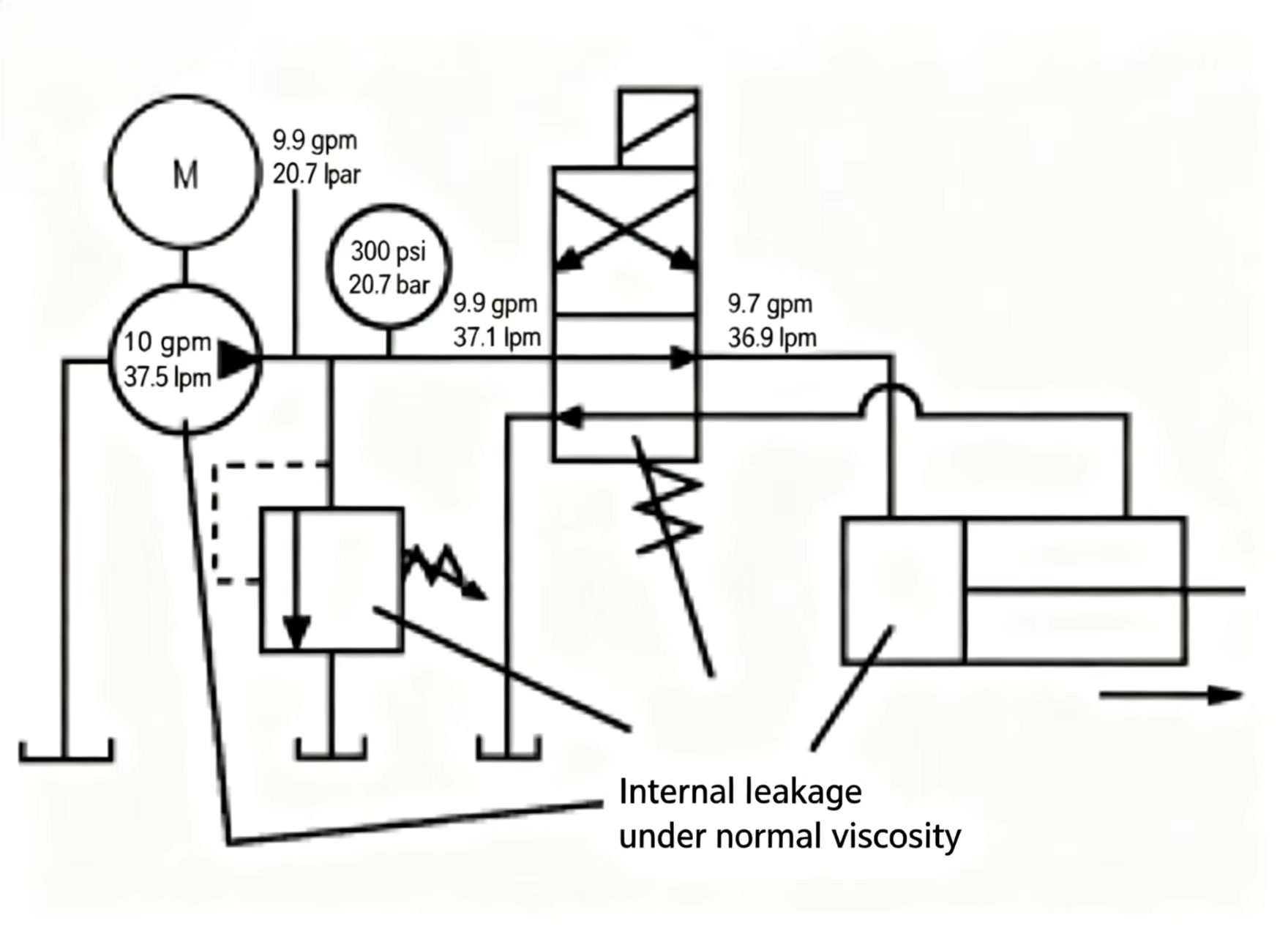
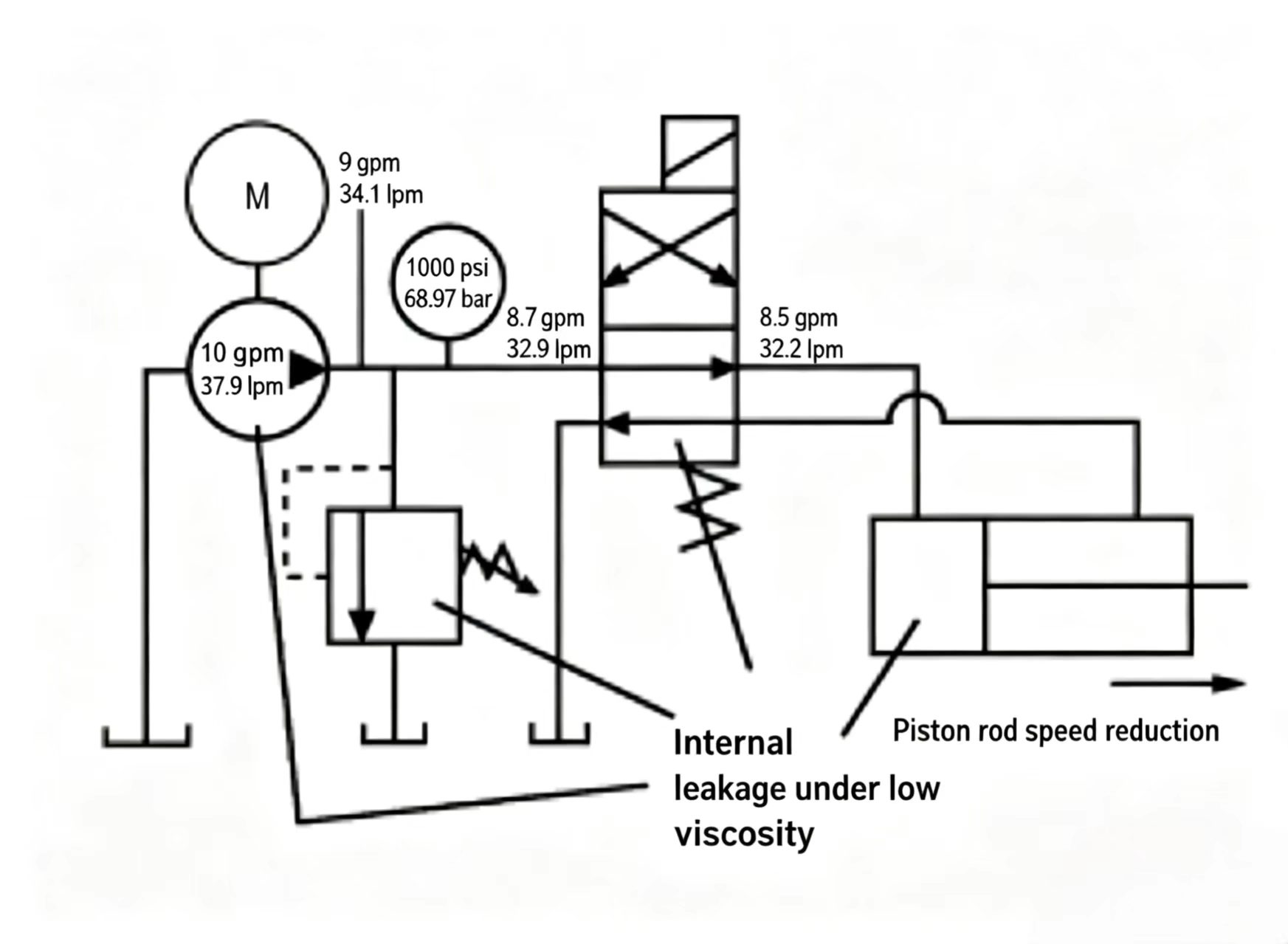
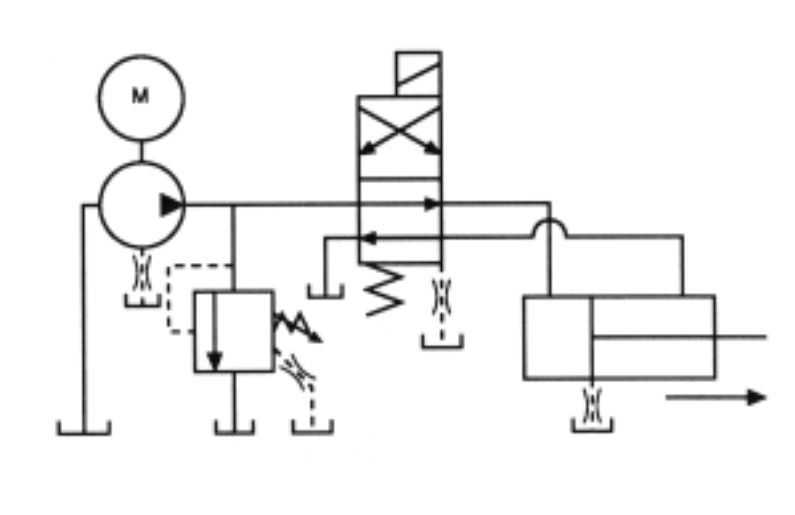
Figura 3-9: Efecto de la baja viscosidad en las fugas internas. Con aceite fino, la fuga a través de las holguras entre superficies metálicas aumenta, reduciendo el caudal que llega al actuador.
La viscosidad del aceite hidráulico es un parámetro importante en un sistema hidráulico. Sin embargo, la viscosidad varía con la temperatura; por lo tanto, si el sistema no puede mantener una temperatura de operación constante, la viscosidad del aceite debe permanecer relativamente estable dentro del rango de temperaturas de operación.
El índice de viscosidad (VI) describe en qué medida cambia la viscosidad con la temperatura. Esta relación utiliza la tabla estándar de viscosidad-temperatura de la ASTM (American Society for Testing and Materials): cuando se representan gráficamente las viscosidades del aceite a dos temperaturas distintas en esta tabla, el resultado es una línea recta. A continuación, se puede leer la viscosidad a cualquier otra temperatura directamente sobre dicha línea (este método es válido para aceites base sin aditivos químicos; los aditivos pueden afectar la relación natural entre viscosidad y temperatura).
Si se representan gráficamente dos curvas de aceite en la misma tabla, la línea más horizontal corresponde al aceite de mayor índice de viscosidad. Por ejemplo:
La línea del aceite A es más plana —su viscosidad varía menos con la temperatura—, por lo que el aceite A tiene un índice de viscosidad más alto.
Cuando se introdujo por primera vez el concepto de Índice de Viscosidad (VI), la escala iba de 0 (peor, más sensible a la temperatura) a 100 (mejor, menos sensible). Los métodos modernos de refinación pueden producir aceites con un VI superior a 100. En los sistemas hidráulicos modernos, normalmente se requiere un VI ≥ 90, aunque en los sistemas que funcionan a una temperatura relativamente constante la importancia del VI es menor.

Figura 3-10: Gráfico ASTM de viscosidad frente a temperatura. Cuanto más horizontal sea la línea, mayor será el Índice de Viscosidad (VI): el aceite será menos sensible al cambio de temperatura.
El aceite hidráulico derivado del petróleo es un buen lubricante para los sistemas hidráulicos, pero tiene un rango de viscosidad dentro del cual funciona óptimamente. Si la viscosidad del aceite es demasiado baja, la película de aceite resulta demasiado delgada (como el agua) y los componentes sufren desgaste. Si la viscosidad es demasiado alta, el aceite no puede fluir con suficiente rapidez hacia los cojinetes y los componentes quedan sin lubricación adecuada.
Los componentes rotativos —bombas y motores hidráulicos— necesitan especialmente una buena lubricación de los rodamientos. Los fabricantes de bombas especifican el rango de viscosidad para sus productos. Si dichos componentes están correctamente lubricados, también lo estarán adecuadamente todos los demás componentes del sistema.
Una vez conocido el rango de viscosidad requerido, el rango de temperatura de funcionamiento del sistema determina qué aceite hidráulico específico elegir. Por ejemplo, si un sistema requiere una viscosidad entre 70 y 250 SUS (15–54 cSt) y la temperatura de funcionamiento es de 80–140 °F (26,7–60 °C), seleccione el Aceite Y. Si el rango de temperatura es de 110–170 °F (43,3–76,7 °C), seleccione el Aceite Z.
Incluso en entornos industriales, la temperatura puede descender mucho. Para garantizar que la bomba pueda aspirar aceite normalmente al arrancar, los fabricantes de bombas especifican la viscosidad máxima admisible al arranque: típicamente 1.000 SUS (216 cSt) para bombas de pistón y 7.500 SUS (1.618 cSt) para bombas de paletas y de engranajes.
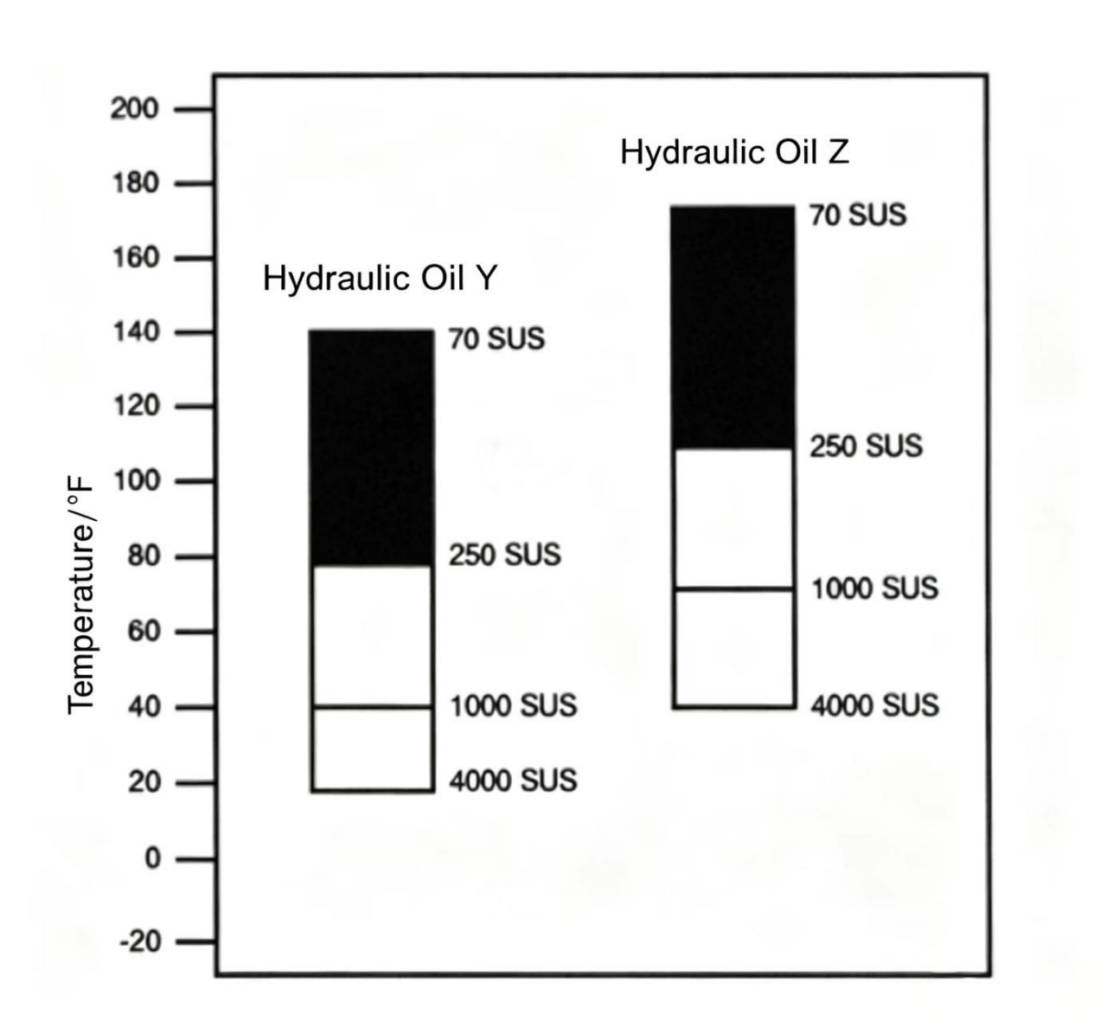
Figura 3-11 Selección del grado de aceite según la temperatura de funcionamiento. La banda sombreada indica el rango de viscosidad utilizable. Elija el aceite cuya banda abarque su rango de temperatura de funcionamiento.
El gráfico ASTM de viscosidad no muestra el punto de escurrimiento. A temperaturas muy bajas, el aceite mineral deja de fluir por completo: los cristales cerosos de parafina precipitan del aceite y obstruyen su flujo. El punto de escurrimiento es la temperatura más baja a la que un aceite hidráulico aún puede fluir, medida según las condiciones de laboratorio ASTM.
En un sistema real, si se cumple el requisito máximo de viscosidad al arranque, normalmente no es necesario verificar por separado el punto de escurrimiento. Sin embargo, si el sistema puede operar a temperaturas extremadamente bajas, el punto de escurrimiento del aceite debe ser al menos 20 °F inferior a la temperatura mínima de funcionamiento prevista.
Los datos sobre el punto de escurrimiento de un aceite determinado pueden encontrarse en su hoja técnica del producto.
A medida que un sistema hidráulico opera día tras día, el aceite mineral se somete a condiciones exigentes. Pueden surgir varios problemas que afectan tanto al aceite como al sistema: lubricación a alta presión, oxidación del aceite, contaminación por agua, ingestión de aire y contaminación por partículas sólidas. Los aditivos químicos presentes en el aceite abordan muchos de estos problemas.
Importante: los aditivos químicos no pueden resolver completamente todos los problemas del aceite, y ningún aceite puede contener todos los aditivos. No existe un "aceite súper" que lo haga todo. Muchos aditivos son incompatibles entre sí; mezclar aceites con paquetes de aditivos diferentes procedentes de distintos proveedores puede provocar reacciones perjudiciales.
Un aceite hidráulico mineral de buena calidad no siempre es un buen lubricante a alta presión. Cuando la presión aumenta, el cuña de aceite entre las piezas móviles se rompe más fácilmente y la película adhesiva (lubricidad) se vuelve crítica. Los aditivos químicos pueden mejorar la lubricación a alta presión o la lubricación de frontera.

Existen tres tipos de aditivos anti-desgaste:
Los tres tipos no pueden utilizarse todos en el mismo aceite, pues tienen diferentes propósitos. Los aditivos oleosos/WR son para sistemas de baja presión (por debajo de 1.000 psi / 68,97 bar). Los aditivos EP se utilizan principalmente para sistemas superiores a 3.000 psi (207 bar) o para lubricantes de engranajes y máquinas herramienta. Los aditivos AW sirven para el rango medio (1.0003.000 psi / 68.97207 bar).
Para comprobar si un aceite contiene aditivos anti-desgaste, busque el nombre del aceite o consulte la ficha de datos del proveedor. Ejemplo: "Hamony 48 AW" (Gulf Oil Co.) "AW" indica anti-desgaste; "Sunvis 816 WR" (Sun Oil Co.) "WR" indica el uso reducido.
Muchos productores de aceites refinados no indican el contenido de antiusura en la denominación del producto; para aceites específicos, siempre consulte la ficha de datos. Si un sistema tiene problemas de desgaste excesivo y el aceite carece de aditivos anti-desgaste, cambiar a un aceite AW puede ayudar, pero primero confirmar que el desgaste no es causado por la contaminación del aceite.
La oxidación es la reacción química de un material con oxígeno, un proceso común. Cuando muerdes una manzana y su pulpa se vuelve marrón, eso es oxidación. Un guardafango de automóvil rayado y expuesto al aire reacciona con el oxígeno y se oxida (forma óxido). Gran parte del mundo, incluido el aceite, se oxida de esta manera.
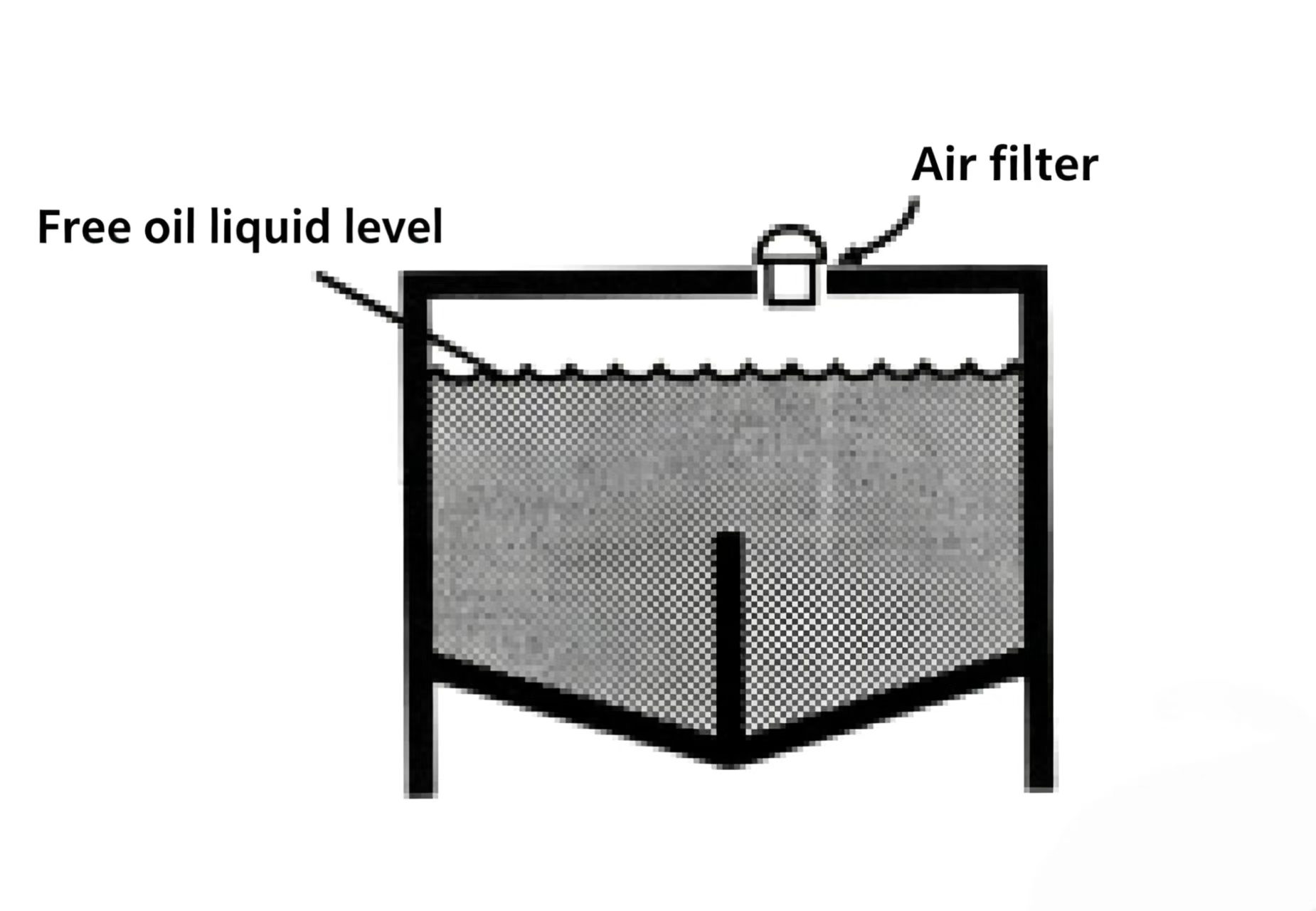
La oxidación del aceite en un sistema hidráulico ocurre principalmente en dos lugares: el depósito y la salida de la bomba. Ambos implican contacto entre el aceite y el oxígeno, pero el proceso de oxidación es distinto en cada uno.
En el depósito, la superficie libre del aceite reacciona con el oxígeno del aire. Los productos de esta reacción incluyen ácidos débiles y sustancias similares a jabones. Los ácidos corroen las superficies de los componentes y producen manchas oscuras. Los jabones recubren las superficies de los componentes y obstruyen los orificios pequeños de los puertos de detección de presión y de los conductos de lubricación.
El calor acelera la oxidación del aceite. Cada aumento de 18–20 °F (10–11 °C) por encima de la temperatura media del depósito (130 °F / 54,4 °C) duplica aproximadamente la velocidad de oxidación. Las partículas de hierro, cobre y las gotas de agua presentes en el aceite también aceleran la oxidación.
El segundo lugar donde se oxida el aceite es en la salida de la bomba. Si la tubería de aspiración presenta una fuga de aire o el aceite de retorno perturba el depósito y provoca que la entrada de la bomba aspire burbujas de aire, dichas burbujas alcanzan la salida de alta presión de la bomba y explotan súbitamente (colapsan violentamente) bajo alta presión. Este proceso genera un calor extremo localizado. Los cálculos indican que, al comprimir una burbuja desde una presión cercana a cero hasta 3.000 psi (207 bar), la temperatura puede alcanzar los 2.100 °F (1.149 °C). A esta temperatura, el aceite se inflama, generando depósitos similares a resinas y un olor acre característico de quemado.
Si se forman productos de oxidación en la salida de la bomba, la resina se disuelve en el aceite. Cuando la resina entra en contacto con superficies calientes (rotor de la bomba, válvula de alivio, etc.), precipita del aceite como depósitos de barniz sobre dichas superficies, lo que provoca que las piezas móviles se atasquen y se bloqueen.
La resina presente en el aceite también se combina con el polvo y las partículas para formar lodos, los cuales obstruyen orificios pequeños en válvulas y filtros, e impiden que el calor se disipe a través de las paredes del depósito. La implosión de burbujas en la salida de la bomba es una causa principal de la oxidación rápida del aceite.

Figura 3-14: Implosión de burbujas de aire en la salida de la bomba. Cuando las burbujas se comprimen desde baja a alta presión, las temperaturas locales pueden superar los 2000 °F, lo suficiente como para inflamar el aceite y formar depósitos de barniz.
Compare una muestra de aceite del sistema (posiblemente oxidado) con una muestra de aceite fresco del tambor, a la misma temperatura. El aceite fresco se siente claramente pegajoso al frotarlo entre el pulgar y el índice, y permanece en los dedos. El aceite oxidado se siente acuoso: se escurre como el agua, con poca adherencia y tacto pegajoso.
El aceite oxidado por la implosión de burbujas también desprende un olor agudo y acre. Si la muestra presenta signos de oxidación, envíela a un laboratorio para su análisis. Si no puede regenerarse, purgue el sistema y rellénelo con aceite fresco.

Cualquier aceite hidráulico contiene cierta humedad. En pequeñas cantidades, el agua se divide en gotitas diminutas y es transportada por el aceite. El agua y el aceite no son miscibles (excepto en el caso de aceites solubles en agua); en grandes cantidades, el agua se sedimenta en el fondo del depósito.
Si el aceite ya contiene ácidos y resinas generados por la oxidación, estos acelerarán la retención de agua.
Comparar la muestra sospechosa con una muestra de aceite fresco es la comprobación básica. Coloque aceite fresco en un frasco de vidrio y sosténgalo frente a una fuente de luz: debe verse transparente, con burbujas ligeras. Si una muestra contiene un 0,5 % de agua, se ve turbia o empañada. Con un 1 % de agua, adquiere un aspecto lechoso.
Otro método: calentar la muestra lechosa/empañada; si se aclara tras un tiempo, probablemente esté presente agua. Si el aceite contiene una gran cantidad de agua, la mayor parte de esta acabará sedimentándose; la separación centrífuga puede acelerar este proceso si el tiempo es un factor crítico.
Si el aceite contiene solo una pequeña cantidad de agua (< 0,5 %) y los requisitos del sistema no son extremadamente exigentes, quizás no sea necesario sustituirlo de inmediato. El agua en el aceite acelera la oxidación y reduce la lubricidad; el agua misma termina evaporándose, pero los productos de oxidación que generó permanecen y siguen causando daños. Si el estado del aceite es dudoso, envíelo a un laboratorio.
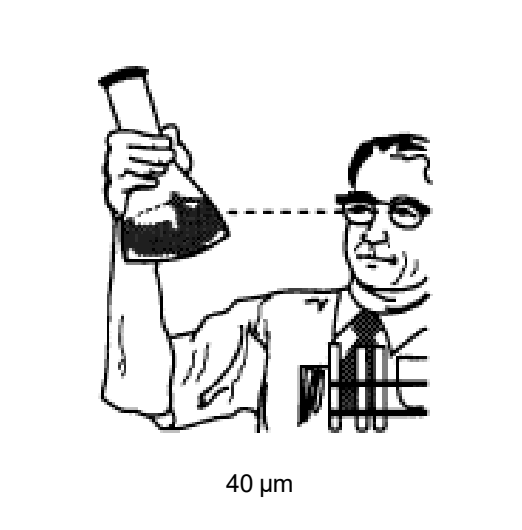
Figura 3-16: Comprobación visual de la presencia de agua. La cantidad de agua en el aceite puede estimarse según el grado de turbidez que presenta la muestra al observarla frente a una fuente de luz.
Desde la perspectiva de un sistema hidráulico, la corrosión es el ataque químico sobre las superficies de los componentes causado por ácidos formados durante la oxidación del aceite. El óxido es la oxidación de superficies basadas en hierro provocada por la presencia de agua en el aceite.
La corrosión disuelve el metal y lo arrastra, reduciendo así el tamaño y el peso de piezas de precisión. El óxido añade material a las superficies de hierro, aumentando su tamaño y peso. Cuando los componentes de precisión cambian de tamaño, se ven afectados su rendimiento y su eficiencia. Ni la corrosión ni el óxido son aceptables en un sistema hidráulico.
Incluso cantidades mínimas de agua en el aceite pueden provocar óxido en las superficies de componentes de hierro. En condiciones naturales, el aceite por sí solo no ofrece una protección suficiente contra la corrosión, y resulta prácticamente imposible evitar por completo la entrada de agua en un sistema hidráulico; por ello, la mayoría de los aceites hidráulicos contienen inhibidores de óxido, que forman una película protectora química sobre las superficies metálicas.
La interacción entre el aire y el aceite en el depósito también genera productos de oxidación que, con el tiempo, atacan las superficies metálicas y aceleran aún más la oxidación del aceite. Por ello, también se añaden inhibidores de oxidación: estos compuestos químicos interrumpen la reacción en cadena de la oxidación.
La oxidación a alta temperatura provocada por la implosión de burbujas en la salida de la bomba no puede evitarse únicamente mediante aditivos químicos; solo puede controlarse eliminando el aire del flujo de entrada a la bomba. Los aditivos antioxidantes y anticorrosivos (R&O) constituyen el paquete básico de aditivos en la mayoría de los aceites hidráulicos industriales. Los aceites que contienen estos aditivos se denominan a veces «aceites R&O». Los aceites R&O transparentes (claros) de grado superior son de la máxima calidad; sin embargo, los aceites para turbinas de grados inferiores pueden seguir siendo adecuados para muchas aplicaciones hidráulicas y se etiquetan como «R&O por debajo de la calidad para turbinas».
El aceite que regresa al depósito debe liberar cualquier aire atrapado del sistema. En algunos sistemas, las fugas de aire en el lado de aspiración son graves, y cuando el aceite de retorno salpica en el depósito, genera espuma, lo que finalmente provoca que el aire atrapado sea succionado nuevamente hacia la bomba, causando inestabilidad del sistema, acelerando la oxidación, generando ruido y, potencialmente, provocando el desbordamiento del aceite del depósito, lo que constituye un riesgo ambiental.
La mejor solución consiste en reparar las fugas y rediseñar el circuito de retorno; por ejemplo: utilizando una pantalla divisoria en el depósito o una tubería de retorno de mayor diámetro para reducir la velocidad del aceite al entrar en el depósito. Por razones económicas, prácticas o formativas, también pueden utilizarse aditivos químicos como alternativa.
Los aditivos antiespumantes evitan la formación de espuma en el aceite. Algunos funcionan combinando burbujas pequeñas en burbujas grandes que ascienden a la superficie y estallan. Otro tipo actúa interfiriendo con la liberación de aire para reducir la espuma, pero aumenta el número de burbujas diminutas en el sistema. Al elegir un aditivo antiespumante, asegúrese de seleccionar el tipo que permite la salida del aire, no el tipo que atrapa más aire.
Compruebe la espuma del aceite tomando una muestra del depósito. La inspección visual le indicará rápidamente si el aceite contiene aire. Las muestras deben tomarse lo más cerca posible de la entrada de la bomba, de modo que representen el aceite que realmente ingresa al sistema.
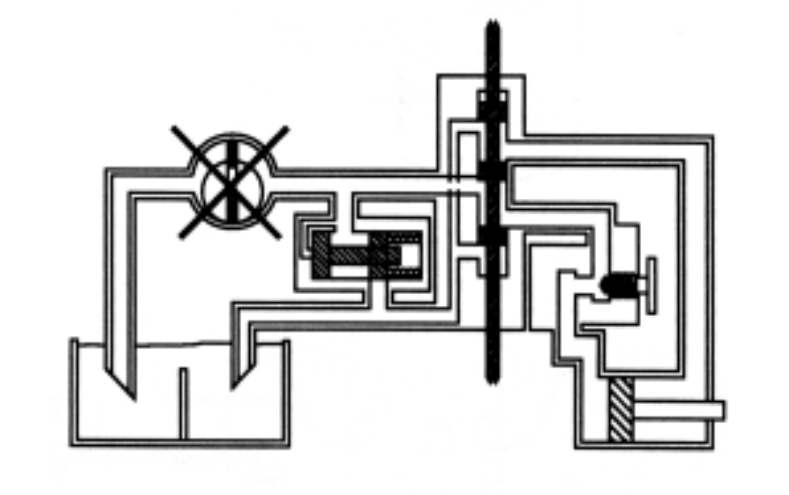
Otros signos de presencia de aire en el sistema: ruido agudo e irregular procedente de la bomba; la bomba puede producir periódicamente un fuerte ruido de golpeteo, como si alguien disparara un arma en su interior. El movimiento errático del cilindro y las lecturas inestables del manómetro también son indicadores de la presencia de aire.
Figura 3-18 Aire en el sistema hidráulico. Espuma en la superficie del depósito (izquierda) o ruido de la bomba (derecha) indican ambos problemas de ingestión de aire.
El mayor problema del aceite hidráulico en servicio es la contaminación. Los contaminantes pueden ser agua, aire o partículas sólidas; estas últimas son las más comunes y las más dañinas.
Los contaminantes sólidos pueden obstruir los orificios de las válvulas de control, provocar el agarrotamiento de piezas móviles, acelerar el desgaste y catalizar la oxidación del aceite.
Un contaminante es cualquier sustancia insoluble presente en el aceite. Los contaminantes entran al sistema de múltiples maneras: durante la fabricación, el montaje, el almacenamiento y el transporte de los componentes del sistema; desde el entorno externo, a través de sellos desgastados de los vástagos de los cilindros o de un respiradero del depósito defectuoso; y desde el propio sistema — las piezas internas desgastadas generan continuamente partículas metálicas. La contaminación nunca cesa.
Ningún aditivo químico puede eliminar contaminantes del aceite ni impedir que entren en él. El objetivo de un buen diseño y mantenimiento del sistema es evitar que la contaminación ingrese, y la responsabilidad de eliminar la contaminación del aceite corresponde a los filtros y al equipo de mantenimiento.
El ojo desnudo no puede determinar de forma fiable el nivel de contaminación. Observar el aceite en un frasco de vidrio bajo luz no constituye una verificación precisa de la contaminación: muchas partículas perjudiciales para los sistemas hidráulicos son demasiado pequeñas como para ser visibles. Una evaluación precisa de la contaminación requiere un análisis de laboratorio.
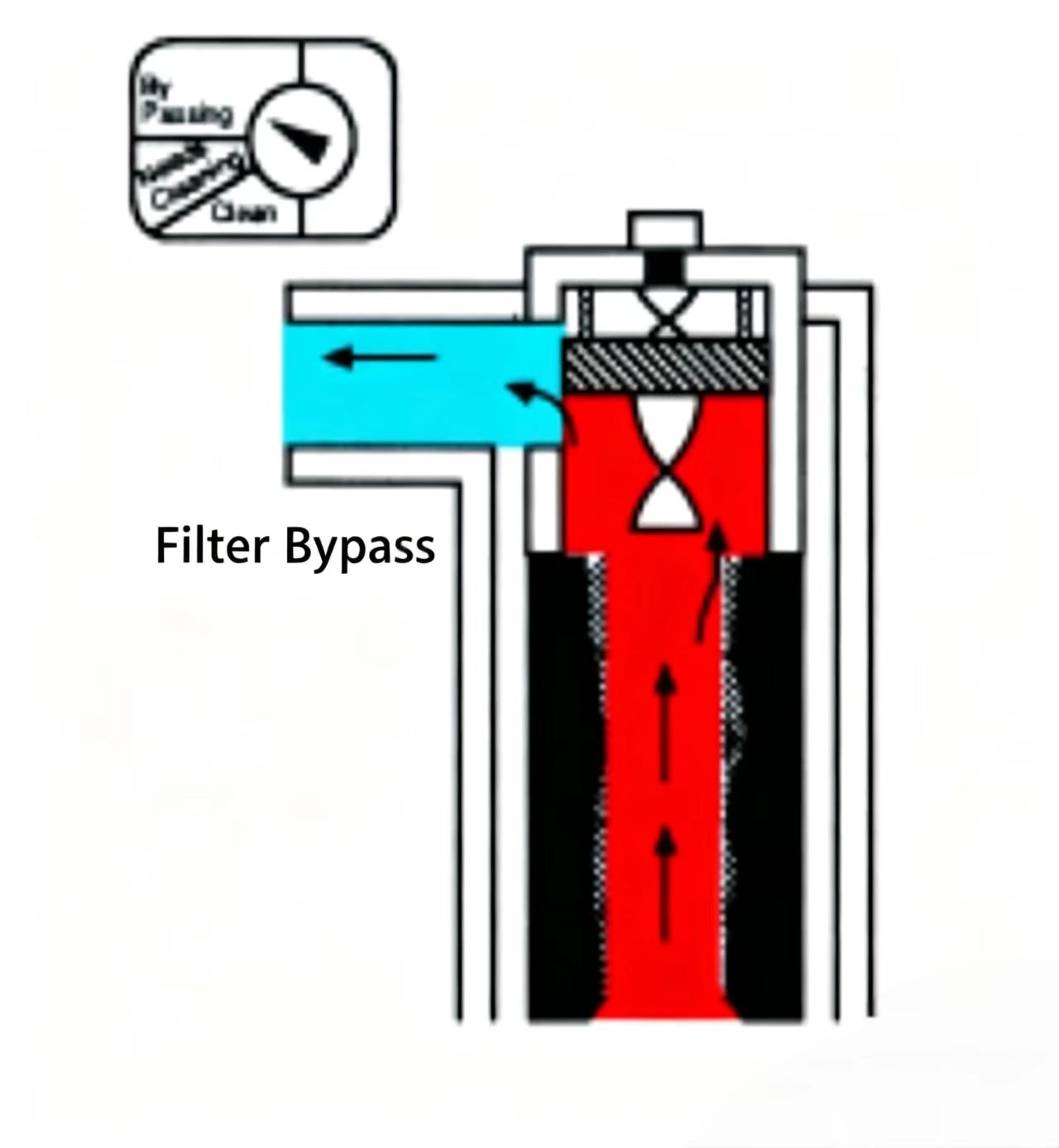
El indicador de obstrucción del filtro del sistema ofrece otra forma de comprobar la contaminación. Si el filtro está correctamente dimensionado para el sistema y el indicador funciona adecuadamente: una indicación de «limpio» significa que el aceite está lo suficientemente limpio para el sistema; una indicación de «requiere mantenimiento» significa que el filtro necesita mantenimiento o sustitución; si el indicador muestra que se ha producido un derivado (bypass), el aceite está muy sucio y el filtro requiere servicio inmediato.

Figura 3-19 Indicador de condición del filtro. «Limpio» (arriba): el aceite es aceptable. «Requiere mantenimiento» (centro): realizar mantenimiento o sustituir el elemento. «Derivado» (abajo): el aceite está muy sucio; realizar mantenimiento inmediatamente.
Como se mencionó, el aceite hidráulico desempeña múltiples funciones en el sistema y contiene diversos aditivos para apoyar dichas funciones. Requiere una atención especial durante su almacenamiento, su traslado al depósito y durante todo el funcionamiento del sistema.
Durante el almacenamiento, lo fundamental es mantener el aceite en las mejores condiciones posibles. La contaminación del aceite en los tambores de almacenamiento no solo supone un desperdicio, sino que también puede suministrar al sistema aceite degradado y comprometer su fiabilidad.
Los tambores deben almacenarse en un lugar limpio y seco. Los tambores almacenados al aire libre deben colocarse tumbados sobre su costado para evitar que el agua se acumule en la parte superior y se infiltre a través del sellado del tapón.
Antes de comenzar a transferir el aceite, limpie la tapa del tambor y luego prepare todas las herramientas y equipos necesarios: manguera flexible, bomba de trasvase, embudo, filtro de llenado para el depósito y manos limpias. Verifique que la marca y la viscosidad indicadas en el tambor coincidan con las requeridas. No todos los aceites hidráulicos contienen los mismos aditivos, por lo que se recomienda no mezclar aceites de distintos proveedores, salvo que el proveedor lo autorice expresamente.
Una vez que el aceite esté en el sistema, realice su mantenimiento y monitoreo en los intervalos especificados. El mantenimiento del aceite incluye: rellenarlo hasta el nivel mínimo (utilice el mismo aceite o uno compatible con el aceite ya existente), gestionar fugas y sustituir el elemento del filtro.
Cambiar regularmente el elemento del filtro es muy beneficioso. La contaminación es extremadamente perjudicial para el aceite, ya que cataliza su oxidación, especialmente cuando las partículas contaminantes son de hierro, plomo o cobre. Los filtros eliminan la mayor parte de la contaminación del flujo, pero no pueden purgar por completo la contaminación del sistema: únicamente mantienen el aceite. Si el indicador del filtro advierte pero no se realiza el mantenimiento de forma inmediata, grandes cantidades de contaminación sin filtrar pasan al lado aguas abajo, afectando a los componentes; además, los contaminantes atrapados en el elemento sucio permanecen en el sistema, continuando así con la catálisis de la oxidación.
Los elementos filtrantes de tipo malla pueden limpiarse y reutilizarse. La exhaustividad de la limpieza depende del cuidado con que se realice, y no del método de limpieza en sí.
Método habitual: remojar en un disolvente limpio o en agua caliente con jabón, y luego soplar con aire comprimido para limpiar. El uso de un cepillo suave (cepillo nuevo para pintura) ayuda a limpiar la malla. Nunca utilice cepillos de alambre ni materiales abrasivos. Tras la limpieza, sostenga el elemento frente a una fuente de luz e inspéctelo: las zonas grises o negras indican que el elemento requiere una limpieza adicional.
La limpieza ultrasónica es más costosa, pero más práctica: coloque el elemento sucio en el limpiador ultrasónico durante un tiempo determinado y, a continuación, retírelo limpio y listo para reutilizarse. Los elementos filtrantes con clasificación de 40 μm o menor deben limpiarse con un limpiador ultrasónico para restaurar eficazmente su vida útil.
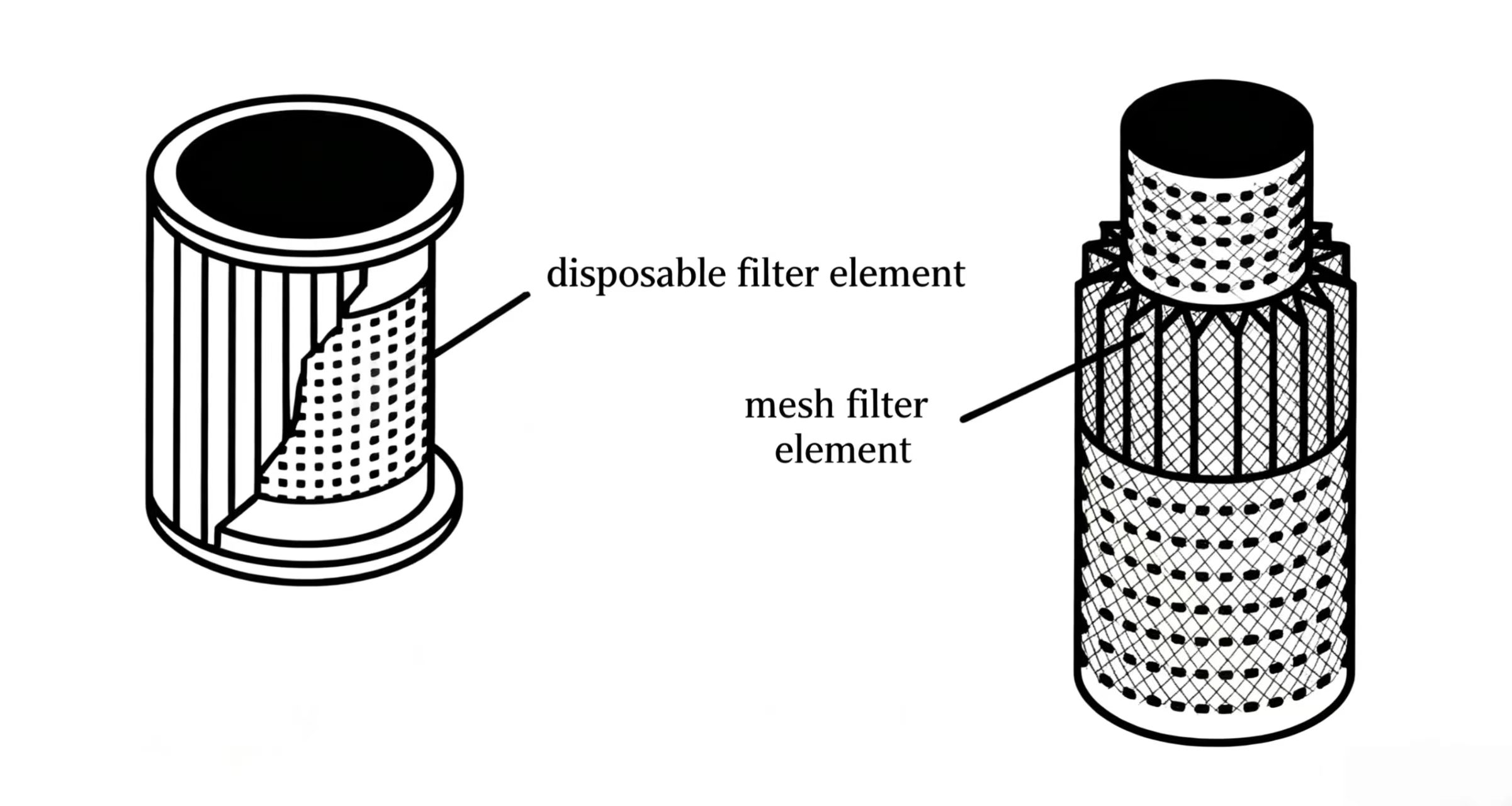
Figura 3-20: Limpieza de un elemento filtrante de malla. (Izquierda) Limpiador ultrasónico para elementos finos. (Derecha) Sostener el elemento limpio frente a una fuente de luz para comprobar si quedan zonas obstruidas.
CONCEPTOS CLAVE — CAPÍTULO 3
|
Concepto |
Dato clave |
Implicación Práctica |
|
Viscosidad |
Resistencia al flujo; disminuye con el calor y aumenta con el frío/la presión |
Debe mantenerse entre 150 y 250 SUS (32–54 cSt) a 100 °F en la mayoría de los sistemas |
|
Índice de viscosidad (IV) |
Estabilidad de la viscosidad en el rango de temperaturas |
VI >= 90 requerido para sistemas hidráulicos modernos |
|
Punto de vertido |
Temperatura más baja a la que el aceite sigue fluyendo |
Debe ser al menos 20 °F por debajo de la temperatura mínima de arranque |
|
Película de aceite / lubricidad |
Capacidad de formar y mantener una película entre las superficies |
Crítico al arranque y a alta presión: los aditivos AW ayudan |
|
Tipos de aditivos |
WR (oleosidad), AW (antidesgaste), EP (presión extrema) |
Ajuste el aditivo al rango de presión; no mezcle aceites incompatibles |
|
Oxidación |
El aceite reacciona con el oxígeno: produce ácidos, lodos y barnices |
Utilice aceites R&O; mantenga baja la temperatura; elimine las burbujas de aire |
|
Contaminación por agua |
Favorece la corrosión y acelera la oxidación |
Prueba visual: turbio = 0,5 % de agua; lechoso = 1 % de agua |
|
Contaminación |
Partículas sólidas: la causa número uno de fallos hidráulicos |
Mantenga los filtros; inspeccione el indicador regularmente; cambie el aceite según sea necesario |


Bienvenido a HOVOO, una fábrica de sellos china. Producción de sellos de PU, goma y PTFE. Los sellos incluyen anillo O, sello de pistón, sello de varilla, anillo Gray y sello de gas.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}