33-99 No. Rue E Mufu, District de Gulou, Nanjing, Chine [email protected] | [email protected]
33-99 No. Rue E Mufu, District de Gulou, Nanjing, Chine [email protected] | [email protected]

Le cœur de la conception des joints d'étanchéité consiste à garantir que, grâce aux effets combinés de la structure, des tolérances, des matériaux et d'autres facteurs, le produit bloque tous les chemins de fuite tout au long de sa durée de vie utile.
Si vous ne vérifiez le joint qu'à l'état neuf et que vous négligez des aspects tels que les tolérances des joints toriques, les tolérances des pièces ou le comportement du joint après vieillissement, des fuites peuvent facilement survenir ultérieurement. Vous devez prendre en compte ces facteurs dès le début de la conception.
Les informations publiques classent les joints d'étanchéité en joints statiques et joints dynamiques (selon qu’il existe ou non un mouvement relatif entre le joint et les pièces pendant le fonctionnement). L’accent mis lors de la conception est très différent pour chacun d’eux. Cet article traite uniquement des joints statiques.
1. Principe d’étanchéité et modes de défaillance
2. Conception de la structure du joint torique
1. Modes de défaillance dans différents états
2. Pression de contact et longueur de contact à l’état de condition limite minimale (LMC)
3. Taux de remplissage et contrainte locale à l’état de condition limite maximale (MMC)
3. Résistance aux intempéries des joints toriques
1. Définition de la déformation permanente sous compression
2. Comment la déformation permanente sous charge est liée à la pression (taux de compression), à la température et au temps de vieillissement
3. Méthode d’évaluation rapide après vieillissement
4. Champ d’application de cet article et sujets futurs
Un produit assure l’étanchéité parce que l’élastomère (joint torique) est comprimé contre la surface de contact, empêchant ainsi le passage de gaz ou de liquide.
Du point de vue du chemin de fuite, l’inefficacité d’étanchéité prend deux formes principales :
• Fuite à l’interface : se produit entre le joint torique et la surface de contact lorsque l’ajustement n’est pas suffisamment précis. Le fluide s’écoule le long de l’interface ou de l’espace interstitiel.
• Perméation du matériau : les molécules de gaz ou de liquide traversent le caoutchouc ou le plastique lui-même au niveau moléculaire.
Dans la pratique ingénierie, le test par bulles sous pression positive permet généralement de détecter plus facilement les grandes fuites à l’interface. En revanche, la défaillance de l’isolation après trempage convient mieux pour évaluer si l’ensemble du produit présente une fuite au niveau système.
Remarque importante : Les résultats des essais ne permettent pas automatiquement d'identifier le mécanisme exact de défaillance. Par exemple, un produit peut ne présenter aucune bulle sous pression positive, mais présenter une défaillance d’isolation sous pression négative. Cela ne prouve pas qu’il s’agit d’une perméation du matériau — il pourrait tout aussi bien s’agir d’une fuite à l’interface, de défauts locaux dans la garniture d’étanchéité ou d’un autre chemin de fuite.
Tous les guides de conception publics insistent sur le fait que, lors de la conception d’une garniture d’étanchéité, il faut examiner conjointement la compression, le remplissage de la gorge, l’état d’étirement/d’assemblage, l’état de surface et les tolérances. Une compression insuffisante entraîne un mauvais contact ; une compression excessive peut accélérer la déformation permanente, rendre la force d’assemblage trop élevée ou provoquer des dommages locaux.
Pour la conception technique, vous pouvez utiliser l’analyse par éléments finis (AEF) afin de simuler le comportement de la garniture d’étanchéité sous étirement, pendant l’assemblage, etc., et évaluer sa fiabilité à partir de paramètres clés. Les points essentiels à examiner figurent ci-dessous.
Remarque : Ces valeurs constituent des indicateurs techniques indirects, et non des mesures directes de la fuite elle-même.
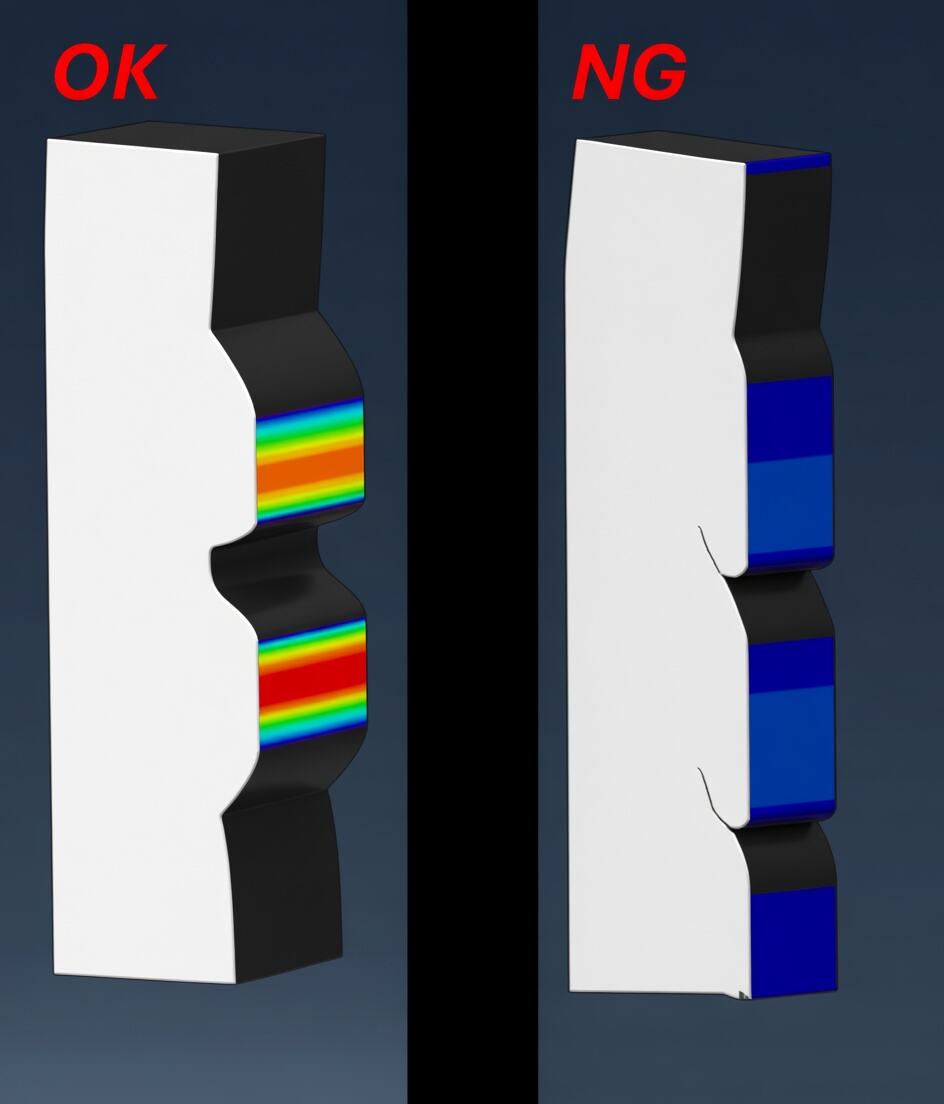
Lors de l'examen de la structure, vérifiez d'abord si des modes de défaillance évidents apparaissent sous différentes combinaisons de dimensions et dans différents états d'assemblage, par exemple :
• Effondrement de la lèvre d’étanchéité
• Enroulement ou pincement
• Extrusion locale
• Concentration anormale évidente de contraintes
Cette étape vous indique si le joint est toujours en bon état de fonctionnement. Même si le taux de compression nominal semble acceptable, la fiabilité peut tout de même diminuer si la lèvre d’étanchéité s’effondre ou se replie lors d’un assemblage extrême.
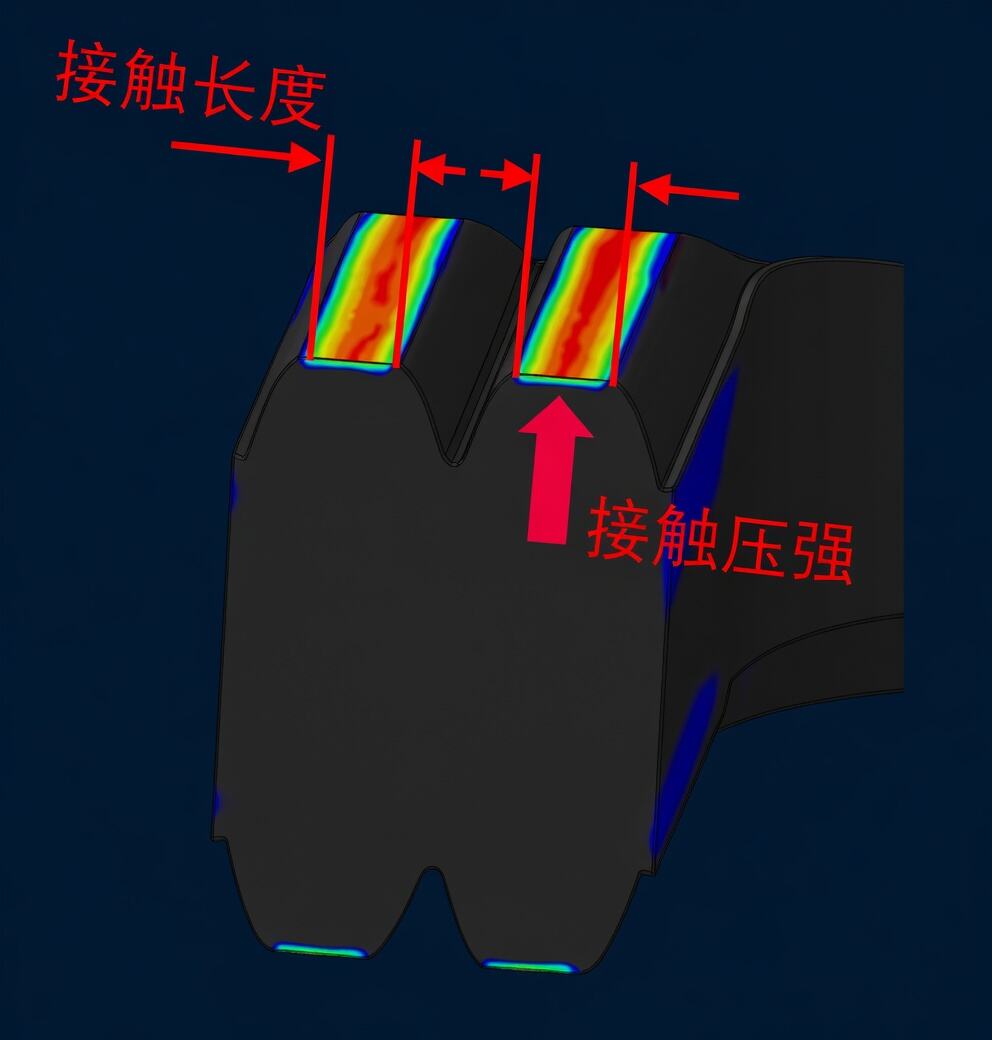
Pour les joints statiques, l’état LMC (dimension nominale minimale de la bague d’étanchéité, jeu maximal de la gorge dans les tolérances) constitue souvent le cas le plus critique, car cette combinaison entraîne plus facilement une réduction de la pression de contact et de la longueur de contact.
Dans le domaine des connecteurs, l'expérience montre que, pour le caoutchouc silicone, la conception initiale doit viser une pression positive supérieure à 500 kPa et une longueur de contact supérieure à 0,6 mm. Il s'agit d'une valeur de référence permettant d'atteindre une étanchéité à l'air de 28 kPa après 1008 h à 125 °C (équivalant approximativement à une profondeur d'eau de 3 m).
Remarques supplémentaires :
① Si nécessaire, prendre également en compte la déformation des pièces appariées sous l'effet de la force.
② La pression de contact et la longueur de contact constituent des vérifications de niveau macroscopique ; au niveau microscopique, il convient toutefois de considérer les canaux de fuite formés par la rugosité de surface.
En condition MMC, la bague d’étanchéité risque davantage d’être surcompressée. Porter une attention particulière à :
• La valeur du taux de remplissage de la section transversale (celle-ci doit rester inférieure à 100 %).
• Le fait que la contrainte locale ne dépasse pas la résistance du matériau (elle doit rester inférieure à la résistance à la traction du caoutchouc) et qu’il n’y ait pas de tendance à l’écrasement.
• L’existence d’un risque d’extrusion.
La première partie traitait des performances de la bague d’étanchéité à l’état neuf, et la méthode des éléments finis (MEF) peut fournir des résultats relativement précis à ce sujet.
Toutefois, les matériaux en caoutchouc subissent une déformation permanente sous compression, une relaxation des contraintes, un vieillissement thermique et une dégradation de leurs propriétés au fil du temps, si bien que l’interface d’étanchéité perd progressivement sa force de contact initiale.
Le fait de réussir les vérifications initiales ne signifie pas qu’elle restera fiable jusqu’à la fin de sa durée de vie. Vous devez prendre en compte les facteurs de vieillissement dès la phase de conception.
La déformation permanente sous compression est un indice clé pour évaluer la capacité du caoutchouc à conserver son élasticité après une compression prolongée.
Cela signifie que, après avoir été comprimée et vieillie pendant une longue période, la bague d’étanchéité ne parvient pas à retrouver entièrement sa forme initiale une fois la pression supprimée. Plus la déformation permanente sous compression est importante, plus sa capacité de récupération est faible et plus le risque de perte d’un contact d’étanchéité efficace en fin de vie est élevé.
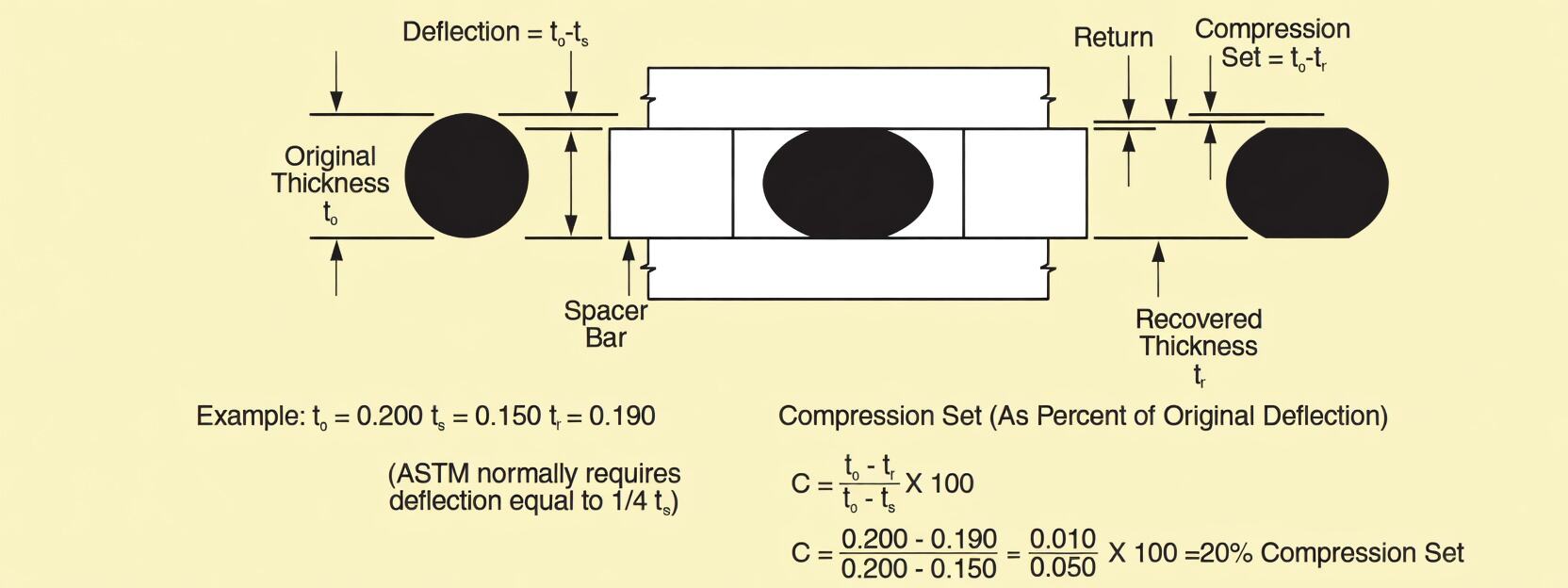
(L’article présente ici un schéma illustrant la déformation permanente sous compression.)
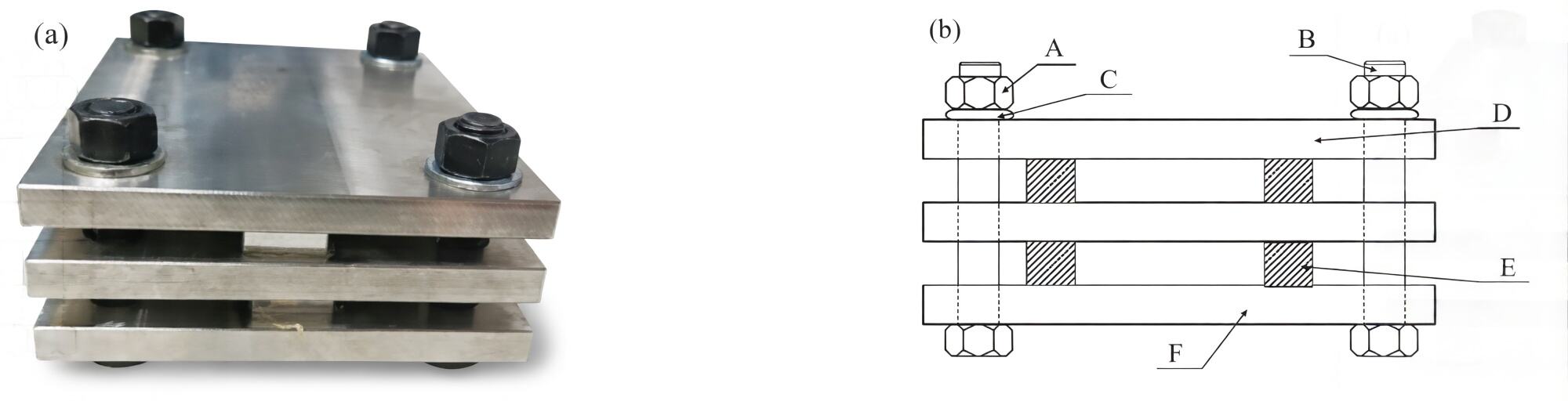
(L'article montre le dispositif de test industriel standard pour la déformation permanente des joints toriques — un bloc de caoutchouc de taille standard placé entre deux plaques.)
Qualitativement, les trois facteurs principaux sont la pression (taux de compression), la température et le temps.
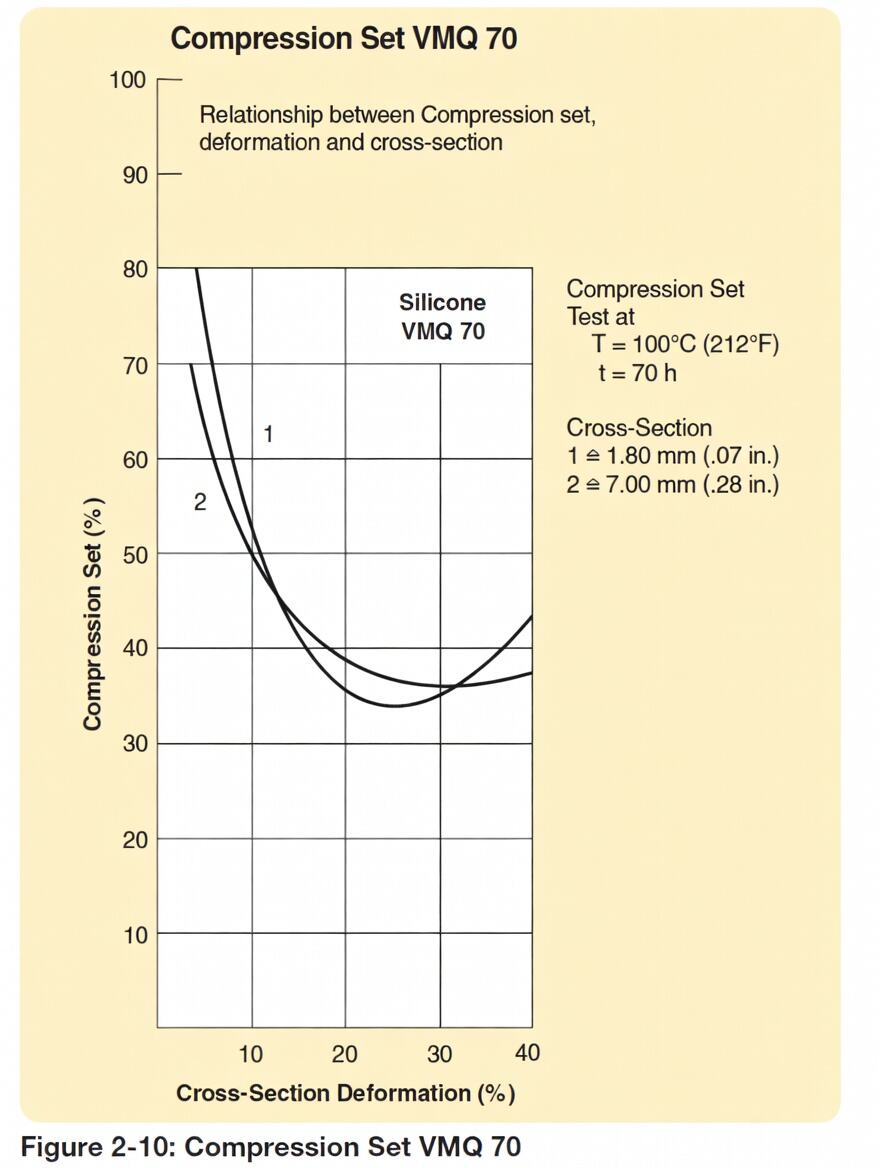
(L'article présente un graphique illustrant la déformation permanente du caoutchouc silicone VMQ en fonction du taux de compression. Pour le VMQ, une compression trop faible ou trop forte n'est pas optimale pour les performances à long terme.)
(Remarque : Lorsque la compression est très faible, la valeur « en pourcentage » de la déformation permanente peut paraître très élevée.)
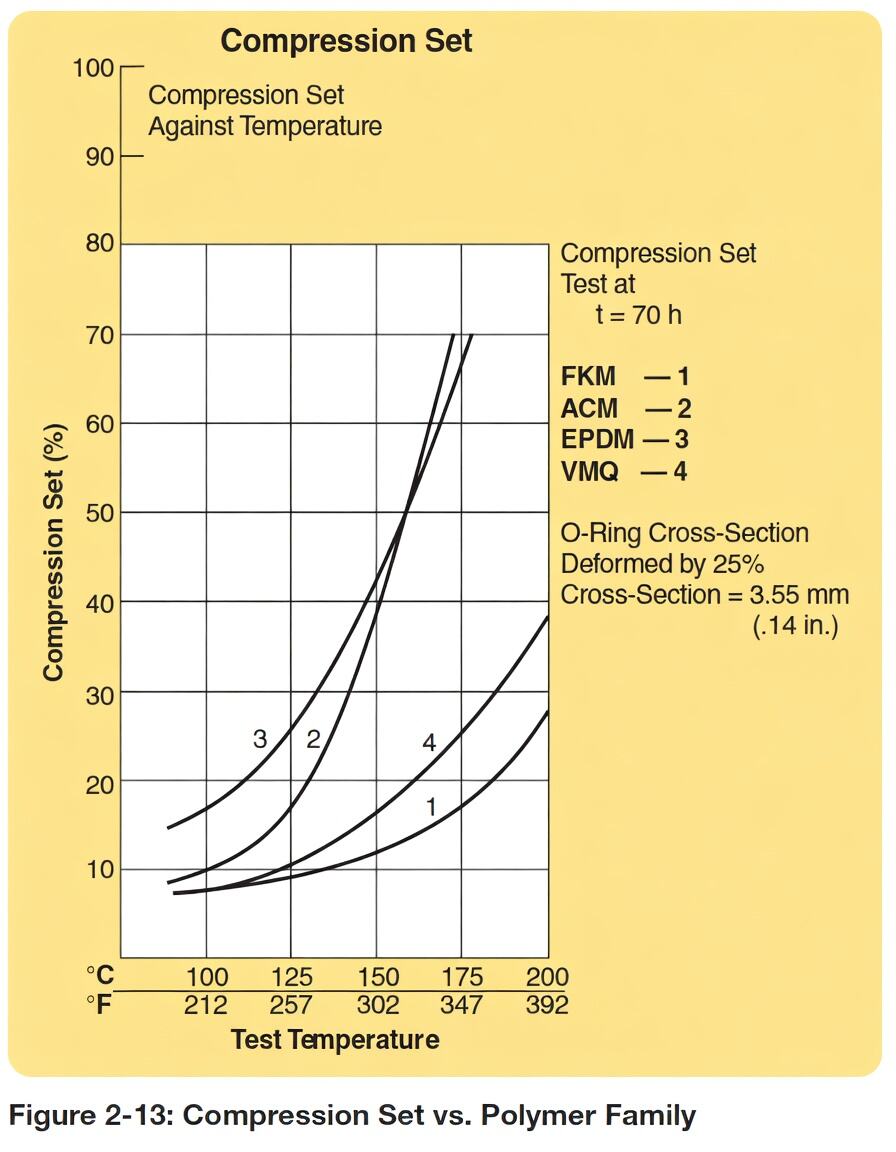
(L'article présente des graphiques de la déformation permanente après vieillissement à différentes températures — une température plus élevée détériore davantage la capacité de récupération.)
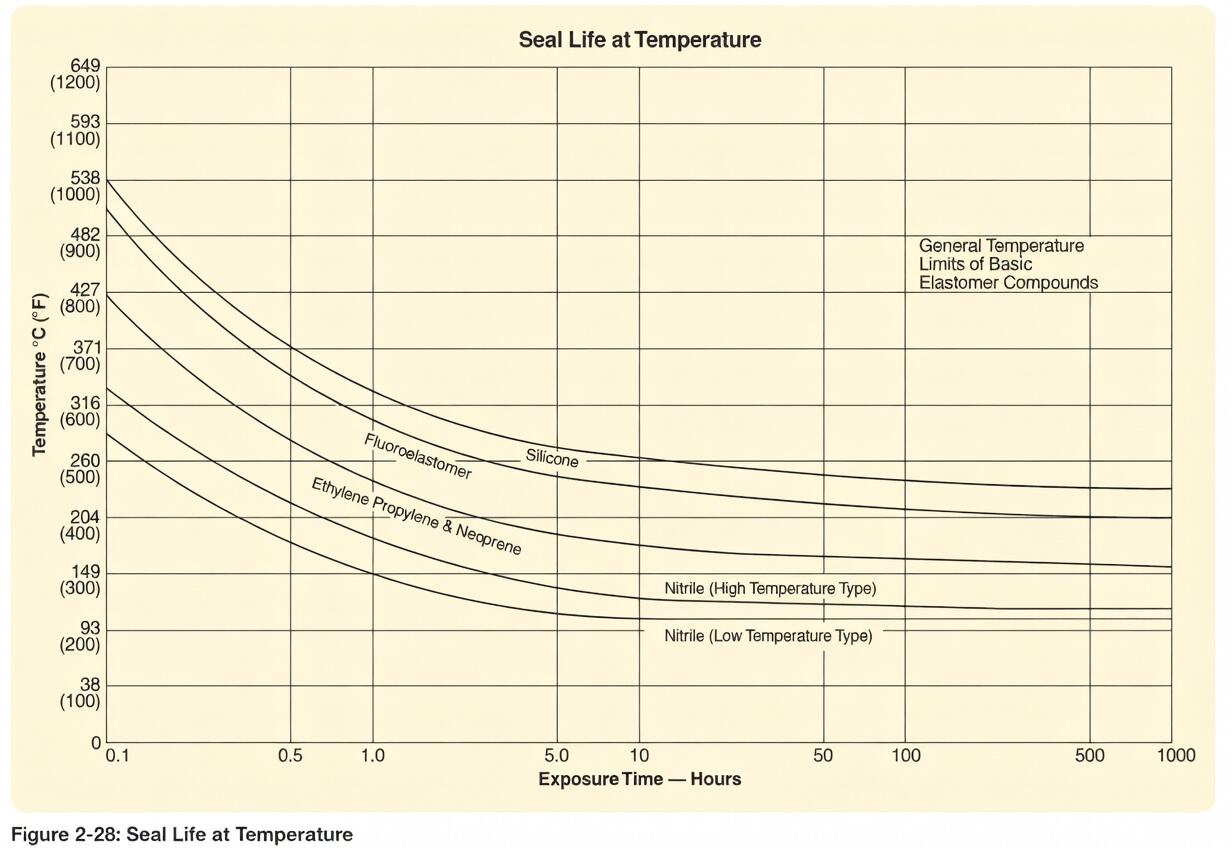
(L'article présente la durée de vie approximative de différents matériaux d'étanchéité à diverses températures — à titre indicatif uniquement.)
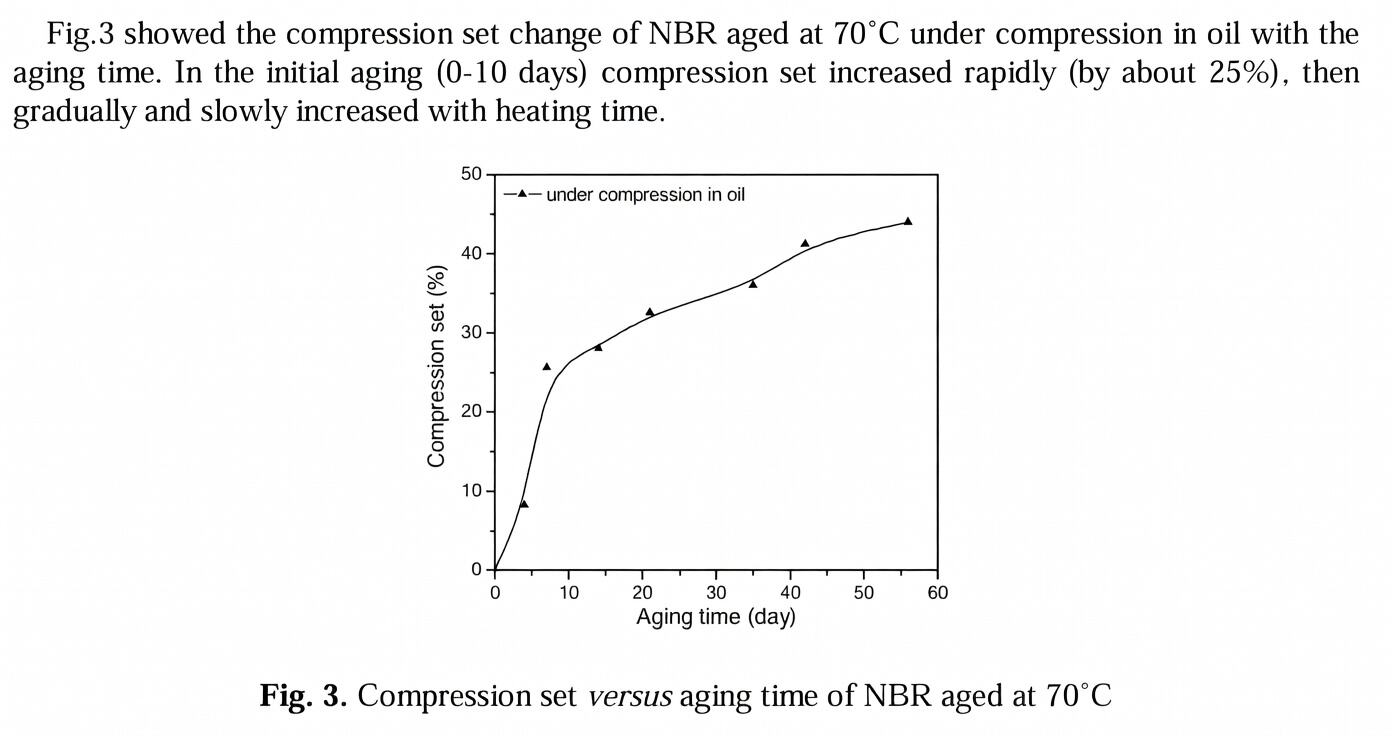
(L'article présente un graphique illustrant la déformation permanente du caoutchouc NBR en fonction du temps de vieillissement.)
Dans la pratique du génie mécanique, vous pouvez réintégrer la valeur vieillie de la déformation permanente de compression dans la conception initiale afin de vérifier rapidement si vous disposez d’une marge suffisante et d’évaluer le risque de défaillance en fin de vie.
Exemple : Si le taux de compression initial de la conception est de 10 %, mais qu’après 1 008 h à 125 °C la déformation permanente de compression atteint 17 %, alors le joint est très probablement voué à la défaillance après vieillissement. Vous devez augmenter le taux de compression initial ou choisir un élastomère présentant de meilleures performances en matière de déformation permanente de compression.
Remarque : Cette méthode convient bien aux vérifications rapides ou à l’évaluation des tendances, mais ne permet pas de prédire directement le débit de fuite final.
Cet article propose un cadre qualitatif pour la conception des joints, mais de nombreux sujets ne sont pas encore abordés, tels que la relation entre la rugosité de surface et l’étanchéité, l’effet des basses températures sur les performances des joints, les méthodes quantitatives d’évaluation du débit de fuite, ainsi que l’établissement de modèles d’ajustement liant température et vieillissement.
[1] Parker Hannifin Corporation. Manuel Parker sur les joints toriques : ORD 5700 [M]. Cleveland, OH : Parker Hannifin Corporation, 2021.
[2] QIAN Y H, XIAO H Z, NIE M H, et al. Prédiction de la durée de vie du caoutchouc nitrile sous contrainte de compression dans l’huile de transformateur [C] // Actes de la 5e Conférence internationale 2016 sur la mesure, l’instrumentation et l’automatisation (ICMIA 2016). Paris : Atlantis Press, 2016 : 189-194. DOI : 10.2991/icmia-16.2016.35.

Bienvenue chez HOVOO, une usine de joints chinoise. Production de joints en PU, caoutchouc et PTFE. Les joints incluent les joints toriques, joints pistons, joints tiges, anneaux gris et joints gaz.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}