33-99 No. Mufu E Rd. Distrito de Gulou, Nanjing, China [email protected] | [email protected]
33-99 No. Mufu E Rd. Distrito de Gulou, Nanjing, China [email protected] | [email protected]

El núcleo del diseño de juntas es garantizar que, mediante los efectos combinados de la estructura, las tolerancias, los materiales y otros factores, el producto bloquee todas las vías de fuga durante toda su vida útil.
Si solo verifica la junta cuando está completamente nueva e ignora aspectos como las tolerancias del anillo de sellado, las tolerancias de las piezas o el comportamiento de la junta tras el envejecimiento, es muy probable que aparezcan fugas más adelante. Debe tener en cuenta estos factores desde la fase inicial del diseño.
La información pública clasifica las juntas en juntas estáticas y juntas dinámicas (según si existe o no movimiento relativo entre la junta y las piezas durante su funcionamiento). El enfoque del diseño difiere notablemente en cada caso. Este artículo trata únicamente de juntas estáticas.
1. Principio de sellado y modos de fallo
2. Diseño de la estructura del anillo de sellado
1. Modos de fallo en distintos estados
2. Presión de contacto y longitud de contacto bajo LMC
3. Tasa de relleno y tensión local bajo MMC
3. Resistencia climática de los anillos de sellado
1. Definición de deformación permanente por compresión
2. Cómo el asentamiento por compresión se relaciona con la presión (tasa de compresión), la temperatura y el tiempo de envejecimiento
3. Método de evaluación rápida tras el envejecimiento
4. Alcance de este artículo y temas futuros
Un producto forma un sello porque el elastómero (anillo de sellado) se comprime contra la superficie de contacto y evita el paso de gases o líquidos.
Desde el punto de vista de la trayectoria de fuga, el fallo del sello presenta dos formas principales:
• Fuga en la interfaz: ocurre entre el anillo de sellado y la superficie de contacto cuando el ajuste no es suficientemente preciso. El fluido fluye a lo largo de la interfaz o de la holgura.
• Permeación del material: las moléculas de gas o líquido atraviesan el propio material de caucho o plástico a nivel molecular.
En la ingeniería real, la prueba de burbujas bajo presión positiva detecta habitualmente con mayor facilidad las fugas importantes en la interfaz. La pérdida de aislamiento tras la inmersión resulta más adecuada para determinar si todo el producto presenta fugas a nivel de sistema.
Nota importante: Los resultados de las pruebas no indican automáticamente el mecanismo exacto de fallo. Por ejemplo, un producto puede no mostrar burbujas bajo presión positiva, pero fallar en su aislamiento bajo presión negativa. Esto no demuestra que se trate de permeación del material; podría tratarse aún de una fuga en la interfaz, de defectos locales en el anillo de sellado o de otra vía de escape.
Las guías de diseño públicas subrayan sistemáticamente que, al diseñar un anillo de sellado, es necesario considerar conjuntamente la cantidad de compresión, el llenado de la ranura, el estado de estiramiento/instalación, el acabado superficial y las tolerancias. Una compresión insuficiente implica un contacto deficiente; una compresión excesiva puede acelerar la deformación permanente, elevar excesivamente la fuerza de montaje o provocar daños locales.
Para el diseño de ingeniería, puede utilizarse el análisis por elementos finitos (FEA) para simular el comportamiento del anillo de sellado bajo estiramiento, montaje, etc., y evaluar su fiabilidad mediante parámetros clave. A continuación se indican los aspectos más importantes a revisar.
Nota: Estos valores son indicadores técnicos indirectos, no mediciones directas de la fuga en sí.
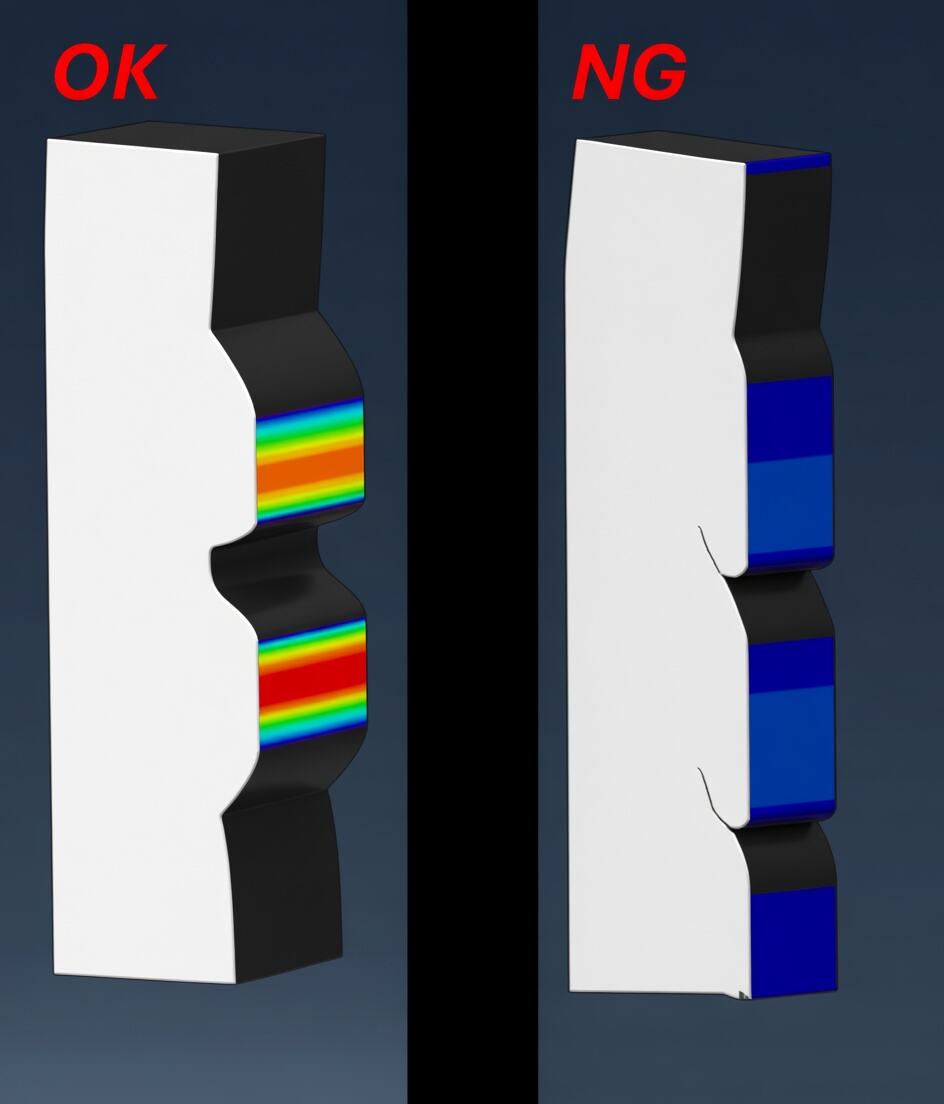
Durante la revisión de la estructura, primero compruebe si aparecen modos de fallo evidentes bajo distintas combinaciones de dimensiones y estados de ensamblaje, tales como:
• Colapso del labio de estanqueidad
• Enrollamiento o estrangulamiento
• Extrusión local
• Concentración clara de tensiones anormales
Este paso le indica si la junta sigue en condiciones normales de funcionamiento. Incluso si la tasa nominal de compresión parece adecuada, si el labio de estanqueidad se colapsa o pliega durante un ensamblaje extremo, la fiabilidad aún puede disminuir.
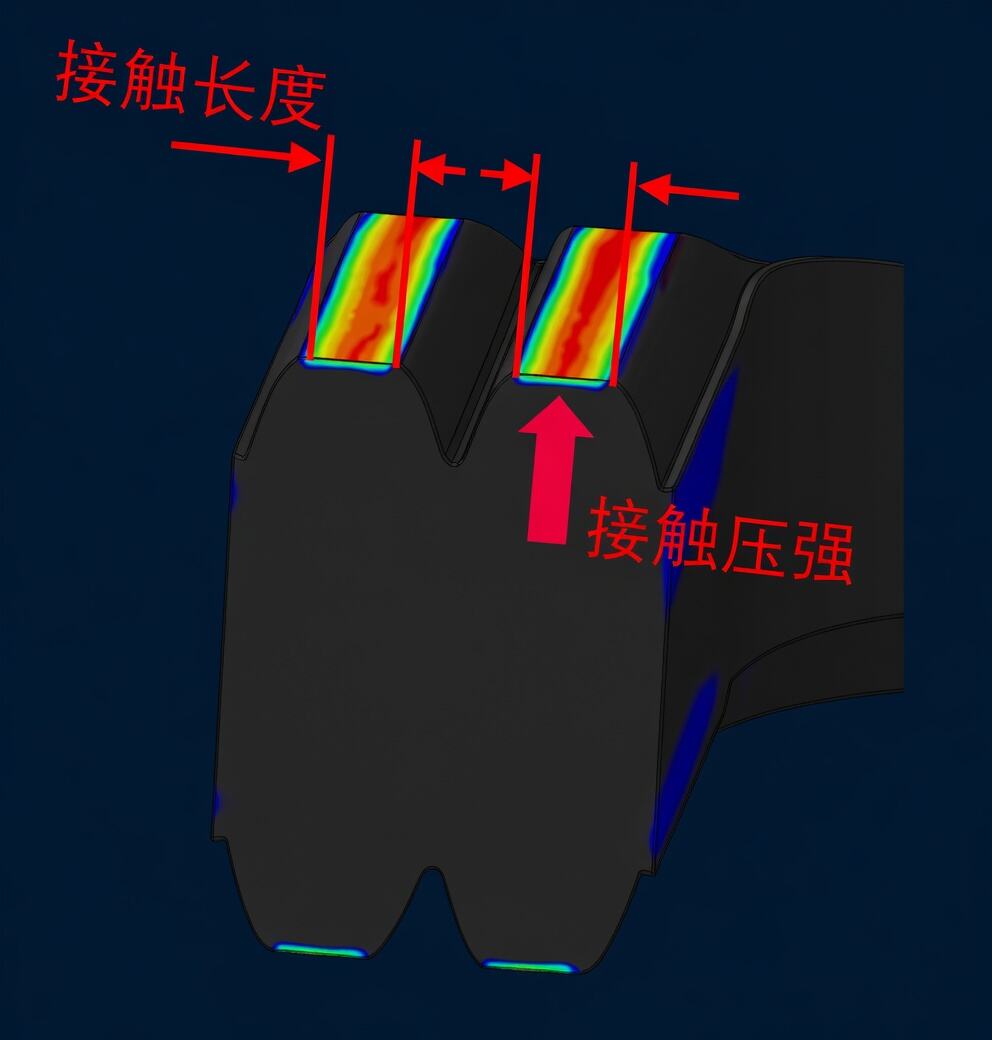
En las juntas estáticas, las condiciones de mínimo material (LMC: dimensión mínima tolerada del anillo de estanqueidad y separación máxima tolerada de la ranura) suelen representar el estado más débil, ya que dicha combinación favorece una mayor reducción de la presión de contacto y de la longitud de contacto.
En el campo del conector, la experiencia demuestra que, para la goma de silicona, el diseño inicial debe apuntar a una presión positiva >500 kPa y una longitud de contacto >0,6 mm. Este es un valor de referencia que permite alcanzar una estanqueidad al aire de 28 kPa tras 1008 h a 125 °C (aproximadamente equivalente a una profundidad de agua de 3 m).
Notas adicionales:
① Si es necesario, también considere la deformación de las piezas acopladas bajo carga.
② La presión y la longitud de contacto son verificaciones a nivel macroscópico; a nivel microscópico aún debe considerarse la formación de canales de fuga debidos a la rugosidad superficial.
Bajo condiciones MMC, el anillo de sellado tiene mayor probabilidad de sufrir una compresión excesiva. Preste atención a:
• Si la tasa de llenado de la sección transversal es demasiado alta (debe mantenerse por debajo del 100 %).
• Si la tensión local supera la resistencia que el material puede soportar (debe mantenerse por debajo de la resistencia a la tracción del caucho) y muestra tendencia a aplastamiento.
• Si existe riesgo de extrusión.
La primera parte trató el rendimiento del anillo de sellado cuando era nuevo, y el análisis por elementos finitos (FEA) puede ofrecer resultados bastante precisos para ese caso.
Sin embargo, los materiales de caucho sufren deformación plástica permanente por compresión, relajación de tensión, envejecimiento térmico y pérdida de propiedades con el tiempo, por lo que la interfaz de sellado pierde gradualmente su fuerza de contacto original.
Superar las pruebas iniciales no significa que seguirá siendo fiable al final de su vida útil. Debe tenerse en cuenta los factores de envejecimiento desde la fase inicial del diseño.
La deformación plástica por compresión es un índice clave para evaluar qué tan bien conserva el caucho su elasticidad tras una compresión prolongada.
Esto significa que, tras comprimir y envejecer el anillo de sellado durante mucho tiempo, al retirar la presión este no recupera completamente su forma original. Cuanto mayor sea la deformación plástica por compresión, menor será su capacidad de recuperación y mayor el riesgo de perder el contacto efectivo de sellado al final de su vida útil.
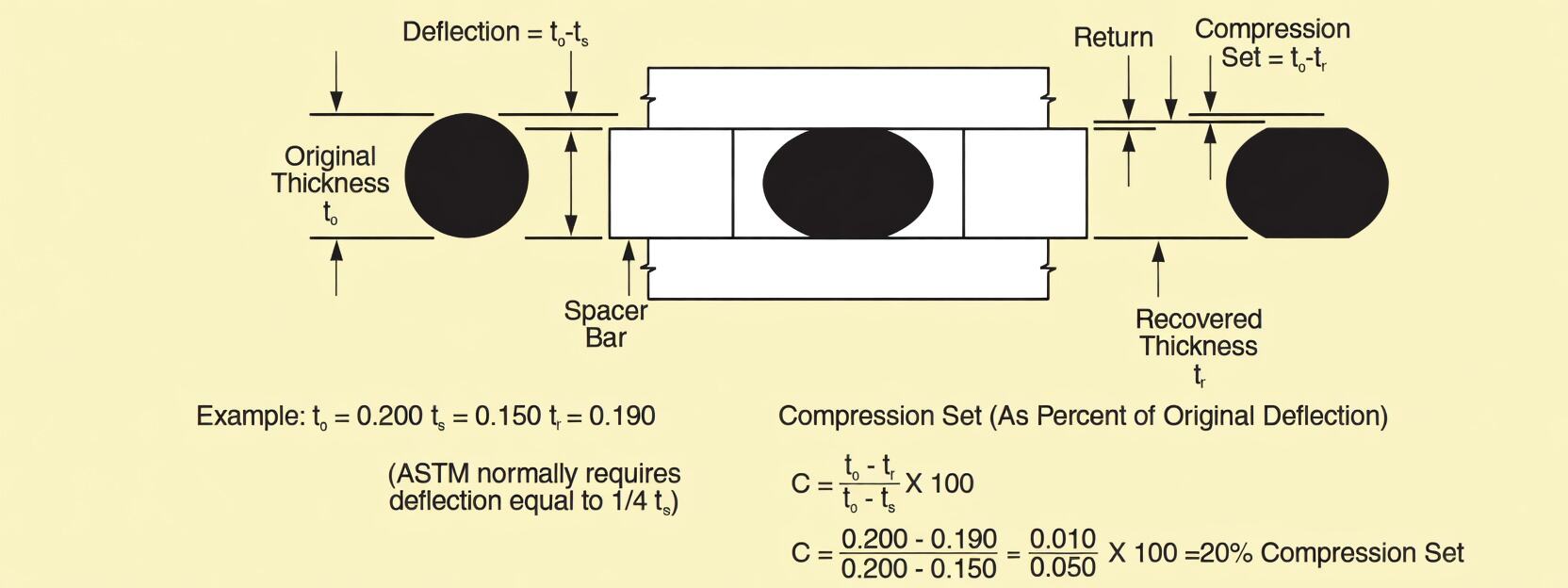
(En este punto, el artículo muestra un diagrama de la deformación plástica por compresión.)
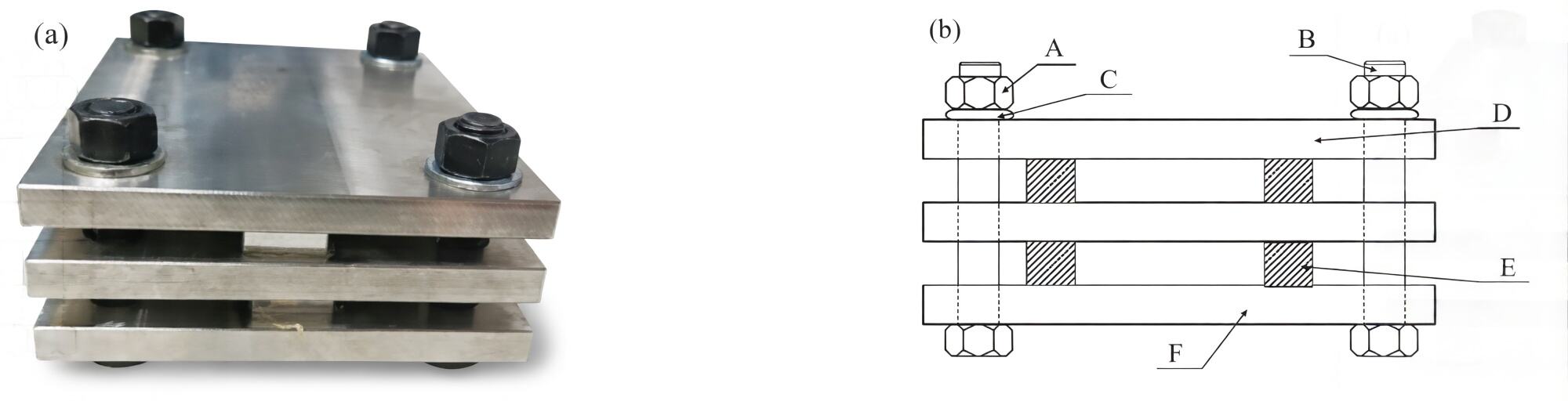
(El artículo muestra el accesorio de ensayo industrial estándar para la deformación permanente por compresión de anillos de sellado: un bloque de caucho de tamaño estándar colocado entre placas.)
Cualitativamente, los tres factores principales son la presión (tasa de compresión), la temperatura y el tiempo.
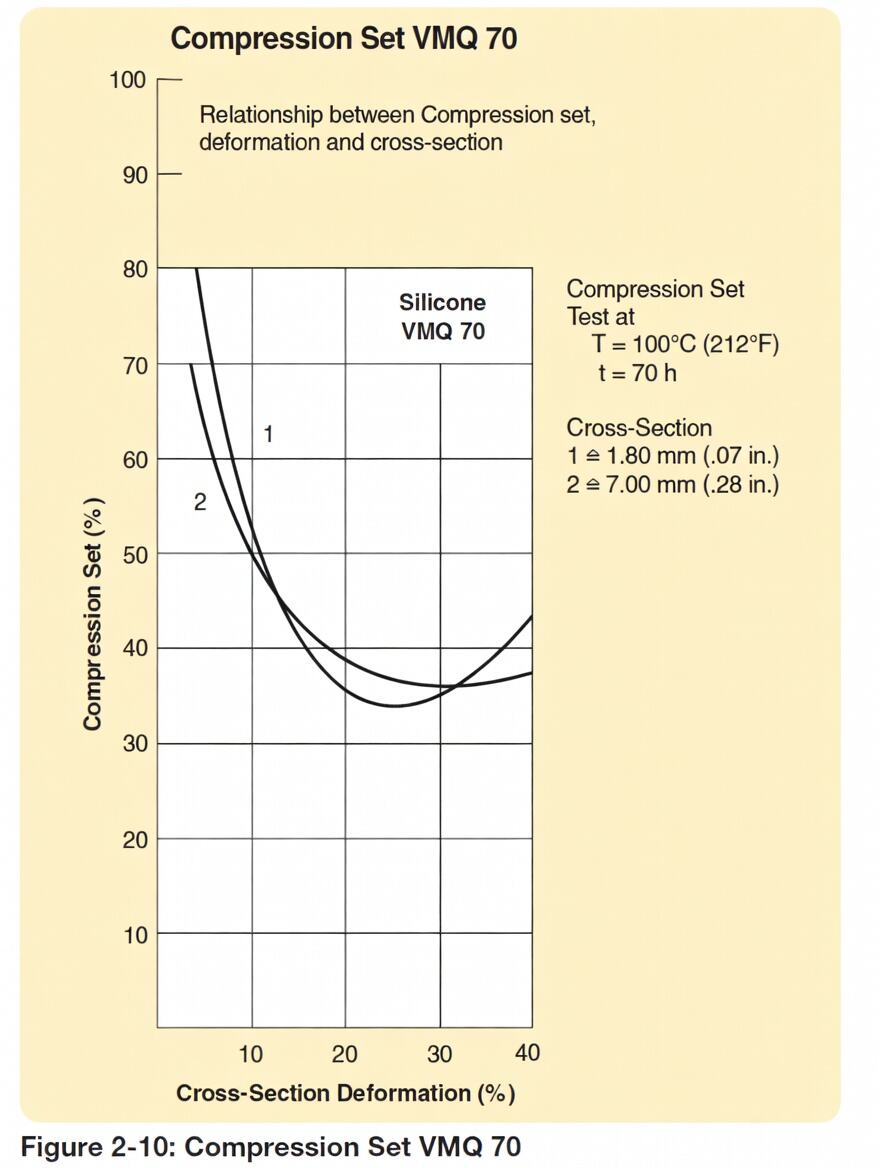
(El artículo muestra una gráfica de la deformación permanente por compresión del caucho de silicona VMQ frente a la tasa de compresión. Para el VMQ, tanto una compresión demasiado baja como demasiado alta no resultan óptimas para el rendimiento a largo plazo.)
(Nota: Cuando la compresión es muy ligera, el valor numérico de la «deformación permanente por compresión» en porcentaje puede parecer muy elevado.)
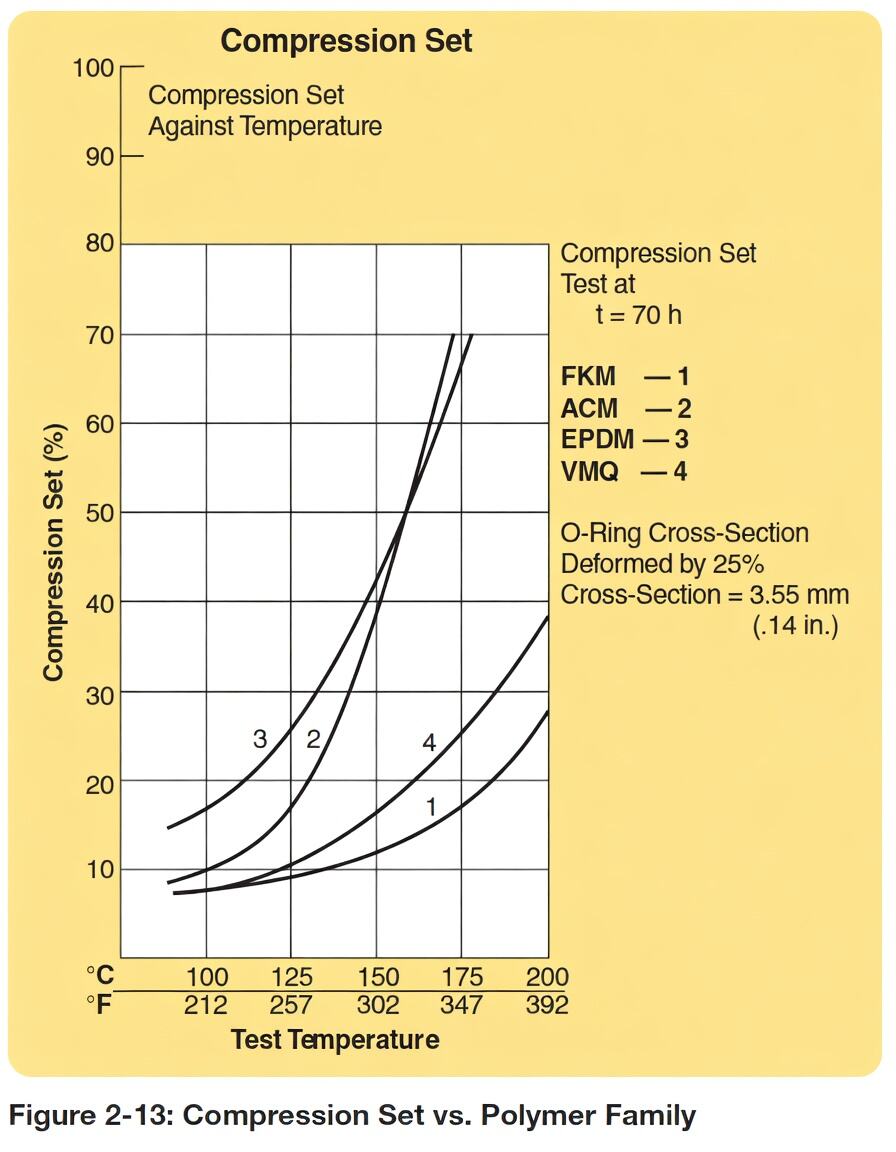
(El artículo muestra gráficas de la deformación permanente por compresión tras el envejecimiento a distintas temperaturas: a mayor temperatura, la recuperación empeora.)
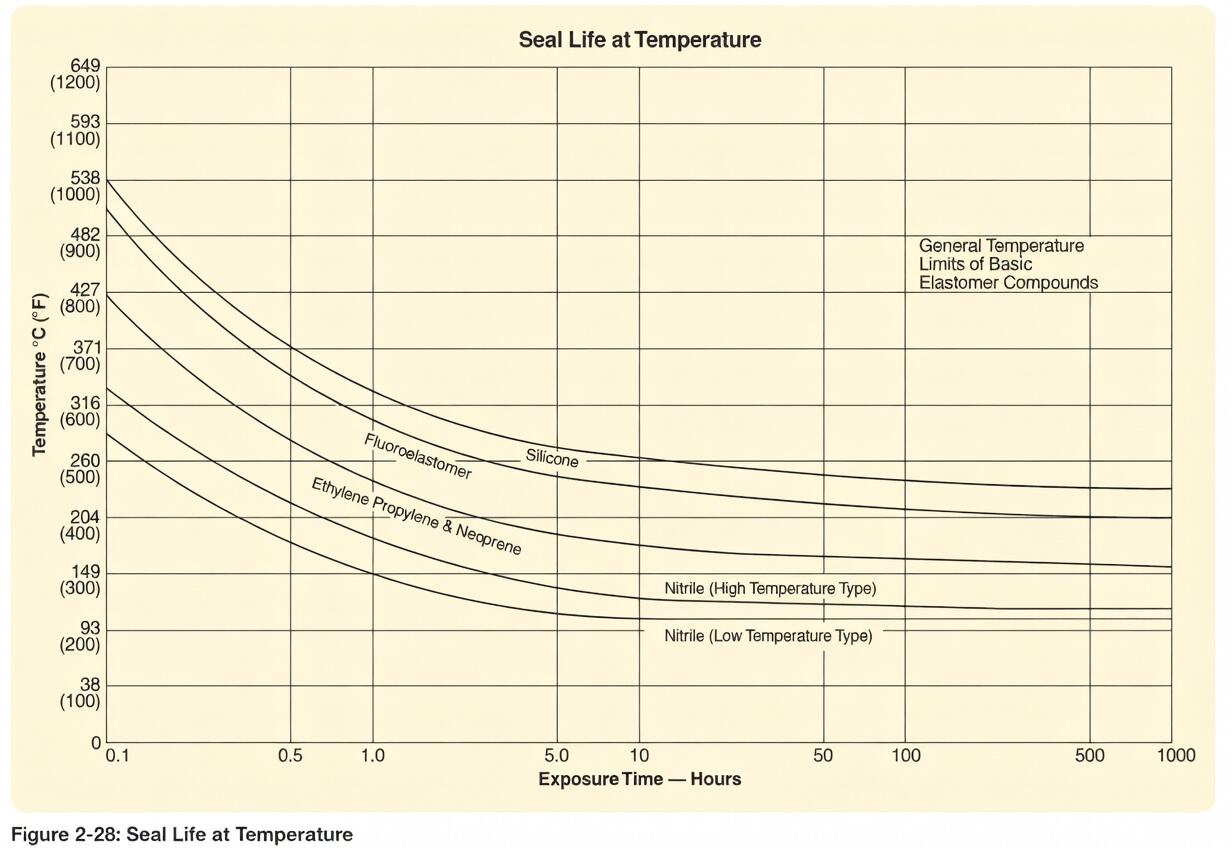
(El artículo muestra la vida útil aproximada de distintos materiales de sellado a diversas temperaturas —solo con fines informativos.)
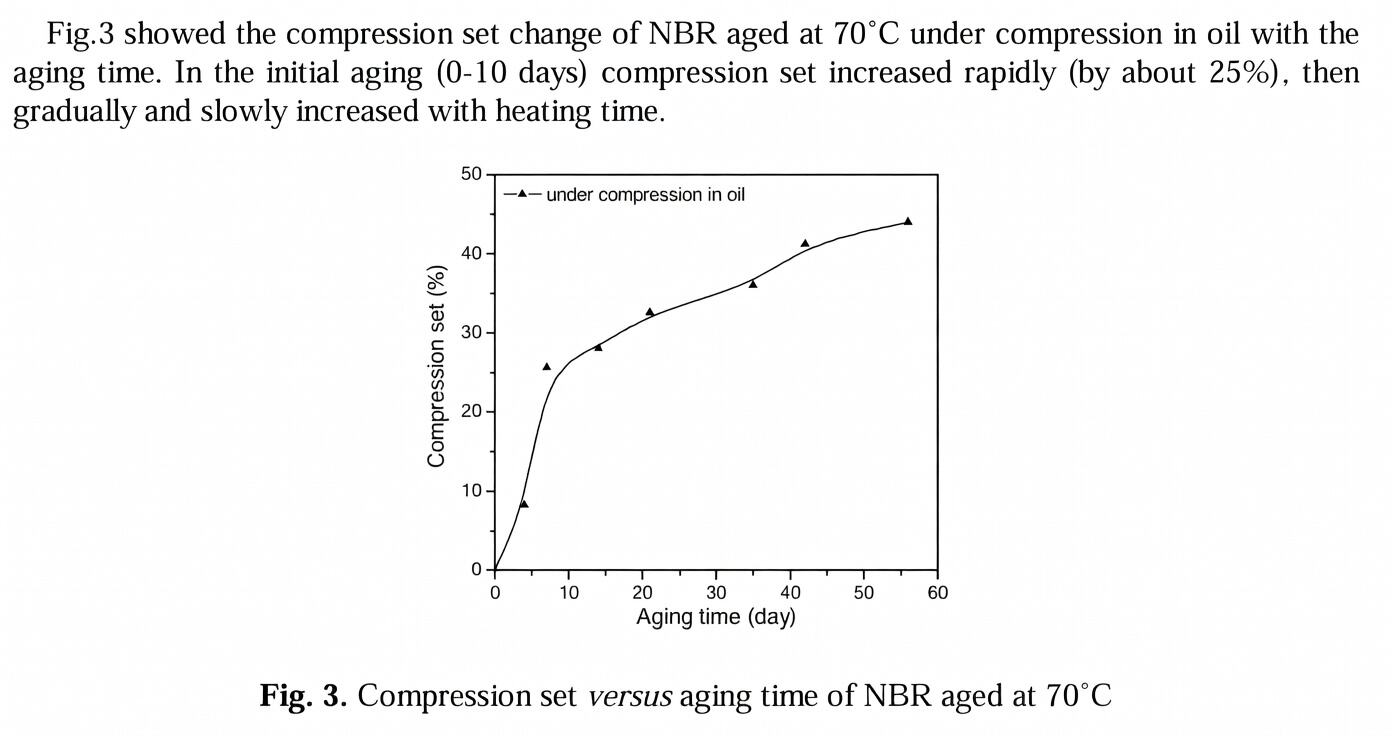
(El artículo muestra una gráfica de la deformación permanente por compresión del caucho NBR frente al tiempo de envejecimiento.)
En la práctica de ingeniería, puede sustituirse el valor envejecido del conjunto de compresión en el diseño inicial para comprobar rápidamente si se dispone de suficiente margen y evaluar el riesgo de fallo al final de la vida útil.
Ejemplo: Si la tasa de compresión inicial del diseño es del 10 %, pero tras 1008 h a 125 °C el conjunto de compresión alcanza el 17 %, entonces es muy probable que la junta falle tras el envejecimiento. Debería aumentarse la tasa de compresión inicial o elegirse un caucho con mejor comportamiento frente al conjunto de compresión.
Nota: Este método resulta adecuado para comprobaciones rápidas o para evaluar tendencias, pero no para predecir directamente la tasa final de fugas.
Este artículo presenta un marco cualitativo para el diseño de juntas, aunque aún no abarca muchos temas, como la relación entre la rugosidad superficial y la estanqueidad, el efecto de las bajas temperaturas sobre el rendimiento de las juntas, los métodos cuantitativos para determinar la tasa de fugas ni la elaboración de modelos empíricos de envejecimiento en función de la temperatura.
[1] Parker Hannifin Corporation. Parker O-Ring Handbook: ORD 5700[M]. Cleveland, OH: Parker Hannifin Corporation, 2021.
[2] QIAN Y H, XIAO H Z, NIE M H, et al. Predicción de la vida útil del caucho nitrílico sometido a esfuerzo de compresión en aceite para transformadores[C]//Actas de la 5.ª Conferencia Internacional de 2016 sobre Medición, Instrumentación y Automatización (ICMIA 2016). París: Atlantis Press, 2016: 189-194. DOI: 10.2991/icmia-16.2016.35.

Bienvenido a HOVOO, una fábrica de sellos china. Producción de sellos de PU, goma y PTFE. Los sellos incluyen anillo O, sello de pistón, sello de varilla, anillo Gray y sello de gas.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}