33-99 No. Rue E Mufu, District de Gulou, Nanjing, Chine [email protected] | [email protected]
33-99 No. Rue E Mufu, District de Gulou, Nanjing, Chine [email protected] | [email protected]

En plus de transmettre l'énergie, l'huile à base de pétrole remplit une autre fonction essentielle : la lubrification. Ces deux fonctions — la transmission d'énergie et la lubrification — sont fortement influencées par la viscosité. Cela fait de la viscosité la propriété la plus importante de l'huile hydraulique.
La lubrification est le processus permettant de réduire les frottements entre deux surfaces en contact et se déplaçant l'une par rapport à l'autre.
La lubrification constitue une fonction essentielle de l'huile hydraulique. En l'absence de lubrification, les frottements entre les pièces mobiles provoquent une usure excessive et génèrent de la chaleur. 
Le frottement est une force qui s'oppose au mouvement. Même les surfaces qui paraissent lisses sont rugueuses à l'échelle microscopique. Lorsque deux surfaces se frottent l'une contre l'autre, leurs aspérités microscopiques entrent en contact, se déforment, se soudent brièvement puis se déchirent — ce déchirement constitue le frottement. Plus la surface est rugueuse, plus la force de glissement nécessaire est grande et plus le frottement généré est important.
Figure 3-1 Le frottement apparaît lorsque les aspérités microscopiques de deux surfaces entrent en contact, se soudent brièvement puis se déchirent au cours du glissement des surfaces.
S’il existe un film d’huile entre deux surfaces métalliques, le contact direct métal-sur-métal est éliminé. Les surfaces glissent alors sur le film d’huile plutôt que l’une sur l’autre, ce qui réduit considérablement le frottement.
Tout liquide peut former un film d’huile, mais certains sont plus efficaces que d’autres. L’eau, par exemple, a été utilisée comme premier fluide hydraulique, mais son film est faible et facilement rompu. L’huile hydraulique à base de pétrole forme un film nettement plus résistant et plus durable.
La lubrifiante est la capacité d’un liquide à former un film difficile à rompre. Elle dépend de :
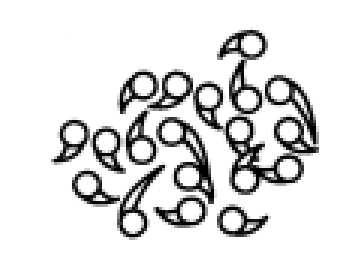
L'huile hydraulique pétrolière possède une excellente lubrifiante. Versez-la sur une plaque d'acier : vous constaterez qu'elle forme un film épais et étendu qui demeure stable à la surface. Versez de l'eau sur la même plaque : un film mince se forme, mais il se rompt facilement. Versez du mercure : celui-ci forme des gouttelettes sphériques — le mercure adhère presque pas à l'acier, sa lubrifiante est donc très médiocre.
Figure 3-2 Comparaison de la lubrifiante. Une bonne lubrifiante exige à la fois un film naturellement épais et une forte adhérence à la surface métallique. L'huile remporte la palme sur les deux plans.
La viscosité appropriée de l'huile hydraulique doit concilier deux exigences : l'huile doit être suffisamment épaisse pour former un bon film, tout en restant assez fluide pour s'écouler librement. Ce compromis est examiné ci-après.
L'huile remplit deux fonctions essentielles dans un système hydraulique :
Ces deux fonctions — ainsi que leur effet final sur le système — sont fortement influencées par la viscosité. Définissons tout d’abord la viscosité, puis examinons son influence sur la génération de chaleur, la lubrification, la lubrification dynamique, l’écoulement dans les jeux, et plus encore.
Comme tous les liquides, l’huile hydraulique pétrolière est constituée de molécules qui s’attirent mutuellement. L’attraction moléculaire dans un liquide est beaucoup plus forte que dans un gaz, mais plus faible que dans un solide (où les molécules sont verrouillées dans des positions fixes). Comme les molécules liquides peuvent glisser les unes sur les autres, un liquide peut s’écouler de façon continue.
La viscosité est une propriété qui s’oppose à l’écoulement des molécules liquides les unes par rapport aux autres — il s’agit d’une forme de frottement interne. Un liquide à forte viscosité (comme le miel ou la mélasse) s’écoule lentement et avec une grande résistance. Un liquide à faible viscosité (comme l’eau ou l’huile de cuisson) s’écoule facilement.
Comme mentionné ci-dessus, un liquide est constitué de molécules en mouvement constant qui s’attirent mutuellement. Lorsque les molécules se déplacent lentement, l’attraction entre elles est plus forte et la résistance à l’écoulement augmente — la viscosité est élevée. Lorsque les molécules se déplacent rapidement (lorsqu’elles sont chauffées), l’attraction diminue et la viscosité baisse.
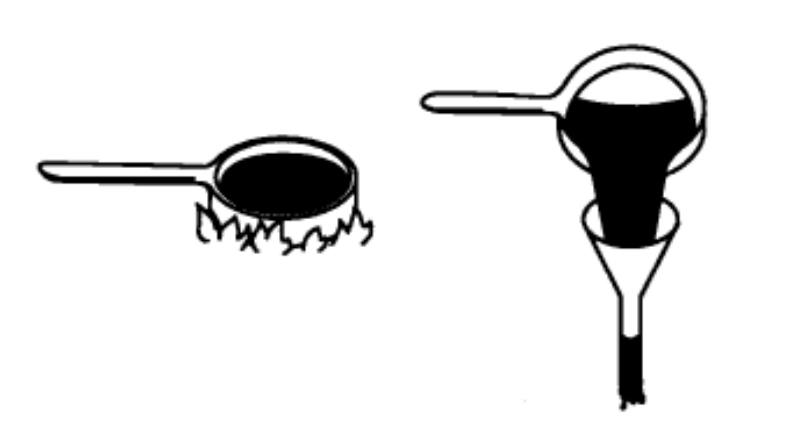
La mélasse froide sortie du réfrigérateur présente une viscosité très élevée — elle s’écoule lentement et avec difficulté. Chauffez-la sur la cuisinière et les molécules s’accélèrent, l’attraction diminue, la viscosité baisse et elle s’écoule facilement à travers un entonnoir.
Une méthode permettant de mesurer la viscosité d’une huile consiste à utiliser les secondes Saybolt universelles (SUS, également appelées SSU). L’unité SI est le centistoke (cSt). Le terme SUS a été donné en l’honneur de George Saybolt, qui a présenté le viscosimètre Saybolt au Bureau américain des normes en 1919.
Méthode : Verser le liquide dans un récipient et le chauffer à la température d’essai. Retirer le bouchon inférieur et déclencher simultanément un chronomètre. Arrêter le chronomètre lorsque précisément 60 mL de liquide se sont écoulés dans un flacon. Le temps écoulé, en secondes, correspond à la viscosité SUS à cette température.
Exemple : Si une huile chauffée à 100 °F (37,7 °C) met 143 secondes à s’écouler, sa viscosité est de 143 SUS à 100 °F (37,7 °C). Si la même huile, chauffée à 130 °F (54,4 °C), met 82 secondes à s’écouler : viscosité = 82 SUS (17,7 cSt) à 130 °F (54,4 °C). La viscosité dépend toujours de la température ; il faut donc systématiquement indiquer à la fois la valeur et la température. « 150 SUS (32 cSt) », sans mention de température, est une abréviation signifiant 150 SUS (32 cSt) à 100 °F (37,7 °C).
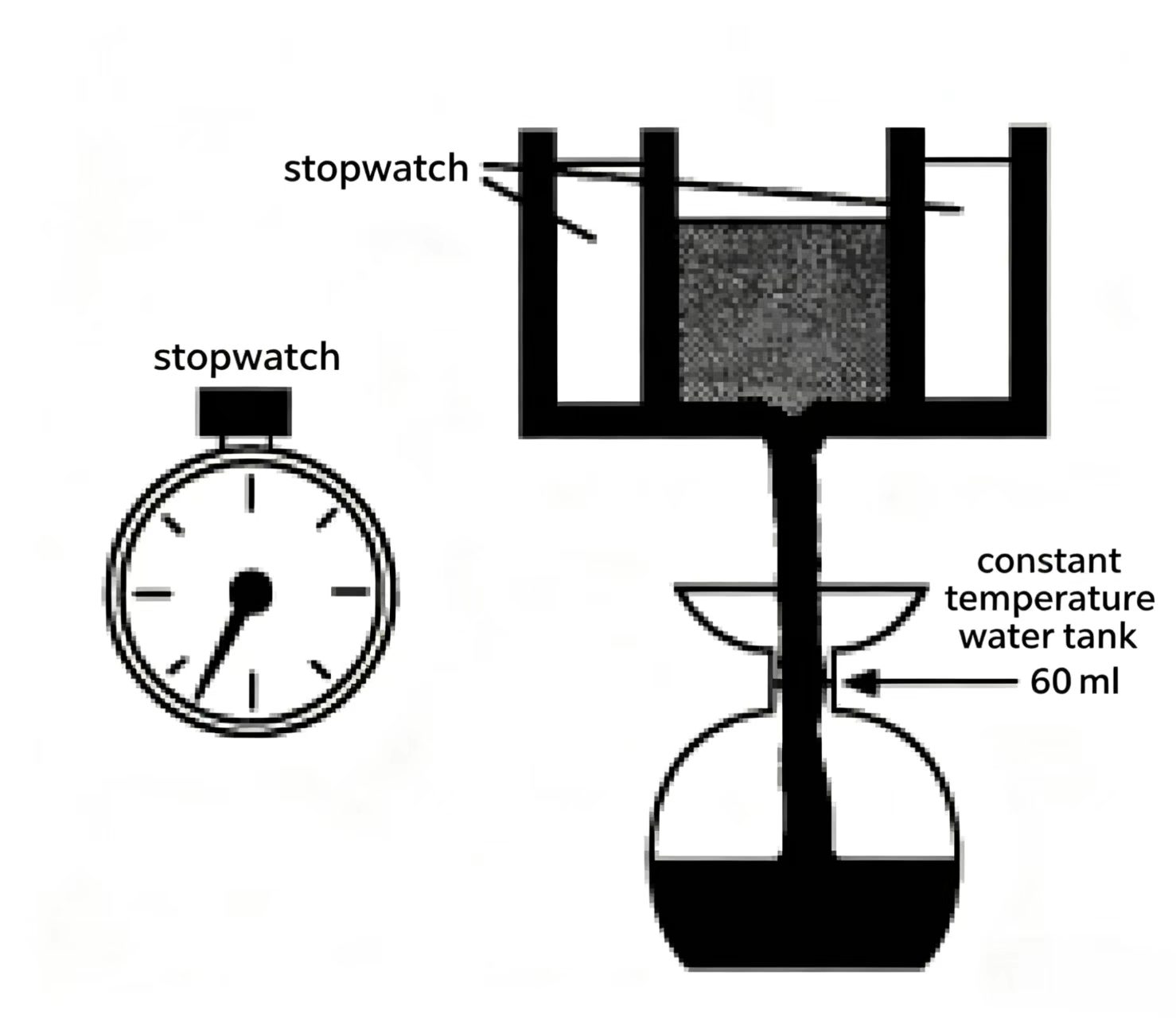
Figure 3-5 : Viscomètre Saybolt. L’huile est chauffée à une température prédéfinie, puis le temps d’écoulement de précisément 60 mL dans le flacon est mesuré. Le temps écoulé, en secondes, équivaut à la viscosité SUS.
La viscosité varie également en fonction de la pression du système. Lorsque la pression augmente, la viscosité augmente également (comme l’illustre la courbe sur la figure). Une augmentation de pression allant de 0 à 3 000 psi (207 bar) peut accroître la viscosité d’une huile hydraulique industrielle typique d’environ 40 %.
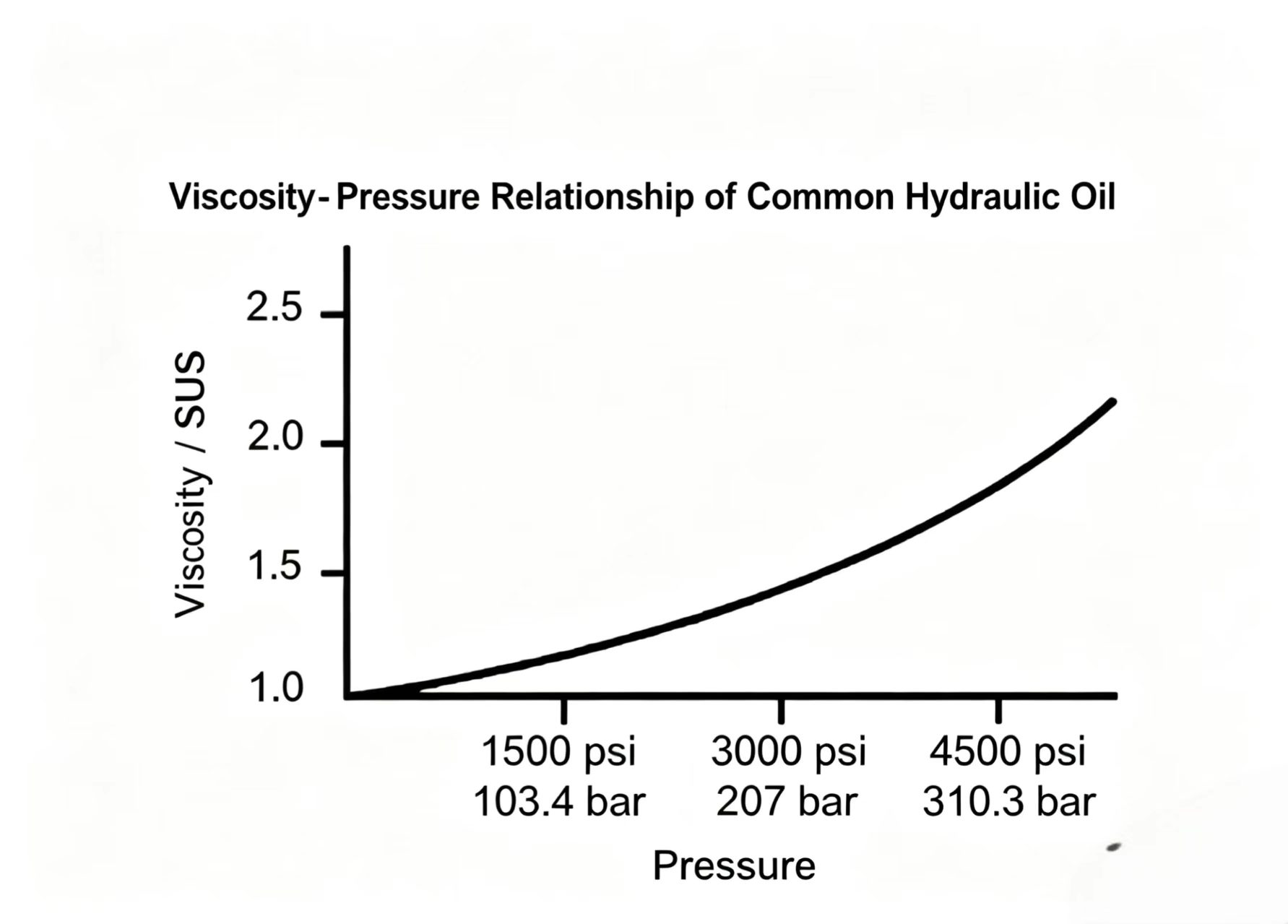
Figure 3-6 : La viscosité augmente avec la pression. À 3 000 psi (207 bar), la viscosité peut être supérieure de 40 % à celle mesurée à la pression atmosphérique.
La viscosité influe directement sur la génération de chaleur. Une huile à forte viscosité (par exemple, 500 SUS / 107,9 cSt) crée une résistance interne à l’écoulement plus importante qu’une huile à faible viscosité (par exemple, 150 SUS / 32 cSt), ce qui entraîne une production accrue de chaleur dans le système.
Dans la plupart des systèmes hydrauliques, la plage de viscosité de fonctionnement est de 150 à 250 SUS (32 à 53,9 cSt) à 100 °F (37,7 °C).
La viscosité est une résistance à l'écoulement, ce qui pourrait sembler indésirable. Toutefois, elle exerce un effet majeur sur la lubrification — elle est extrêmement importante pour former un bon film d'huile. Une viscosité plus élevée signifie un film plus épais et plus résistant. Mais l'huile doit également s'écouler librement ; ainsi, la viscosité appropriée doit équilibrer ces deux exigences.

Figure 3-7 : L'épaisseur du film d'huile varie en fonction de la viscosité. Une viscosité élevée produit un film plus épais, mais augmente la résistance à l'écoulement. Une viscosité faible permet un écoulement aisé, mais le film mince risque de se rompre sous charge.
La capacité à former un film d'huile stable constitue une propriété importante des huiles hydrauliques pétrolières. Nous désignons cette capacité par le terme « lubrifiante ». Il pourrait sembler que les pièces mobiles à grande vitesse soient difficiles à lubrifier, car la vitesse risquerait d'entraîner l'élimination du film — or, en réalité, la viscosité du liquide empêche généralement ce phénomène.
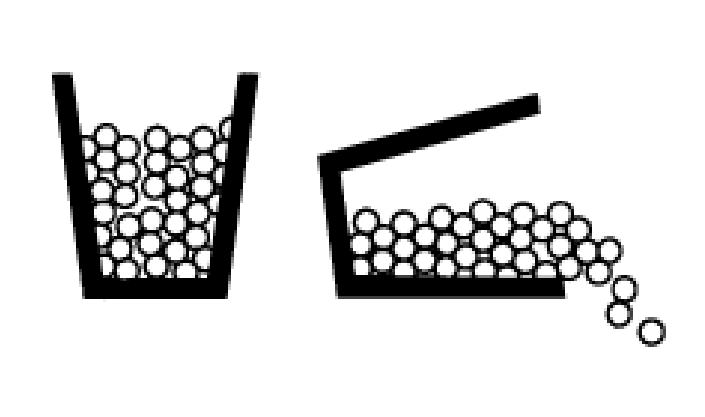
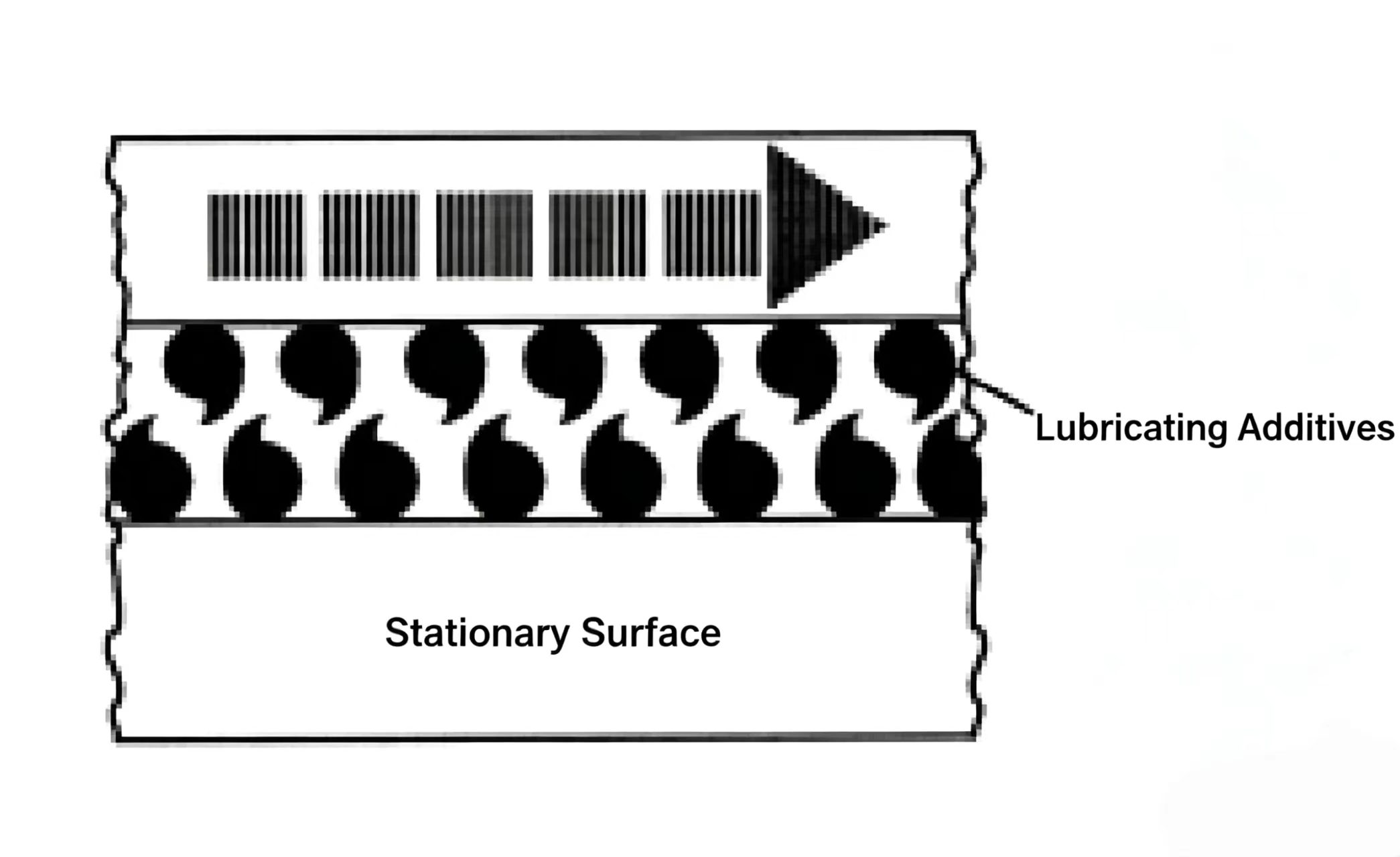
Lorsqu’un bloc métallique immobile repose sur une surface métallique huilée et qu’une force le pousse, le bord avant du bloc est légèrement soulevé. L’huile résiste à l’expulsion (en raison de sa viscosité) et un coin d’huile se forme sous le bloc. Ce coin soutient le bloc pendant son déplacement — comme un bateau sur l’eau. Tant que la pression exercée sur le bloc en mouvement reste dans une certaine plage, le coin d’huile empêche tout contact métal-sur-métal direct entre les surfaces. Il s’agit de la lubrification dynamique (hydrodynamique).
Les liquides peu visqueux, tels que l’eau, sont facilement expulsés dans des conditions de faible vitesse et de forte charge — le coin ne peut pas se former complètement et le film se rompt facilement.
Lorsque les composants d’un système sont en mouvement, le processus hydrodynamique assure une bonne lubrification. Toutefois, au démarrage ou lorsque la pression qui sollicite les composants est excessive, la capacité de l’huile à former un film stable (lubrifiante) devient essentielle.

Figure 3-8 Lubrification hydrodynamique. Lorsque le bloc se déplace, un coin d’huile se forme, supportant la charge et empêchant tout contact métal-sur-métal entre les surfaces.
La viscosité influe également sur l’efficacité avec laquelle l’huile assure l’étanchéité des jeux serrés entre pièces mobiles. De nombreux composants hydrauliques (pompes, moteurs, valves) reposent sur une étanchéité métal-sur-métal : il n’y a pas de joints en caoutchouc entre, par exemple, un piston et son alésage dans une pompe à pistons. Seul un fin film d’huile est présent dans le jeu.
Ces jeux entre pièces agissent comme des orifices fixes : ils réduisent continuellement un faible débit de fuite. Cette fuite lubrifie et assure l’étanchéité. Une fuite trop faible entraîne une lubrification insuffisante ; une fuite trop importante provoque une perte de débit dans le système, une baisse de rendement et une génération inutile de chaleur.
Pour un étanchéité optimale, les jeux doivent être aussi faibles que possible — mais pas si faibles que l’huile ne puisse assurer la lubrification, ni si importants que des fuites excessives se produisent. Le jeu optimal équilibre étanchéité et lubrification.
Lorsque la viscosité de l’huile est trop faible (huile trop fluide), les fuites à travers les jeux deviennent excessives. Cela réduit le débit atteignant les vérins et génère une chaleur superflue. Lorsque la viscosité est trop élevée, le film lubrifiant se forme toutefois, mais la résistance à l’écoulement augmente et le rendement du système diminue.
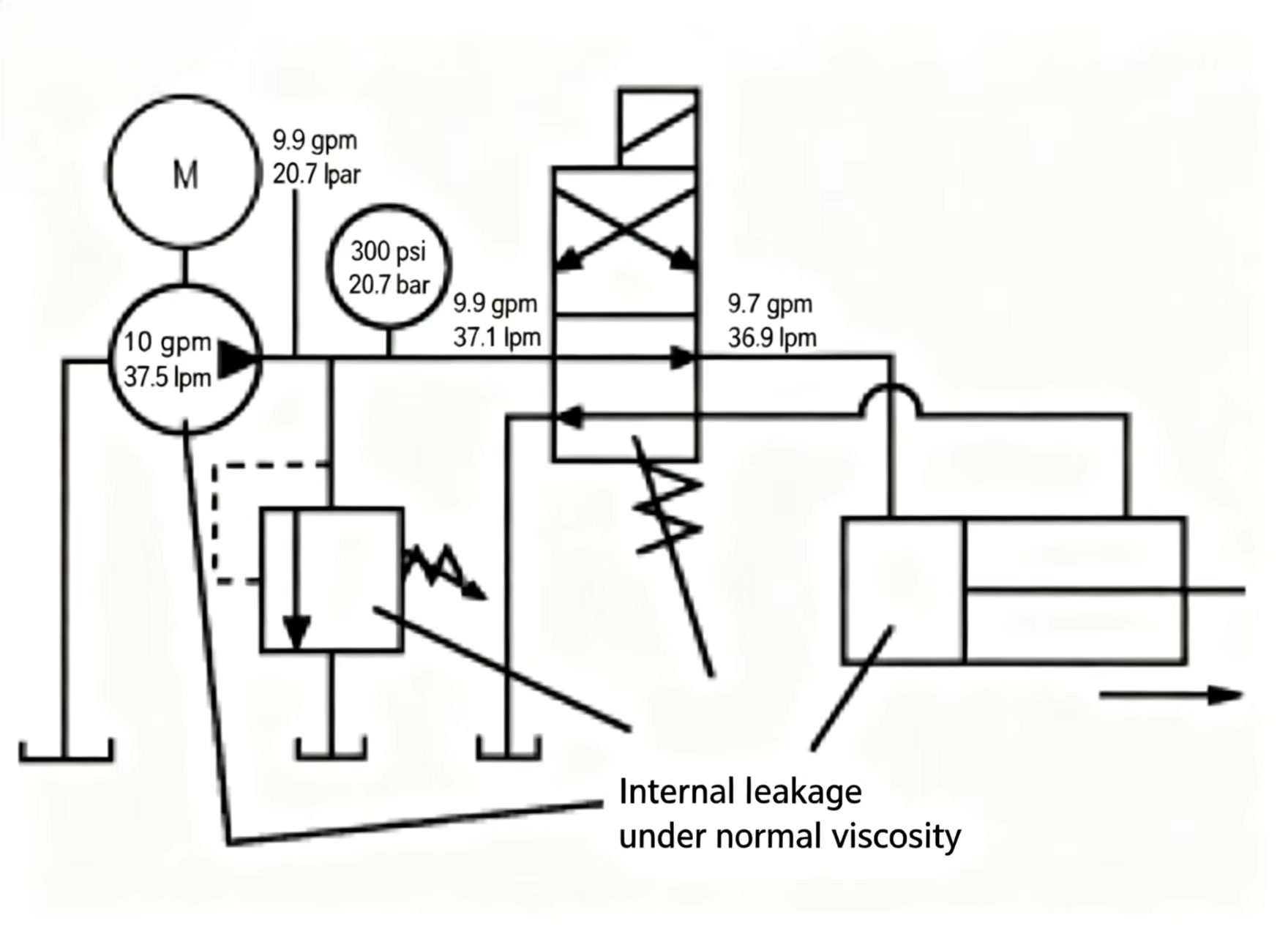
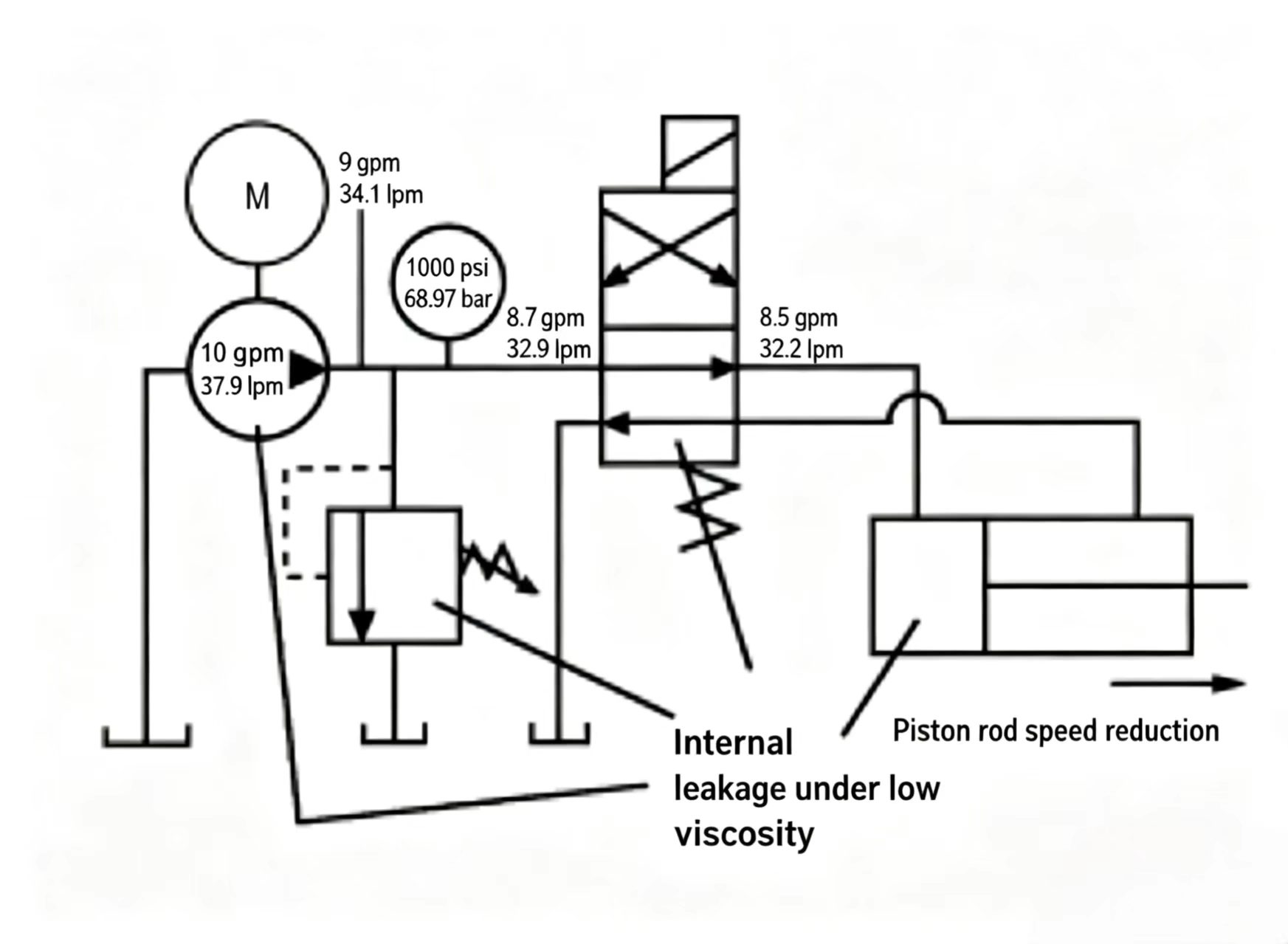
Figure 3-9 : Effet d’une viscosité faible sur les fuites internes. Avec une huile fluide, les fuites à travers les jeux métal-sur-métal augmentent, réduisant le débit atteignant le vérin.
La viscosité de l’huile hydraulique est un paramètre important dans un système hydraulique. Or, la viscosité varie avec la température ; ainsi, si le système ne peut maintenir une température de fonctionnement constante, la viscosité de l’huile doit rester relativement stable sur la plage de températures de fonctionnement.
L'indice de viscosité (VI) décrit dans quelle mesure la viscosité varie en fonction de la température. Cette relation utilise le tableau normalisé ASTM (American Society for Testing and Materials) de la viscosité en fonction de la température : lorsque la viscosité de l’huile à deux températures différentes est portée sur ce tableau, on obtient une droite. La viscosité à toute autre température peut alors être lue directement sur cette droite (cette méthode est valable pour les huiles de base dépourvues d’additifs chimiques ; les additifs peuvent modifier la relation naturelle entre viscosité et température).
Si deux courbes d’huile sont tracées sur le même tableau, la droite la plus horizontale correspond à l’huile présentant l’indice de viscosité le plus élevé. Par exemple :
La droite de l’huile A est plus plate — sa viscosité varie moins avec la température — donc l’huile A possède un indice de viscosité plus élevé.
Lorsque le concept d'indice de viscosité (VI) a été introduit pour la première fois, l'échelle allait de 0 (le pire, le plus sensible à la température) à 100 (le meilleur, le moins sensible). Les méthodes modernes de raffinage permettent d'obtenir des huiles dont l'indice de viscosité dépasse 100. Dans les systèmes hydrauliques modernes, un indice de viscosité ≥ 90 est généralement requis, bien que, pour les systèmes fonctionnant à une température relativement constante, l'indice de viscosité soit moins déterminant.

Figure 3-10 : Diagramme ASTM de la viscosité en fonction de la température. Plus la ligne est horizontale, plus l'indice de viscosité est élevé — l'huile est alors moins sensible aux variations de température.
L'huile hydraulique pétrolière constitue un bon lubrifiant pour les systèmes hydrauliques, mais elle possède une plage de viscosité dans laquelle son efficacité est optimale. Si la viscosité de l'huile est trop faible, le film huileux est trop mince (comme de l'eau), et les composants subissent une usure. Si la viscosité est trop élevée, l'huile ne parvient pas à s'écouler suffisamment rapidement dans les paliers, entraînant une privation de lubrifiant pour les composants.
Les composants rotatifs — pompes et moteurs hydrauliques — nécessitent particulièrement une bonne lubrification des roulements. Les fabricants de pompes spécifient la plage de viscosité adaptée à leurs produits. Si ces composants sont correctement lubrifiés, tous les autres composants du système le sont également de façon adéquate.
Une fois la plage de viscosité requise connue, la plage de température de fonctionnement du système détermine l’huile hydraulique spécifique à choisir. Par exemple, si un système exige une viscosité comprise entre 70 et 250 SUS (15–54 cSt) et que sa température de fonctionnement est de 80 à 140 °F (26,7 à 60 °C), choisissez l’huile Y. Si la plage de température est de 110 à 170 °F (43,3 à 76,7 °C), choisissez l’huile Z.
Même dans les environnements industriels, la température peut chuter très bas. Afin de garantir que la pompe puisse aspirer normalement l’huile au démarrage, les fabricants de pompes spécifient la viscosité maximale autorisée au démarrage : typiquement 1 000 SUS (216 cSt) pour les pompes à pistons, et 7 500 SUS (1 618 cSt) pour les pompes à palettes et à engrenages.
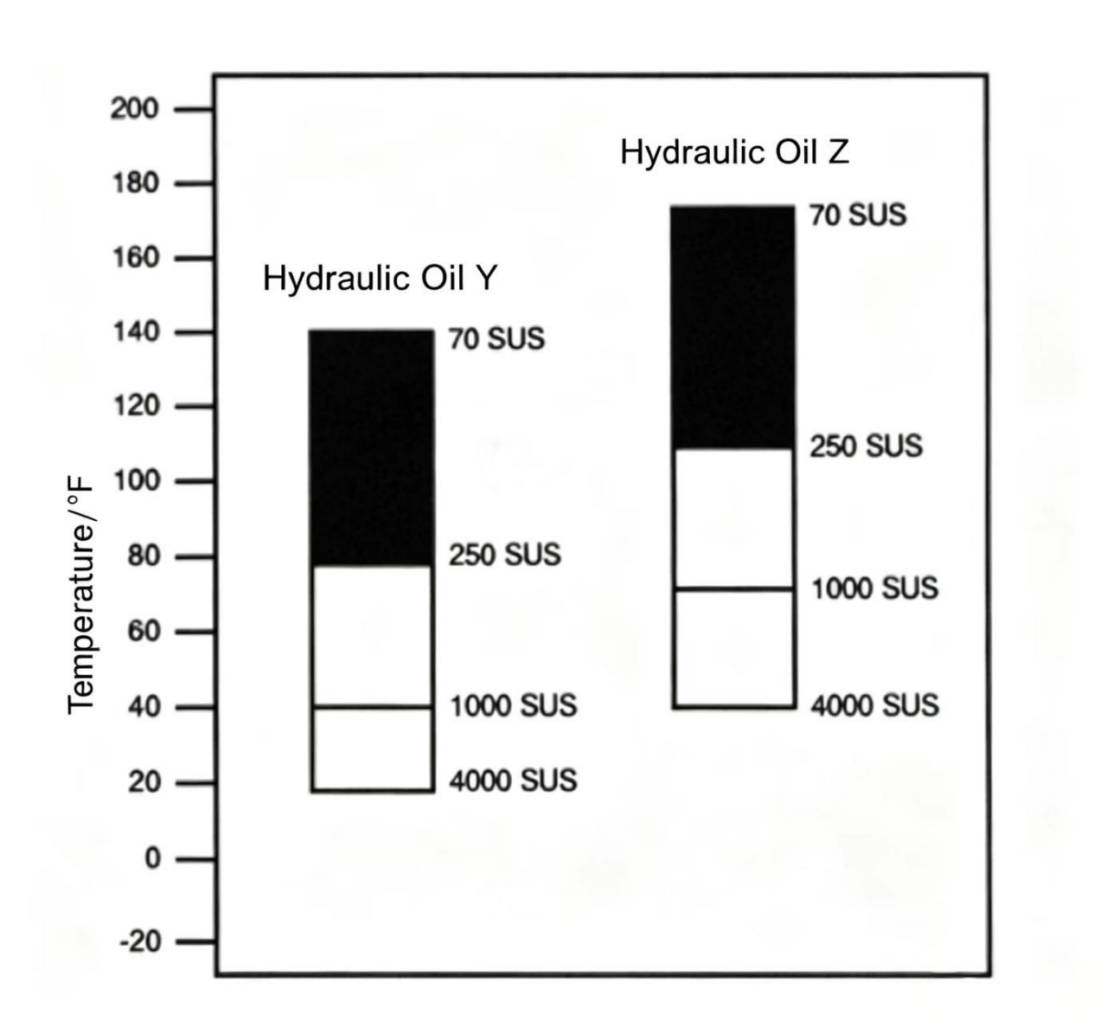
Figure 3-11 : Choix de la classe d’huile en fonction de la température de fonctionnement. La bande ombrée indique la plage de viscosité utilisable. Sélectionnez l’huile dont la bande couvre votre plage de températures de fonctionnement.
Le tableau ASTM des viscosités ne mentionne pas le point d’écoulement. À des températures très basses, l’huile minérale cesse totalement de s’écouler — des cristaux cireux de paraffine précipitent hors de l’huile et bloquent l’écoulement. Le point d’écoulement est la température la plus basse à laquelle une huile hydraulique peut encore s’écouler, mesurée dans les conditions de laboratoire ASTM.
Dans un système réel, si la limite maximale de viscosité à la mise en service est respectée, le point d’écoulement ne doit généralement pas être vérifié séparément. Toutefois, si le système peut fonctionner à des températures extrêmement basses, le point d’écoulement de l’huile doit être d’au moins 20 °F inférieur à la température minimale de fonctionnement prévue.
Les données relatives au point d’écoulement d’une huile donnée figurent sur sa fiche technique produit.
Lorsqu’un système hydraulique fonctionne jour après jour, l’huile minérale est soumise à des conditions exigeantes. Plusieurs problèmes peuvent survenir, affectant à la fois l’huile et le système : lubrification sous haute pression, oxydation de l’huile, contamination par l’eau, ingestion d’air et contamination par des particules solides. Des additifs chimiques présents dans l’huile permettent de résoudre bon nombre de ces problèmes.
Important : Les additifs chimiques ne peuvent pas résoudre intégralement tous les problèmes liés à l’huile, et aucune huile ne peut contenir tous les additifs possibles. Il n’existe pas d’« huile super » capable de tout faire. De nombreux additifs sont incompatibles entre eux : mélanger des huiles contenant des paquets d’additifs différents provenant de fournisseurs distincts peut provoquer des réactions nocives.
Une huile hydraulique minérale de bonne qualité n’est pas toujours un bon lubrifiant sous haute pression. Lorsque la pression augmente, le coin d’huile entre les pièces mobiles est plus facilement rompu, et le film adhésif (la lubrifiante) devient critique. Des additifs chimiques peuvent améliorer la lubrification sous haute pression ou la lubrification limite.

Il existe trois types d’additifs anti-usure :
Les trois types ne peuvent pas tous être utilisés dans la même huile — ils remplissent des fonctions différentes. Les additifs d’huileux/WR sont destinés aux systèmes à basse pression (inférieure à 1 000 psi / 68,97 bar). Les additifs EP sont principalement destinés aux systèmes fonctionnant à une pression supérieure à 3 000 psi (207 bar) ou aux lubrifiants pour engrenages et machines-outils. Les additifs AW couvrent la plage intermédiaire (1 000–3 000 psi / 68,97–207 bar).
Pour vérifier si une huile contient des additifs anti-usure, consultez le nom de l’huile ou la fiche technique du fournisseur. Exemple : « Hamony 48 AW » (Gulf Oil Co.) — « AW » signifie anti-usure ; « Sunvis 816 WR » (Sun Oil Co.) — « WR » signifie réducteur d’usure.
De nombreux producteurs d’huiles raffinées n’indiquent pas la teneur en additifs anti-usure dans le nom du produit ; pour des huiles spécifiques, consultez toujours la fiche technique. Si un système présente des problèmes d’usure excessifs et que l’huile ne contient pas d’additifs anti-usure, le passage à une huile AW peut s’avérer utile — mais vérifiez d’abord que l’usure n’est pas causée par une contamination de l’huile.
L'oxydation est la réaction chimique d'un matériau avec l'oxygène — un phénomène courant. Lorsque vous croquez dans une pomme et que sa chair brunît, il s'agit d'oxydation. Une aile de voiture égratignée et exposée à l'air réagit avec l'oxygène et rouille. Une grande partie du monde, y compris les huiles, s'oxyde de cette manière.
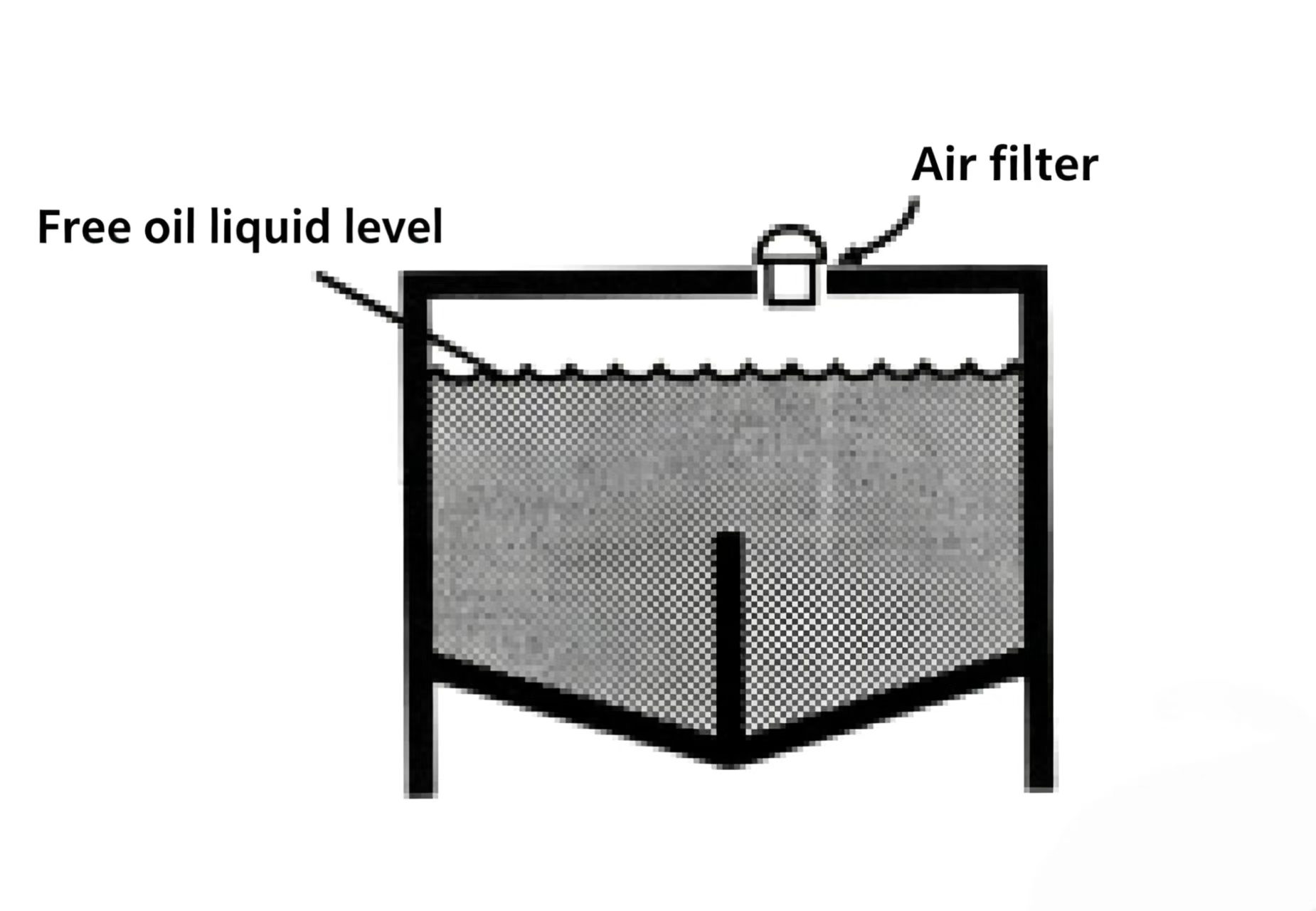
L'oxydation de l'huile dans un système hydraulique se produit principalement à deux endroits : le réservoir et la sortie de la pompe. Dans les deux cas, l'huile entre en contact avec l'oxygène, mais le processus d'oxydation diffère selon l'emplacement.
Dans le réservoir, la surface libre de l'huile réagit avec l'oxygène présent dans l'air. Les produits de cette réaction comprennent des acides faibles et des substances semblables à des savons. Ces acides corrodent les surfaces des composants et provoquent l'apparition de taches sombres. Ces savons recouvrent les surfaces des composants et obstruent les petits orifices des prises de pression et des passages de lubrification.
La chaleur accélère l'oxydation de l'huile. Chaque augmentation de 18 à 20 °F (10 à 11 °C) par rapport à la température moyenne du réservoir (130 °F / 54,4 °C) double approximativement le taux d'oxydation. Les particules de fer, de cuivre et les gouttelettes d'eau présentes dans l'huile accélèrent également l'oxydation.
Le deuxième endroit où l'huile s'oxyde est à la sortie de la pompe. Si la canalisation d'aspiration fuit de l'air ou si l'huile de retour perturbe le réservoir et provoque l'aspiration de bulles d'air par l'entrée de la pompe, ces bulles d'air atteignent la sortie haute pression de la pompe et implosent soudainement (s'effondrent violemment) sous haute pression. Ce phénomène génère une chaleur extrême localement. Des calculs montrent que, lorsqu'une bulle est comprimée depuis une pression proche de zéro jusqu'à 3 000 psi (207 bar), la température peut atteindre 2 100 °F (1 149 °C). À cette température, l'huile s'enflamme, produisant des dépôts semblables à de la résine ainsi qu'une odeur âcre de brûlé.
Si des produits d'oxydation se forment à la sortie de la pompe, la résine se dissout dans l'huile. Lorsque la résine entre en contact avec des surfaces chaudes (rotor de pompe, tiroir de vanne de sécurité, etc.), elle précipite hors de l'huile sous forme de dépôts de vernis sur ces surfaces, provoquant le coincement et le blocage des pièces mobiles.
La résine présente dans l'huile se combine également avec la poussière et les particules pour former des boues, qui obstruent les petits orifices des vannes et des filtres, et empêchent l'évacuation de la chaleur à travers les parois du réservoir. L'implosion des bulles à la sortie de la pompe constitue une cause majeure d'oxydation rapide de l'huile.

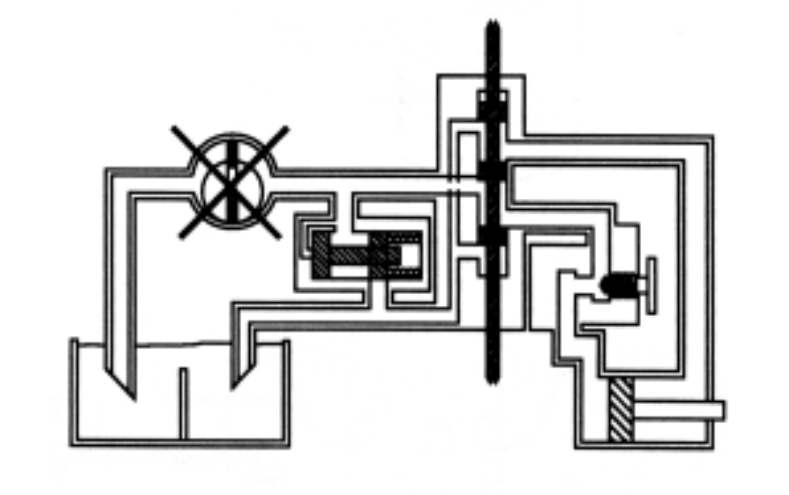
Figure 3-14 : Implosion d'une bulle d'air à la sortie de la pompe. Lorsque les bulles sont comprimées d'une pression basse à une pression élevée, les températures locales peuvent dépasser 2 000 °F — suffisamment pour enflammer l'huile et former des dépôts de vernis.
Comparer un échantillon d'huile prélevé dans le système (éventuellement oxydée) avec un échantillon d'huile fraîche provenant du fût, à la même température. L’huile fraîche présente une sensation nettement collante lorsqu’elle est frottée entre le pouce et l’index, et elle adhère aux doigts. L’huile oxydée, en revanche, a une consistance aqueuse : elle s’écoule comme de l’eau, avec une faible tackivité et une mauvaise adhérence.
L’huile oxydée par implosion des bulles dégage également une odeur âcre et piquante. Si l’échantillon présente des signes d’oxydation, l’envoyer à un laboratoire pour analyse. Si elle ne peut pas être régénérée, rincer entièrement le système et le remplir à nouveau avec de l’huile neuve.

Toute huile hydraulique contient une certaine quantité d’humidité. En petites quantités, l’eau se divise en gouttelettes microscopiques qui sont entraînées par l’huile. L’eau et l’huile ne sont pas miscibles (sauf dans le cas des huiles solubles dans l’eau) ; en grandes quantités, l’eau sédimente au fond du réservoir.
Si l’huile contient déjà des acides et des résines issus de l’oxydation, ceux-ci accélèrent la rétention d’eau.
La comparaison de l'échantillon suspect avec un échantillon d'huile fraîche constitue le contrôle de base. Placez de l'huile fraîche dans un flacon en verre et tenez-le devant une source lumineuse : elle est limpide, avec de légères bulles. Si un échantillon contient 0,5 % d'eau, il apparaît trouble ou voilé. À 1 % d'eau, il prend une apparence laiteuse.
Une autre méthode consiste à chauffer l'échantillon laiteux/voilé : s'il devient limpide après un certain temps, de l'eau était probablement présente. Si l'huile contient une grande quantité d'eau, la majeure partie finira par se séparer naturellement ; une séparation centrifuge peut accélérer ce processus si le temps est un facteur déterminant.
Si l'huile ne contient qu'une faible quantité d'eau (< 0,5 %) et que les exigences du système ne sont pas extrêmement strictes, son remplacement immédiat n'est peut-être pas nécessaire. La présence d'eau dans l'huile accélère l'oxydation et réduit la lubrifiante ; l'eau elle-même finit par s'évaporer, mais les produits d'oxydation qu'elle a engendrés demeurent et continuent à causer des dommages. Si l'état de l'huile est limite, envoyez-la à un laboratoire.
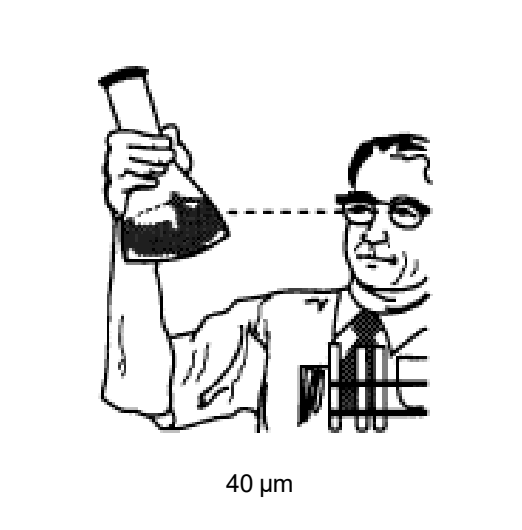
Figure 3-16 : Vérification visuelle de la présence d'eau. La teneur en eau de l'huile peut être estimée en observant le degré de trouble de l'échantillon lorsqu'il est tenu devant une source lumineuse.
Du point de vue d’un système hydraulique, la corrosion est une attaque chimique des surfaces des composants causée par des acides formés lors de l’oxydation de l’huile. La rouille est l’oxydation des surfaces à base de fer provoquée par la présence d’eau dans l’huile.
La corrosion dissout le métal et l’élimine — réduisant ainsi les dimensions et la masse des pièces de précision. La rouille ajoute du matériau aux surfaces en fer — augmentant leurs dimensions et leur masse. Lorsque les composants de précision changent de dimension, leur efficacité et leurs performances sont affectées. Ni la corrosion ni la rouille ne sont acceptables dans un système hydraulique.
Même de très faibles quantités d’eau dans l’huile peuvent provoquer la formation de rouille sur les surfaces des composants en fer. Dans des conditions naturelles, l’huile seule ne fournit pas une protection anticorrosion suffisante, et il est pratiquement impossible d’empêcher toute entrée d’eau dans un système hydraulique — c’est pourquoi la plupart des huiles hydrauliques contiennent des inhibiteurs de rouille, qui forment un film protecteur chimique sur les surfaces métalliques.
L'interaction air-huile dans le réservoir produit également des produits d'oxydation qui attaquent progressivement les surfaces métalliques et accélèrent davantage l'oxydation de l'huile. Des inhibiteurs d'oxydation sont donc également ajoutés — ces produits chimiques interrompent la réaction en chaîne d'oxydation.
L'oxydation à haute température provoquée par l'implosion des bulles à la sortie de la pompe ne peut pas être empêchée uniquement par des moyens chimiques ; elle ne peut être maîtrisée qu'en éliminant l'air du débit à l'entrée de la pompe. Les additifs anti-oxydants et anti-corrosion (R&O) constituent la base de la formulation additive de la plupart des huiles hydrauliques industrielles. Les huiles contenant ces additifs sont parfois désignées sous le nom d'« huiles R&O ». Les huiles R&O transparentes (claires) de qualité supérieure représentent la gamme la plus performante ; des huiles pour turbines de qualité inférieure peuvent toutefois convenir à de nombreuses applications hydrauliques et sont étiquetées « huiles R&O inférieures à la qualité turbine ».
Le retour de l'huile vers le réservoir doit permettre la libération de toute l'air entraîné présent dans le système. Dans certains systèmes, les fuites d'air côté aspiration sont importantes, et lorsque l'huile de retour éclabousse le réservoir, elle génère de l'écume — ce qui finit par entraîner le réaspiration de l'air entraîné par la pompe, provoquant une instabilité du système, une accélération de l'oxydation, des bruits anormaux, et potentiellement un débordement d'huile hors du réservoir, créant ainsi un risque pour l'environnement.
La meilleure solution consiste à réparer les fuites et à repenser le circuit de retour, par exemple en utilisant un déflecteur dans le réservoir ou en augmentant le diamètre de la canalisation de retour afin de réduire la vitesse d'entrée de l'huile dans le réservoir. Pour des raisons économiques, pratiques ou pédagogiques, on peut recourir à des additifs chimiques à la place.
Les additifs anti-mousse empêchent la formation d’écume dans l’huile. Certains agissent en regroupant les petites bulles pour former des bulles plus grosses qui remontent à la surface et éclatent. Un autre type agit en entravant l’élimination de l’air afin de réduire l’écume, mais augmente le nombre de microbulles présentes dans le système. Lors du choix d’un additif anti-mousse, veillez à sélectionner celui qui permet à l’air de s’échapper — et non celui qui piège davantage d’air.
Vérifiez la formation d’écume dans l’huile en prélevant un échantillon depuis le réservoir. Une inspection visuelle vous indique rapidement si l’huile contient de l’air. Les échantillons doivent être prélevés aussi près que possible de l’entrée de la pompe afin que l’échantillon représente fidèlement l’huile effectivement admise dans le système.
Autres signes de présence d’air dans le système : bruit aigu et irrégulier provenant de la pompe ; celle-ci peut émettre périodiquement un bruit sourd et violent, comme si quelqu’un tirait un coup de feu à l’intérieur. Des mouvements erratiques du vérin et des indications instables sur le manomètre constituent également des signes de présence d’air.
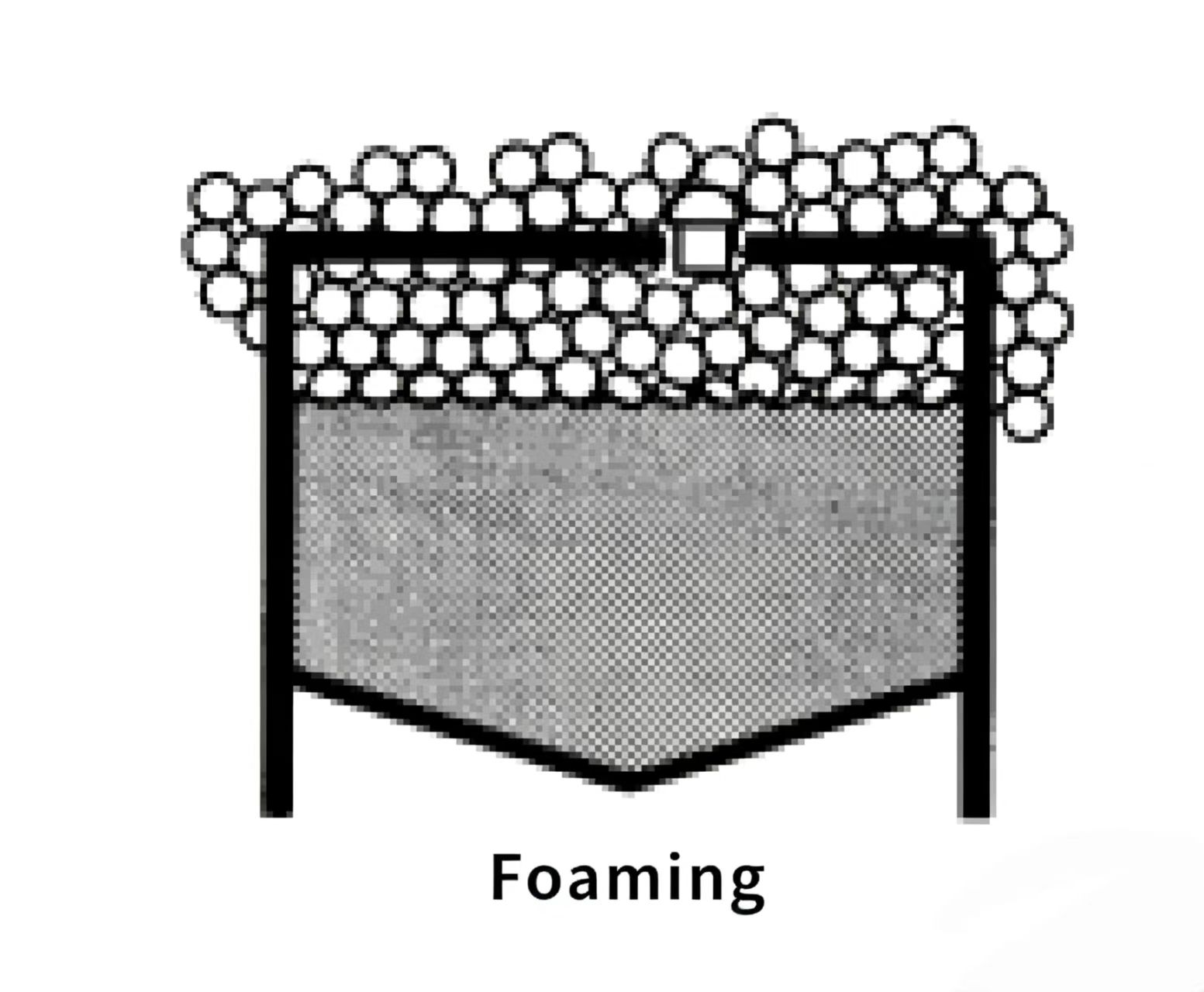
Figure 3-18 Air dans le système hydraulique. Présence d’écume à la surface du réservoir (à gauche) ou bruit anormal de la pompe (à droite), deux signes révélateurs d’une entrée d’air dans le système.
Le principal problème rencontré avec l’huile hydraulique en service est la contamination. Les contaminants peuvent être de l’eau, de l’air ou des particules solides — ces dernières étant les plus fréquentes et les plus dommageables.
Les contaminants solides peuvent obstruer les orifices des valves de commande, provoquer le grippage de pièces mobiles, accélérer l’usure et catalyser l’oxydation de l’huile.
Un contaminant est toute substance insoluble présente dans l’huile. Les contaminants pénètrent dans le système de diverses manières : lors de la fabrication, du montage, du stockage et du transport des composants du système ; depuis l’environnement extérieur, par des joints de tige de vérin usés ou un clapet d’aération du réservoir défectueux ; et à partir du système lui-même — des pièces internes usées génèrent continuellement des particules métalliques. La contamination ne cesse jamais.
Aucun additif chimique ne peut éliminer les contaminants de l'huile ni empêcher leur pénétration. L’objectif d’une bonne conception et d’un bon entretien du système est d’empêcher l’entrée des contaminants, tandis que l’élimination des contaminants présents dans l’huile relève de la responsabilité des filtres et de l’équipe d’entretien.
L’œil nu ne permet pas d’évaluer de façon fiable le niveau de contamination. L’observation de l’huile dans une fiole en verre à la lumière ne constitue pas un contrôle précis de la contamination : de nombreuses particules nocives pour les systèmes hydrauliques sont trop petites pour être visibles. Une évaluation précise de la contamination nécessite une analyse en laboratoire.
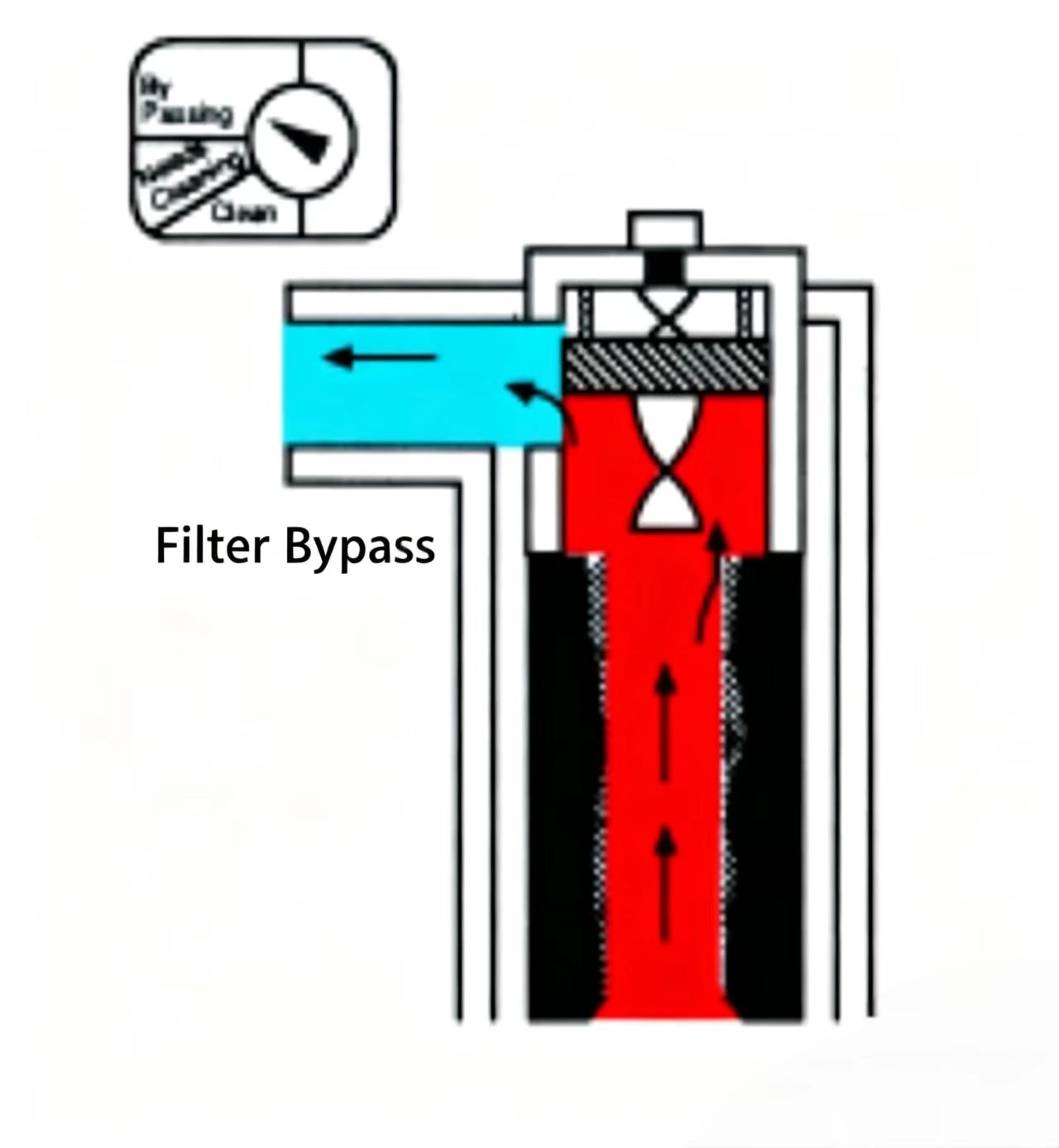
L’indicateur de colmatage du filtre du système offre une autre méthode de vérification de la contamination. Si le filtre est correctement dimensionné pour le système et si l’indicateur fonctionne correctement : une indication « propre » signifie que l’huile est suffisamment propre pour le système ; une indication « nécessite un entretien » signifie que le filtre requiert un entretien ou un remplacement ; si l’indicateur indique un contournement (bypass), l’huile est très sale et le filtre nécessite un entretien immédiat.

Figure 3-19 Indicateur de l’état du filtre. « Propre » (haut) : l’huile est acceptable. « Entretien requis » (milieu) : effectuer l’entretien ou remplacer l’élément. « Contourné » (bas) : l’huile est très sale — procéder immédiatement à l’entretien.
Comme mentionné précédemment, l’huile hydraulique remplit plusieurs fonctions dans le système et contient divers additifs destinés à soutenir ces fonctions. Elle mérite une attention particulière pendant son stockage, son transport vers le réservoir et tout au long du fonctionnement du système.
Pendant le stockage, l’objectif principal est de conserver l’huile dans les meilleures conditions possibles. La contamination de l’huile dans les fûts de stockage n’est pas seulement un gaspillage — elle peut également alimenter le système avec une huile dégradée et compromettre sa fiabilité.
Les fûts doivent être entreposés dans un lieu propre et sec. Les fûts entreposés en extérieur doivent être placés horizontalement afin d’empêcher l’eau de s’accumuler sur le dessus et de pénétrer par le joint du bouchon.
Avant de commencer le transfert d'huile, nettoyez le couvercle du fût, puis préparez tous les outils et équipements nécessaires : tuyau souple, pompe de transfert, entonnoir, filtre de remplissage du réservoir et mains propres. Vérifiez que la marque et la viscosité indiquées sur le fût correspondent à celles requises. Toutes les huiles hydrauliques ne contiennent pas les mêmes additifs ; il est donc recommandé de ne pas mélanger des huiles provenant de fournisseurs différents, sauf autorisation expresse de ce dernier.
Une fois l'huile introduite dans le système, assurez son entretien et sa surveillance aux intervalles spécifiés. L'entretien de l'huile comprend : le complément jusqu'au niveau minimal (utilisez la même huile ou une huile compatible avec celle déjà présente), la gestion des fuites et le remplacement de l'élément filtrant.
Changer régulièrement l’élément filtrant est très bénéfique. La contamination est extrêmement nocive pour l’huile, car elle catalyse son oxydation, notamment lorsque les particules contaminantes sont du fer, du plomb ou du cuivre. Les filtres éliminent la majeure partie des contaminants présents dans le flux, mais ne peuvent pas purger complètement le système de ces contaminants : ils assurent uniquement la maintenance de l’huile. Si l’indicateur de filtre s’allume sans qu’une intervention ne soit effectuée rapidement, de grandes quantités de contaminants non filtrés contournent le filtre en aval, endommageant ainsi les composants ; par ailleurs, les contaminants piégés dans l’élément sale demeurent dans le système et continuent de catalyser l’oxydation.
Les éléments filtrants de type treillis peuvent être nettoyés et réutilisés. L’efficacité du nettoyage dépend de la rigueur avec laquelle celui-ci est effectué, et non de la méthode de nettoyage elle-même.
Méthode courante : faire tremper dans un solvant propre ou dans de l’eau chaude savonneuse, puis souffler à l’air comprimé pour éliminer les résidus. L’utilisation d’une brosse souple (brosse à peinture neuve) facilite le nettoyage de la maille. N’utilisez jamais de brosses métalliques ni de matériaux abrasifs. Après le nettoyage, tenez l’élément devant une source lumineuse pour l’inspecter : les zones grises ou noires indiquent qu’un nettoyage supplémentaire est nécessaire.
Le nettoyage par ultrasons est plus coûteux, mais plus pratique : placez l’élément sale dans le nettoyeur à ultrasons pendant une durée prédéfinie, puis retirez-le propre et prêt à être réutilisé. Les éléments filtrants dont la granulométrie est de 40 μm ou inférieure doivent être nettoyés à l’aide d’un nettoyeur à ultrasons afin de restaurer efficacement leur durée de service.
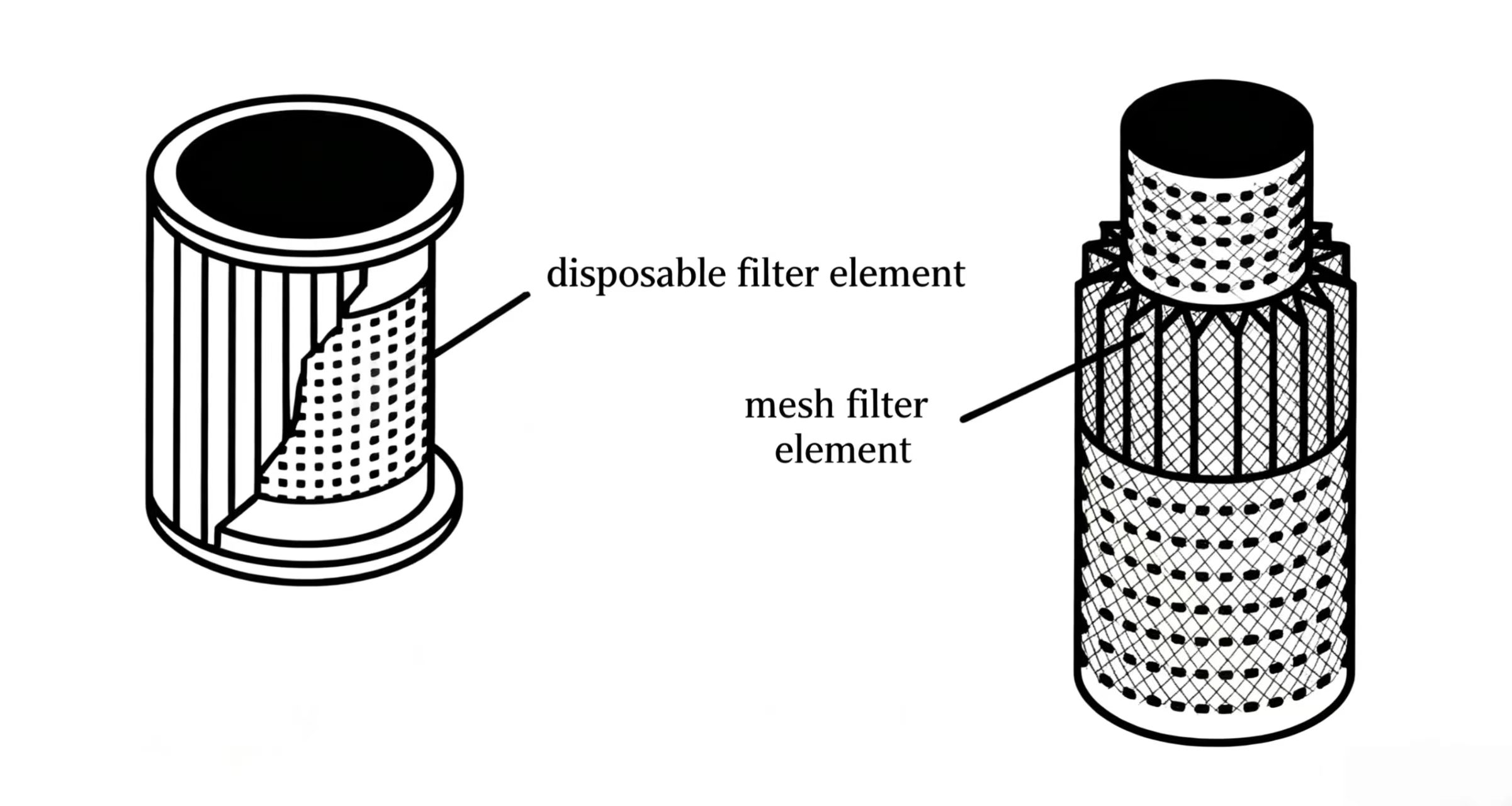
Figure 3-20 : Nettoyage d’un élément filtrant en maille. (À gauche) Nettoyeur à ultrasons destiné aux éléments fins. (À droite) Tenir l’élément propre devant une source lumineuse pour vérifier la présence de zones encore obstruées.
CONCEPTS CLÉS – CHAPITRE 3
|
Concept |
Fait Principal |
Implication pratique |
|
Viscosité |
Résistance à l’écoulement ; diminue avec la chaleur, augmente avec le froid/la pression |
Doit rester compris entre 150 et 250 SUS (32–54 cSt) à 100 °F pour la plupart des systèmes |
|
Indice de viscosité (IV) |
Stabilité de la viscosité sur la plage de températures |
VI ≥ 90 requis pour les systèmes hydrauliques modernes |
|
Point de congélation |
Température minimale à laquelle l’huile s’écoule encore |
Doit être d’au moins 20 °F inférieure à la température minimale de démarrage |
|
Film huileux / lubrifiante |
Capacité à former et à maintenir un film entre les surfaces |
Critique au démarrage et sous haute pression — les additifs anti-usure (AW) y contribuent |
|
Types d’additifs |
WR (huileux), AW (anti-usure), EP (pression extrême) |
Associer l’additif à la plage de pression ; ne pas mélanger des huiles incompatibles |
|
Oxydation |
L'huile réagit avec l'oxygène — produit des acides, des boues et des vernis |
Utiliser des huiles R&O ; maintenir la température basse ; éliminer les bulles d'air |
|
Contamination de l'eau |
Favorise la rouille et accélère l'oxydation |
Test visuel : trouble = 0,5 % d'eau ; laiteux = 1 % d'eau |
|
Contamination |
Particules solides — première cause de pannes hydrauliques |
Entretenir les filtres ; inspecter régulièrement l'indicateur ; changer l'huile selon les besoins |


Bienvenue chez HOVOO, une usine de joints chinoise. Production de joints en PU, caoutchouc et PTFE. Les joints incluent les joints toriques, joints pistons, joints tiges, anneaux gris et joints gaz.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}