33-99 No. Via Mufu E, Distretto di Gulou, Nanjing, Cina [email protected] | [email protected]
33-99 No. Via Mufu E, Distretto di Gulou, Nanjing, Cina [email protected] | [email protected]

Oltre alla trasmissione dell'energia, l'olio a base di petrolio svolge un'altra funzione fondamentale: la lubrificazione. Entrambe le funzioni — trasmissione dell'energia e lubrificazione — sono fortemente influenzate dalla viscosità. Questo rende la viscosità la proprietà più importante dell'olio idraulico.
La lubrificazione è il processo di riduzione dell'attrito tra due superfici a contatto che si muovono l'una rispetto all'altra.
La lubrificazione è una funzione fondamentale dell'olio idraulico. Senza lubrificazione, l'attrito tra le parti in movimento causa usura eccessiva e genera calore. 
L'attrito è una forza che si oppone al movimento. Anche le superfici che appaiono lisce sono microscopicamente ruvide. Quando due superfici si sfregano tra loro, i punti microscopici più elevati entrano in contatto, si deformano, si saldano brevemente e poi si strappano: questo strappo costituisce l'attrito. Maggiore è la rugosità della superficie, maggiore è la forza di scorrimento necessaria e maggiore è l'attrito generato.
Figura 3-1 L'attrito si verifica quando i punti microscopici più elevati di due superfici entrano in contatto, si saldano brevemente e si strappano mentre le superfici scorrono l'una sull'altra.
Se tra due superfici metalliche è presente un film oleoso, il contatto diretto metallo-su-metallo viene eliminato. Le superfici scorrono sul film oleoso anziché l'una sull'altra, riducendo drasticamente l'attrito.
Qualsiasi liquido può formare un film oleoso, ma alcuni liquidi sono più efficaci di altri. L'acqua, ad esempio, è stata il primo fluido idraulico utilizzato, ma il suo film è debole e facilmente interrotto. L'olio idraulico a base di petrolio forma un film molto più resistente e duraturo.
La lubrificità è la capacità di un liquido di formare un film difficile da rompere. Dipende da:
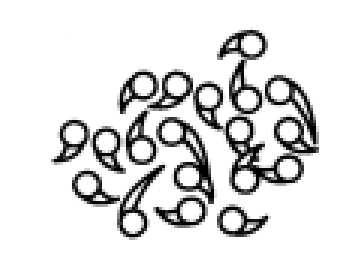
L’olio idraulico minerale possiede un’eccellente lubrificità. Versatelo su una piastra d’acciaio e osserverete che forma un film oleoso spesso e uniforme che rimane stabile sulla superficie. Versate invece acqua sulla stessa piastra: si formerà un film sottile, ma facilmente interrotto. Versate mercurio e quest’ultimo formerà delle gocce sferiche: il mercurio ha quasi nessuna adesione all’acciaio, quindi la sua lubrificità è molto scarsa.
Figura 3-2 Confronto della lubrificità. Una buona lubrificità richiede sia un film naturalmente spesso sia un’adesione forte alla superficie metallica. L’olio risulta superiore in entrambi gli aspetti.
La viscosità appropriata dell’olio idraulico deve bilanciare due esigenze: l’olio deve essere sufficientemente viscoso da formare un film efficace, ma al contempo abbastanza fluido da scorrere liberamente. Questo equilibrio verrà analizzato nel seguito.
L’olio svolge due funzioni fondamentali in un sistema idraulico:
Entrambe queste funzioni — e il loro effetto finale sul sistema — sono fortemente influenzate dalla viscosità. Definiamo innanzitutto la viscosità, quindi esaminiamone l’effetto sulla generazione di calore, sulla lubrificazione, sulla lubrificazione dinamica, sul flusso attraverso i giochi di tolleranza e su altri aspetti.
Come tutti i liquidi, l’olio idraulico minerale è costituito da molecole che si attraggono reciprocamente. L’attrazione molecolare in un liquido è molto più intensa che in un gas, ma più debole che in un solido (dove le molecole sono bloccate in posizioni fisse). Poiché le molecole liquide possono scivolare l’una sull’altra, un liquido può fluire in modo continuo.
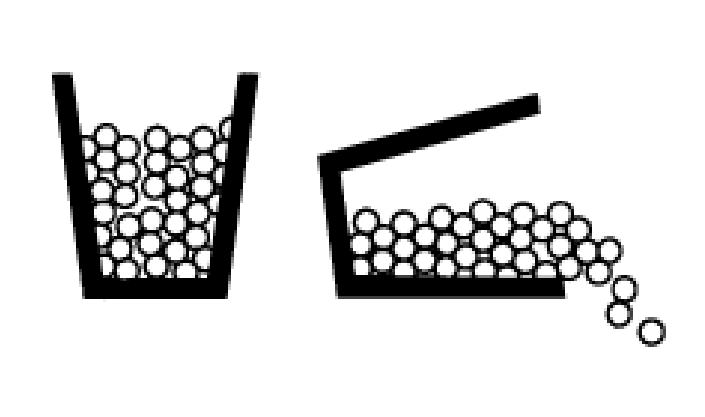
La viscosità è una proprietà che oppone resistenza al movimento relativo delle molecole liquide l’una rispetto all’altra — è una forma di attrito interno. Un liquido ad alta viscosità (come il miele o la melassa) scorre lentamente e con grande resistenza. Un liquido a bassa viscosità (come l’acqua o l’olio da cucina) scorre facilmente.
Come menzionato sopra, i liquidi sono costituiti da molecole in costante movimento che si attraggono reciprocamente. Quando le molecole si muovono lentamente, l’attrazione tra di esse è più intensa e la resistenza al flusso è maggiore: la viscosità è alta. Quando le molecole si muovono velocemente (quando il liquido è riscaldato), l’attrazione si indebolisce e la viscosità diminuisce.
La melassa fredda prelevata dal frigorifero ha una viscosità molto elevata: fuoriesce lentamente e con difficoltà. Riscaldandola sul fornello, le molecole accelerano, l’attrazione si indebolisce, la viscosità diminuisce e il liquido scorre facilmente attraverso un imbuto.
Un metodo per misurare la viscosità degli oli è quello dei Secondi Saybolt Universali (SUS, detti anche SSU). L’unità SI è il centistoke (cSt). Il termine SUS prende il nome da George Saybolt, che propose il viscosimetro Saybolt all’Ufficio statunitense degli standard (US Bureau of Standards) nel 1919.
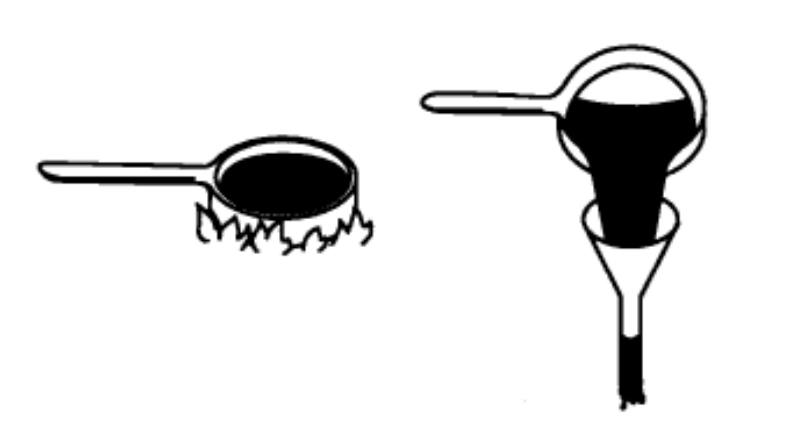
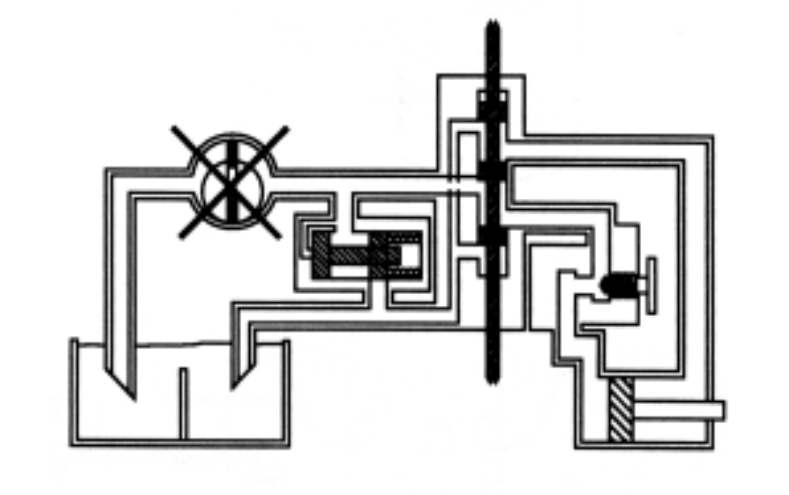
Metodo: Versare il liquido in un contenitore e riscaldarlo alla temperatura di prova. Estrarre il tappo inferiore e avviare contemporaneamente un cronometro. Arrestare il cronometro quando esattamente 60 mL di liquido sono defluiti nel becker. Il tempo trascorso, espresso in secondi, corrisponde alla viscosità SUS a tale temperatura.
Esempio: Se un olio riscaldato a 100 °F (37,7 °C) impiega 143 secondi per defluire, la sua viscosità è 143 SUS @ 100 °F (37,7 °C). Se lo stesso olio, riscaldato a 130 °F (54,4 °C), impiega 82 secondi: viscosità = 82 SUS (17,7 cSt) @ 130 °F (54,4 °C). La viscosità dipende sempre dalla temperatura; pertanto è necessario indicare sempre sia il valore che la temperatura corrispondente. L’indicazione «150 SUS (32 cSt)», priva di riferimento alla temperatura, è una forma abbreviata per 150 SUS (32 cSt) @ 100 °F (37,7 °C).
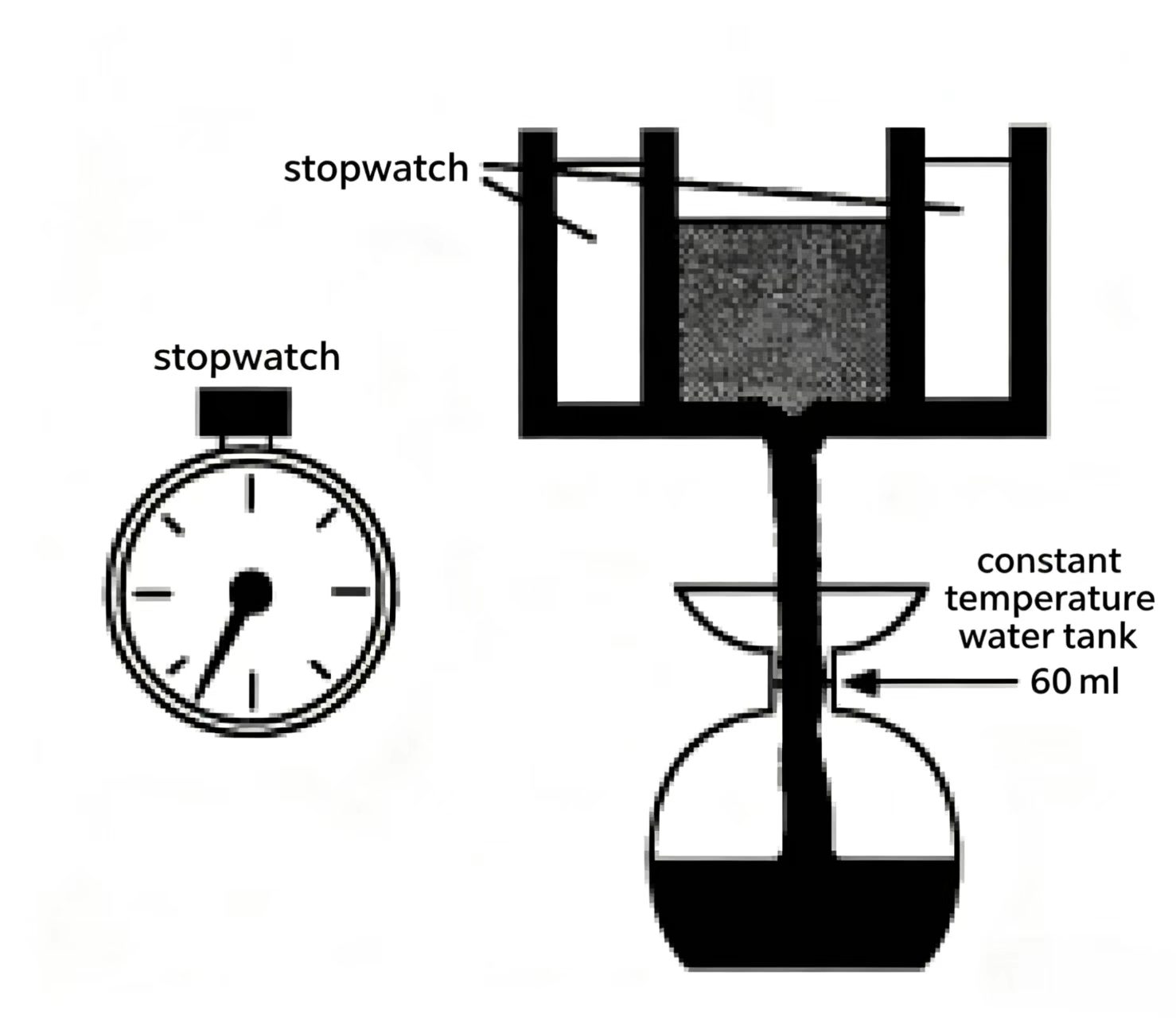
Figura 3-5: Viscosimetro Saybolt. L’olio viene riscaldato a una temperatura prestabilita, quindi si misura il tempo impiegato affinché esattamente 60 mL defluiscano nel becker. Il tempo, espresso in secondi, corrisponde alla viscosità SUS.
La viscosità varia anche in funzione della pressione del sistema. All'aumentare della pressione, la viscosità aumenta di conseguenza (come mostrato dalla curva nella figura). Un incremento di pressione da 0 a 3.000 psi (207 bar) può aumentare la viscosità di un tipico olio idraulico industriale di circa il 40%.
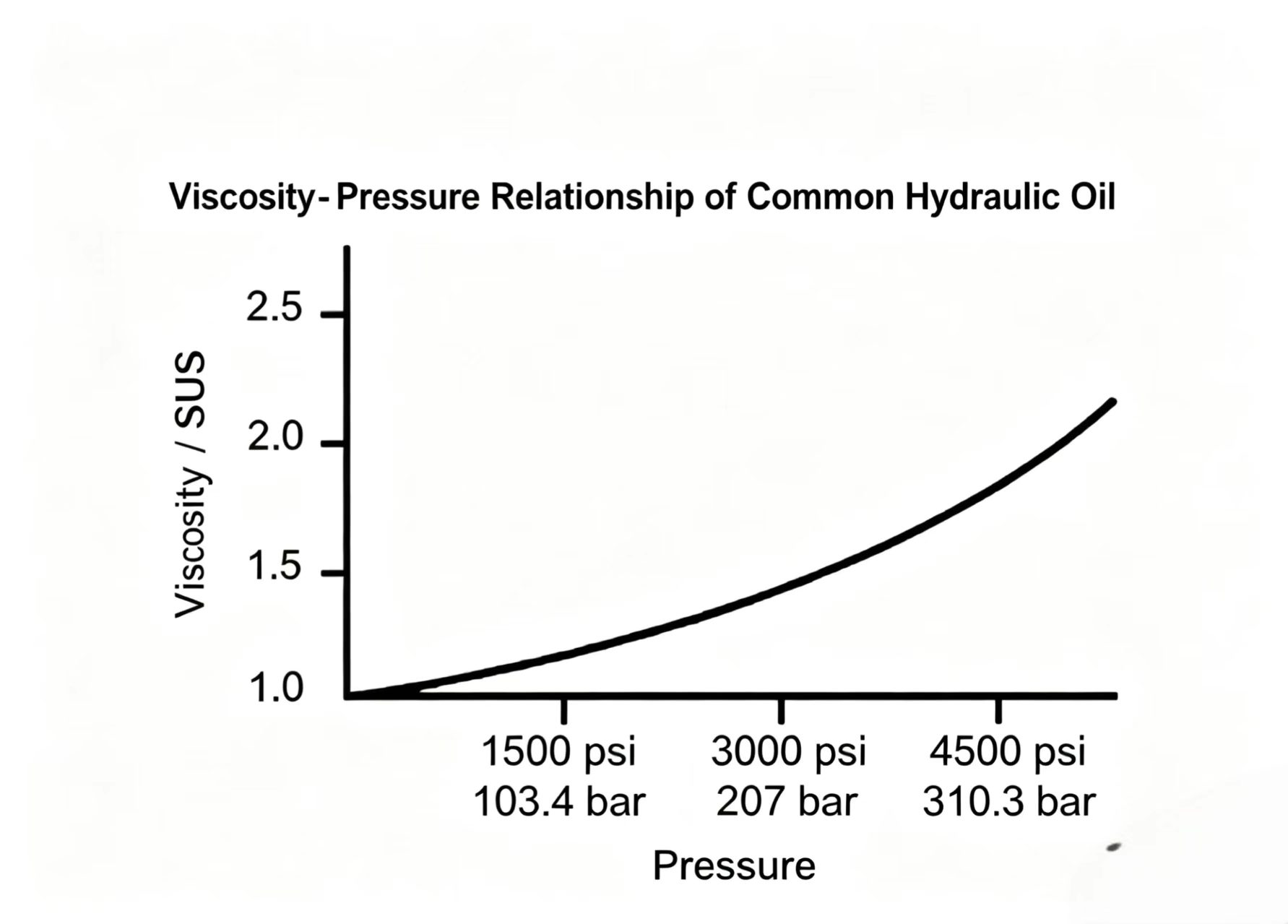
Figura 3-6: La viscosità aumenta con la pressione. A 3.000 psi (207 bar), la viscosità può essere del 40% superiore rispetto a quella alla pressione atmosferica.
La viscosità influisce direttamente sulla generazione di calore. Un olio ad alta viscosità (ad es. 500 SUS / 107,9 cSt) genera una maggiore resistenza al flusso interno rispetto a un olio a bassa viscosità (ad es. 150 SUS / 32 cSt), producendo così più calore nel sistema.
Nella maggior parte dei sistemi idraulici, l'intervallo di viscosità operativa è compreso tra 150 e 250 SUS (32–53,9 cSt) a 100 °F (37,7 °C).
La viscosità è una resistenza al flusso, quindi potrebbe sembrare indesiderabile. Tuttavia, essa ha un effetto fondamentale sulla lubrificazione — è estremamente importante per la formazione di un buon film oleoso. Una viscosità più elevata comporta un film più spesso e più resistente. Tuttavia, l’olio deve anche scorrere liberamente, pertanto la viscosità ottimale deve bilanciare entrambe le esigenze.

Figura 3-7: Lo spessore del film oleoso varia in funzione della viscosità. Una viscosità elevata produce un film più spesso, ma aumenta la resistenza al flusso; una viscosità bassa consente un flusso agevole, ma il film sottile potrebbe rompersi sotto carico.
La capacità di formare un film oleoso stabile è una proprietà fondamentale degli oli idraulici petroliferi. Questa capacità viene definita lubrificità. Potrebbe sembrare che le parti in movimento ad alta velocità siano difficili da lubrificare, poiché la velocità stessa potrebbe rimuovere il film — in realtà, tuttavia, la viscosità del liquido normalmente impedisce tale fenomeno.
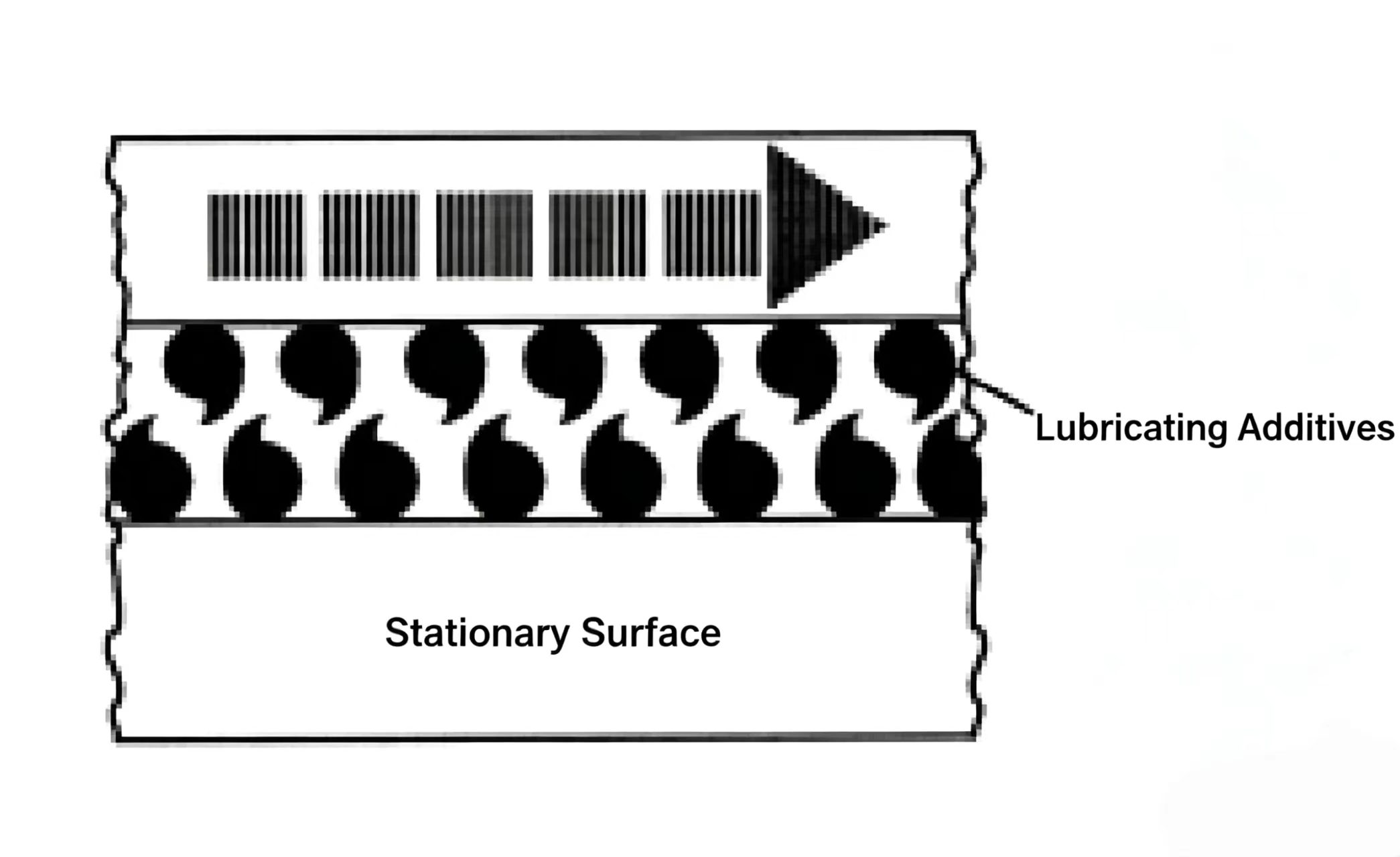
Quando un blocco metallico fermo poggia su una superficie metallica lubrificata con olio e una forza lo spinge, il bordo anteriore del blocco viene sollevato leggermente. L'olio oppone resistenza all'essere espulso (a causa della sua viscosità) e si forma una cuneo d'olio sotto il blocco. Questo cuneo sostiene il blocco durante il movimento — come una barca sull'acqua. Finché la pressione agente sul blocco in movimento rimane entro un determinato intervallo, il cuneo d'olio impedisce il contatto diretto tra le superfici metalliche. Si tratta di lubrificazione dinamica (idrodinamica).
I liquidi a bassa viscosità, come l'acqua, in condizioni di bassa velocità e carico elevato, vengono facilmente espulsi — il cuneo non riesce a formarsi completamente e il film si rompe facilmente.
Quando i componenti del sistema sono in movimento, il processo idrodinamico garantisce una buona lubrificazione. Tuttavia, all'avviamento o quando la pressione che muove i componenti è eccessiva, la capacità dell'olio di formare un film stabile (lubrificità) diventa fondamentale.

Figura 3-8 Lubrificazione idrodinamica. Man mano che il blocco si muove, si forma una cuneo d’olio che sostiene il carico e impedisce il contatto metallo-su-metallo tra le superfici.
La viscosità influisce anche sull’efficacia con cui l’olio sigilla i giochi ravvicinati tra le parti in movimento. Molti componenti idraulici (pompe, motori, valvole) si basano sulla tenuta metallo-su-metallo: non sono presenti guarnizioni in gomma, ad esempio tra un pistone e il suo cilindro in una pompa a pistoni. Nel gioco tra le parti è presente soltanto un sottile film d’olio.
I giochi tra queste parti agiscono come orifizi fissi: regolano continuamente un piccolo flusso di perdita. Questa perdita ha sia funzione lubrificante sia funzione di tenuta. Una perdita troppo ridotta comporta una lubrificazione insufficiente; una perdita eccessiva determina una perdita di portata nel sistema, una diminuzione dell’efficienza e la generazione di calore superfluo.
Per una tenuta ottimale, i giochi devono essere il più piccoli possibile — ma non così piccoli da impedire la lubrificazione dell’olio, né così ampi da causare perdite eccessive. Il gioco ottimale rappresenta un compromesso tra tenuta e lubrificazione.
Quando la viscosità dell’olio è troppo bassa (olio troppo fluido), le perdite attraverso i giochi diventano eccessive. Ciò riduce la portata che raggiunge gli attuatori e genera calore inutilmente. Quando la viscosità è troppo elevata, il film lubrificante si forma comunque, ma la resistenza al flusso aumenta e l’efficienza del sistema diminuisce.
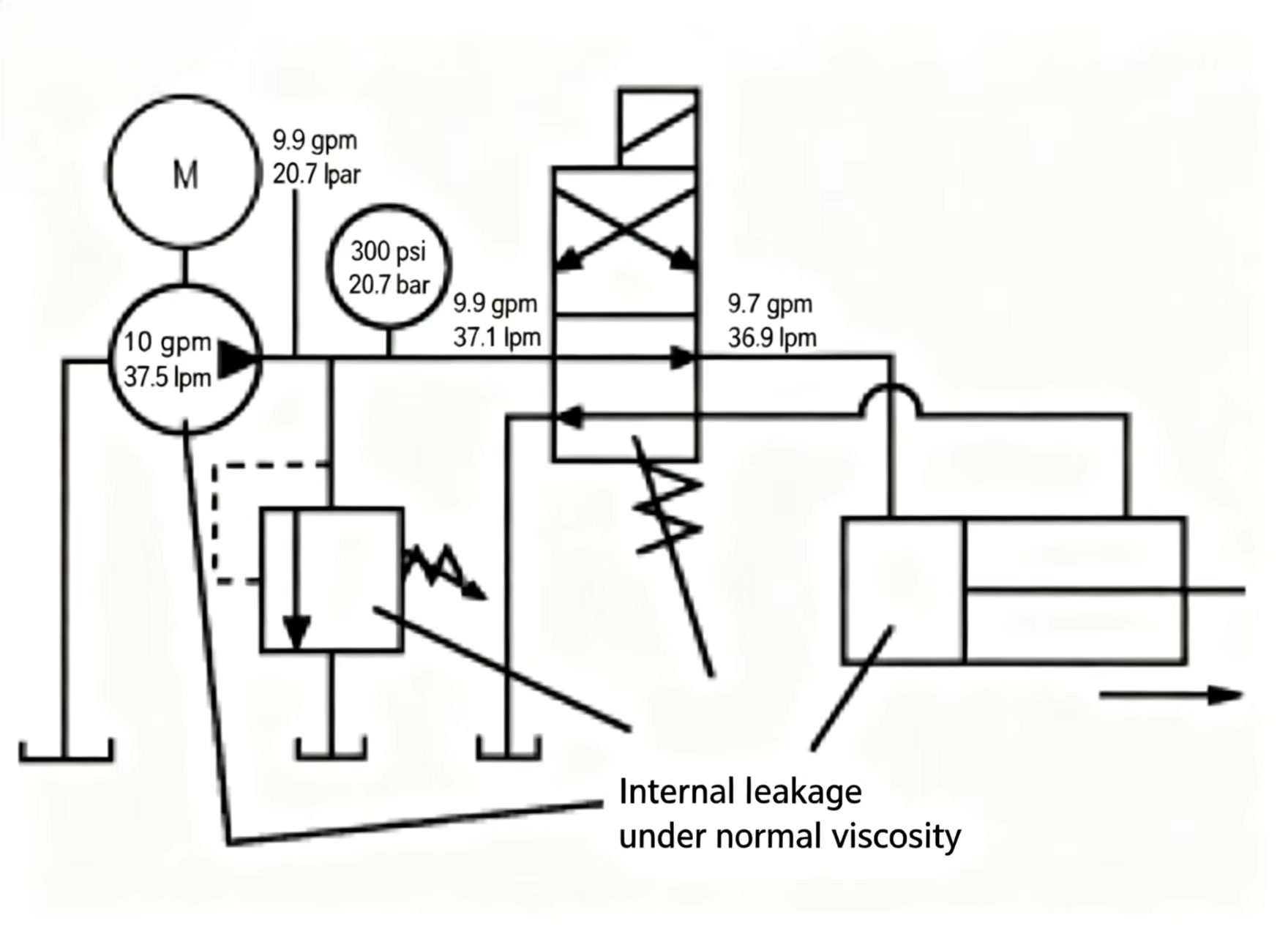
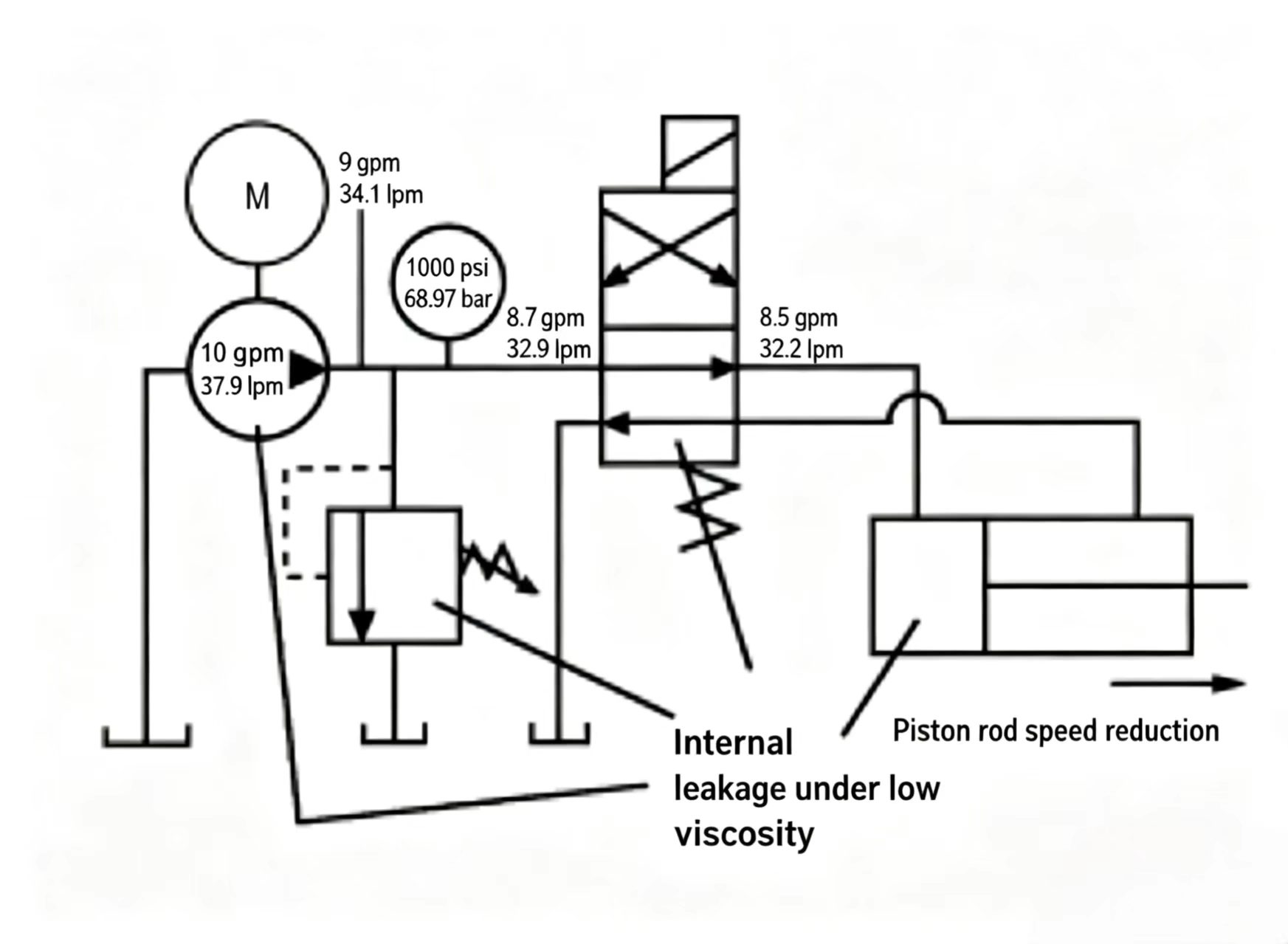
Figura 3-9: Effetto della bassa viscosità sulle perdite interne. Con un olio poco viscoso, le perdite attraverso i giochi metallo-metallo aumentano, riducendo la portata che raggiunge l’attuatore.
La viscosità dell’olio idraulico è un parametro fondamentale in un sistema idraulico. Tuttavia, la viscosità varia con la temperatura; pertanto, se il sistema non è in grado di mantenere una temperatura operativa costante, la viscosità dell’olio deve rimanere relativamente stabile nell’intero intervallo di temperature operative.
L'indice di viscosità (VI) descrive quanto la viscosità varia con la temperatura. La relazione si basa sul diagramma standard ASTM (American Society for Testing and Materials) viscosità-temperatura: quando la viscosità dell'olio a due temperature diverse viene riportata su tale diagramma, il risultato è una linea retta. La viscosità a qualsiasi altra temperatura può quindi essere letta direttamente da tale linea (questo metodo è valido per oli di base privi di additivi chimici; gli additivi possono alterare la relazione naturale tra viscosità e temperatura).
Se due curve di viscosità di oli vengono riportate sullo stesso diagramma, la linea più orizzontale corrisponde all'olio con indice di viscosità più elevato. Ad esempio:
L’andamento della curva dell’olio A è più piatto — la sua viscosità varia meno con la temperatura — pertanto l’olio A possiede un indice di viscosità più elevato.
Quando il concetto di indice di viscosità (VI) è stato introdotto per la prima volta, la scala andava da 0 (peggiore, più sensibile alla temperatura) a 100 (migliore, meno sensibile). I moderni metodi di raffinazione possono produrre oli con un VI superiore a 100. Nei moderni sistemi idraulici, di norma è richiesto un VI ≥ 90, anche se, nei sistemi che funzionano a una temperatura relativamente costante, l’indice di viscosità ha minore importanza.

Figura 3-10: Diagramma ASTM viscosità-temperatura. Più orizzontale è la linea, maggiore è l’indice di viscosità (VI): l’olio è meno sensibile alle variazioni di temperatura.
L’olio idraulico minerale è un buon lubrificante per i sistemi idraulici, ma presenta un intervallo di viscosità entro il quale funziona al meglio. Se la viscosità dell’olio è troppo bassa, il film oleoso risulta troppo sottile (come l’acqua) e i componenti subiscono usura. Se la viscosità è troppo elevata, l’olio non riesce a fluire rapidamente nei cuscinetti e i componenti vengono privati di lubrificazione.
I componenti rotanti — pompe e motori idraulici — richiedono in particolare una buona lubrificazione dei cuscinetti. I produttori di pompe specificano l'intervallo di viscosità per i loro prodotti. Se tali componenti sono correttamente lubrificati, anche tutti gli altri componenti del sistema risultano adeguatamente lubrificati.
Una volta noto l'intervallo di viscosità richiesto, l'intervallo di temperatura di esercizio del sistema determina quale olio idraulico specifico scegliere. Ad esempio, se un sistema richiede una viscosità compresa tra 70–250 SUS (15–54 cSt) e la temperatura di esercizio è compresa tra 80–140 °F (26,7–60 °C), scegliere l'Olio Y. Se l'intervallo di temperatura è invece compreso tra 110–170 °F (43,3–76,7 °C), scegliere l'Olio Z.
Anche negli ambienti industriali, la temperatura può scendere notevolmente. Per garantire che la pompa possa aspirare normalmente l'olio all'avviamento, i produttori di pompe specificano la viscosità massima ammissibile all'avviamento: tipicamente 1.000 SUS (216 cSt) per le pompe a pistoni e 7.500 SUS (1.618 cSt) per le pompe a palette e a ingranaggi.
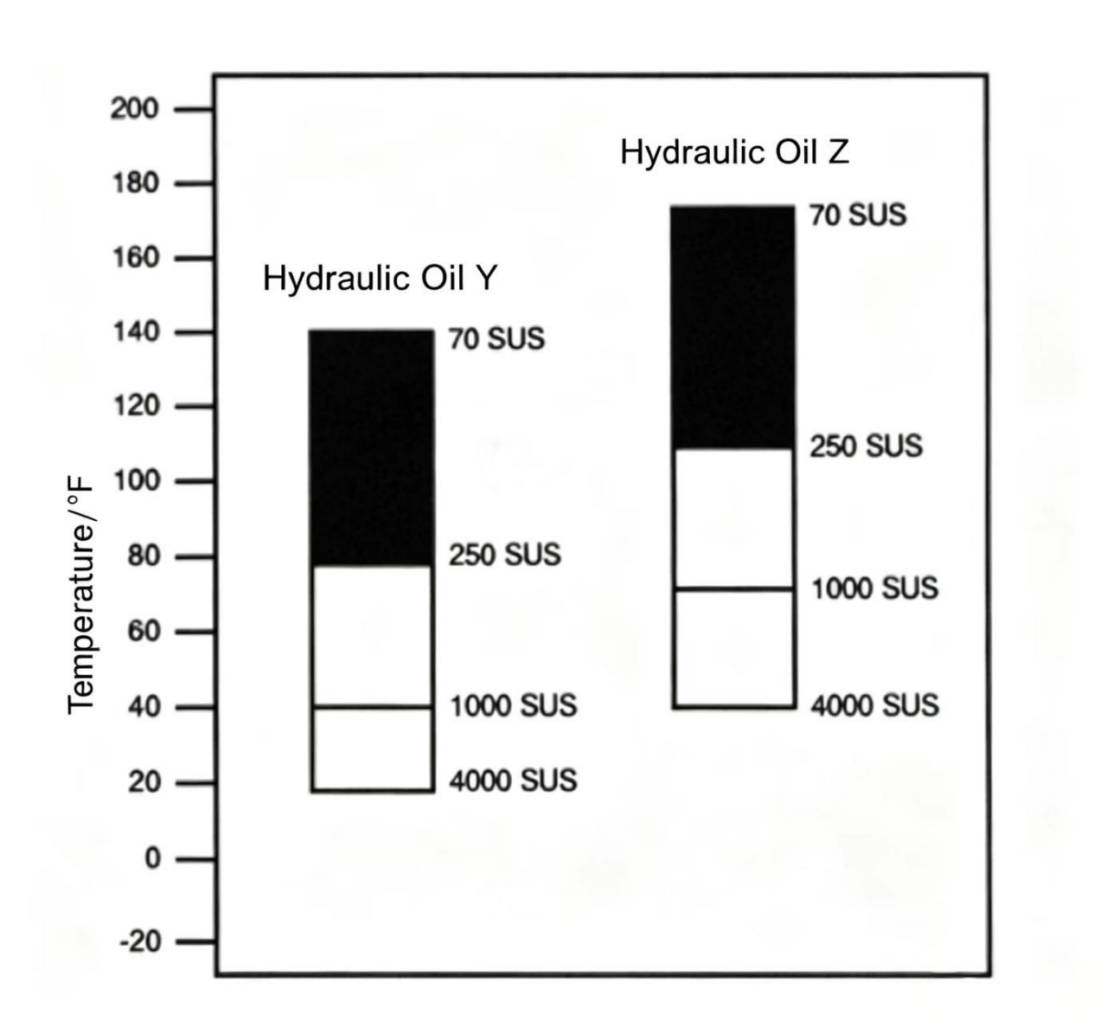
Figura 3-11 Selezione del grado di olio in base alla temperatura di esercizio. La fascia ombreggiata indica il campo di viscosità utilizzabile. Scegliere l’olio la cui fascia copra l’intervallo di temperatura di esercizio previsto.
Il diagramma ASTM della viscosità non riporta il punto di scorrimento. A temperature molto basse, l’olio minerale cessa completamente di scorrere: i cristalli cerosi di paraffina precipitano dall’olio e ne ostruiscono il flusso. Il punto di scorrimento è la temperatura più bassa alla quale un olio idraulico è ancora in grado di scorrere, misurata secondo le condizioni di laboratorio ASTM.
In un sistema reale, se viene soddisfatto il requisito massimo di viscosità all’avviamento, di norma non è necessario verificare separatamente il punto di scorrimento. Tuttavia, qualora il sistema possa operare a temperature estremamente basse, il punto di scorrimento dell’olio deve essere almeno 20 °F inferiore alla temperatura minima di esercizio prevista.
I dati relativi al punto di scorrimento di un determinato olio sono indicati nella relativa scheda tecnica del prodotto.
Mentre un sistema idraulico funziona giorno dopo giorno, l’olio minerale è sottoposto a condizioni gravose. Possono verificarsi diversi problemi che influiscono sia sull’olio sia sul sistema: lubrificazione ad alta pressione, ossidazione dell’olio, contaminazione da acqua, ingestione d’aria e contaminazione da particelle solide. Gli additivi chimici presenti nell’olio risolvono molti di questi problemi.
Importante: gli additivi chimici non possono risolvere completamente tutti i problemi legati all’olio e nessun olio può contenere tutti gli additivi esistenti. Non esiste un «olio super» in grado di soddisfare ogni esigenza. Molti additivi sono incompatibili tra loro: mescolare oli con formulazioni additive diverse provenienti da fornitori differenti può provocare reazioni dannose.
Un olio idraulico minerale di buona qualità non è sempre un buon lubrificante ad alta pressione. Quando la pressione aumenta, il cuneo d’olio tra le parti in movimento si rompe più facilmente e il film adesivo (lubrificità) diventa fondamentale. Gli additivi chimici possono migliorare la lubrificazione ad alta pressione o la lubrificazione al limite.

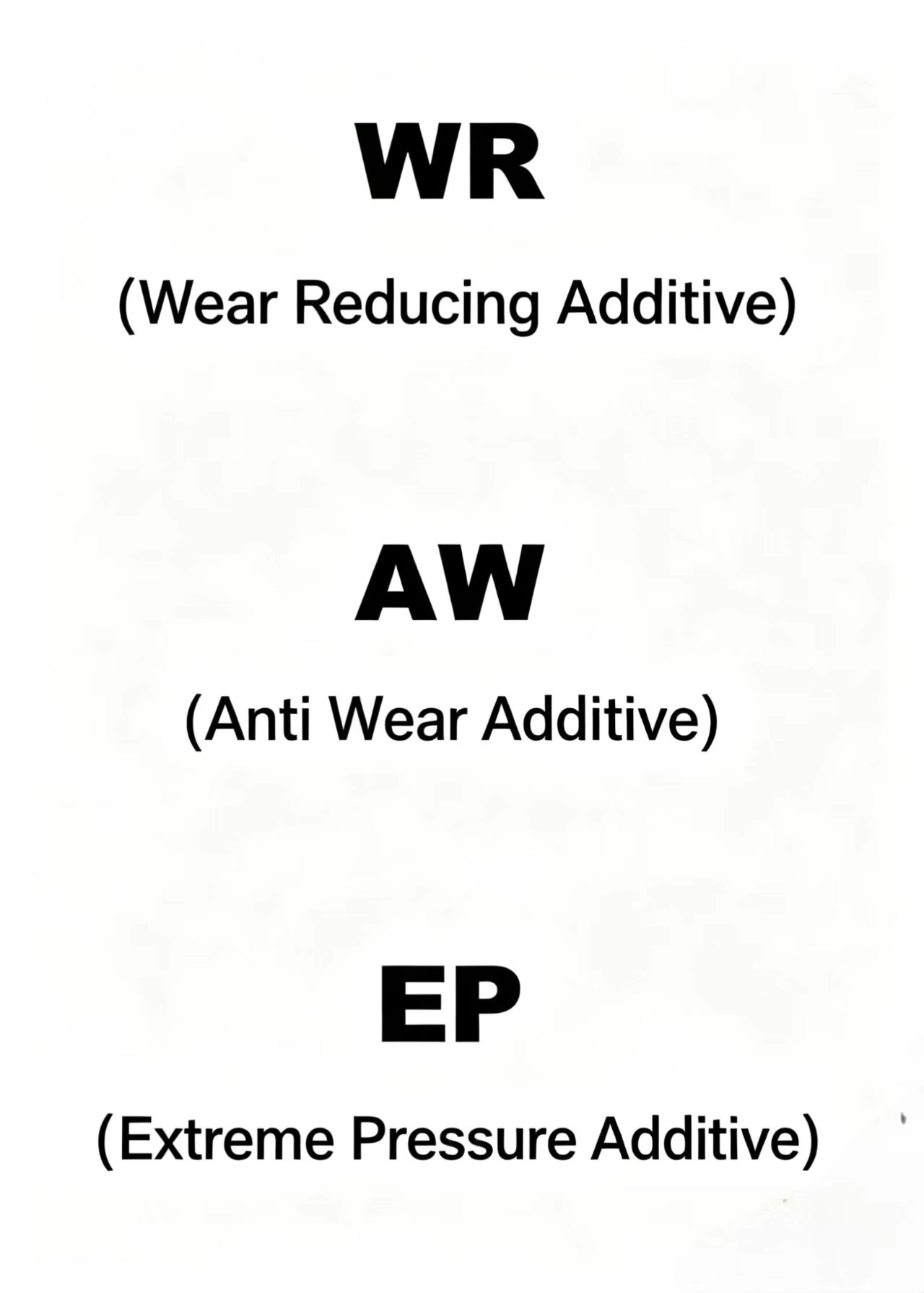
Esistono tre tipi di additivi antiusura:
I tre tipi non possono essere utilizzati tutti nello stesso olio: svolgono funzioni diverse. Gli additivi per oleosità/riduzione dell’usura (WR) sono destinati a sistemi a bassa pressione (inferiore a 1.000 psi / 68,97 bar). Gli additivi estremamente pressori (EP) sono principalmente impiegati in sistemi con pressioni superiori a 3.000 psi (207 bar) o nei lubrificanti per ingranaggi e macchine utensili. Gli additivi antiusura (AW) coprono la gamma intermedia (1.000–3.000 psi / 68,97–207 bar).
Per verificare se un olio contiene additivi antiusura, controllare il nome dell’olio oppure consultare la scheda tecnica del fornitore. Esempio: "Hamony 48 AW" (Gulf Oil Co.) — "AW" indica antiusura; "Sunvis 816 WR" (Sun Oil Co.) — "WR" indica riduzione dell’usura.
Molti produttori di oli raffinati non indicano esplicitamente la presenza di additivi antiusura nel nome del prodotto; per oli specifici, consultare sempre la scheda tecnica. Se un sistema presenta problemi eccessivi di usura e l’olio non contiene additivi antiusura, la sostituzione con un olio AW potrebbe essere utile — ma prima accertarsi che l’usura non sia causata da contaminazione dell’olio.
L'ossidazione è la reazione chimica di un materiale con l'ossigeno — un processo comune. Quando mordete una mela e la polpa diventa marrone, si tratta di ossidazione. Un paraurti di un'auto graffiato ed esposto all'aria reagisce con l'ossigeno e arrugginisce. Gran parte del mondo, compreso l'olio, subisce questo tipo di ossidazione.
L'ossidazione dell'olio in un sistema idraulico avviene principalmente in due punti: il serbatoio e l'uscita della pompa. Entrambi comportano il contatto tra olio e ossigeno, ma il processo di ossidazione è diverso in ciascuno dei due casi.
Nel serbatoio, la superficie libera dell'olio reagisce con l'ossigeno presente nell'aria. I prodotti di questa reazione includono acidi deboli e sostanze simili a saponi. Gli acidi corrodono le superfici dei componenti e provocano macchie scure. I saponi ricoprono le superfici dei componenti e ostruiscono i piccoli orifizi nei raccordi di misurazione della pressione e nei canali di lubrificazione.
Il calore accelera l'ossidazione dell'olio. Ogni aumento di temperatura di 18–20 °F (10–11 °C) rispetto alla temperatura media del serbatoio (130 °F / 54,4 °C) raddoppia approssimativamente il tasso di ossidazione. Anche le particelle di ferro, rame e le gocce d'acqua presenti nell'olio accelerano l'ossidazione.
Il secondo luogo in cui l'olio si ossida è all'uscita della pompa. Se la tubazione di aspirazione perde aria o se l'olio di ritorno agita il serbatoio causando l'ingresso di bolle d'aria all'ingresso della pompa, tali bolle raggiungono l'uscita ad alta pressione della pompa e implosioni improvvisamente (collassano violentemente) sotto alta pressione. Questo processo genera un calore estremo localizzato. Calcoli indicano che, comprimendo una bolla da una pressione prossima a zero fino a 3.000 psi (207 bar), la temperatura può raggiungere i 2.100 °F (1.149 °C). A tale temperatura l'olio si infiamma, producendo depositi simili a resina e un odore acre di bruciato.
Se si formano prodotti di ossidazione all'uscita della pompa, la resina si dissolve nell'olio. Quando la resina entra in contatto con superfici calde (rotore della pompa, spool della valvola di sicurezza, ecc.), precipita dall'olio sotto forma di depositi di vernice su tali superfici, causando l'incollamento e il blocco delle parti mobili.
La resina presente nell'olio si combina anche con polvere e particelle per formare fanghi, che ostruiscono i piccoli orifizi di valvole e filtri e impediscono la dispersione del calore attraverso le pareti del serbatoio. L'implosione delle bolle d'aria all'uscita della pompa è una delle principali cause di rapida ossidazione dell'olio.

Figura 3-14: Implosione di bolle d'aria all'uscita della pompa. Quando le bolle vengono compresse passando da bassa a alta pressione, le temperature locali possono superare i 2.000 °F — sufficienti ad accendere l'olio e formare depositi di vernice.
Confrontare un campione di olio prelevato dal sistema (possibilmente ossidato) con un campione di olio fresco proveniente dalla tanica, alla stessa temperatura. L'olio fresco risulta chiaramente viscoso al tatto quando strofinato tra pollice e indice, e aderisce alle dita. L'olio ossidato ha invece una sensazione acquosa: scivola via come acqua, con scarsa tackiness (aderenza) e coesione.
L'olio ossidato a causa dell'implosione delle bolle presenta inoltre un odore pungente e acre. Se il campione mostra segni di ossidazione, inviarlo a un laboratorio per l’analisi. Qualora non sia possibile rigenerarlo, effettuare uno spurgo del sistema e ricaricarlo con olio fresco.

Qualsiasi olio idraulico contiene una certa quantità di umidità. In piccole quantità, l’acqua si suddivide in goccioline microscopiche trasportate dall’olio. Acqua e olio non sono miscibili (tranne nel caso degli oli solubili in acqua); in grandi quantità, l’acqua si deposita sul fondo del serbatoio.
Se l’olio contiene già acidi e resine prodotti dall’ossidazione, questi ne accelereranno la ritenzione dell’acqua.
Confrontare il campione sospetto con un campione di olio fresco è il controllo di base. Versare l'olio fresco in una fiala di vetro e tenerla contro la luce: risulterà limpido, con lievi bollicine. Se un campione contiene lo 0,5% di acqua, apparirà opaco o nebuloso. Con l'1% di acqua, assumerà un aspetto latteo.
Un altro metodo: riscaldare il campione latteo/nebuloso; se dopo un po' diventa limpido, è probabile che fosse presente acqua. Se l'olio contiene una grande quantità di acqua, la maggior parte di essa si depositerà infine sul fondo; la separazione centrifuga può accelerare questo processo, qualora il tempo sia un fattore critico.
Se l'olio contiene solo una piccola quantità di acqua (< 0,5%) e i requisiti del sistema non sono estremamente stringenti, potrebbe non essere necessario sostituirlo immediatamente. L'acqua nell'olio accelera l'ossidazione e riduce la lubrificità; l'acqua stessa evapora alla fine, ma i prodotti dell'ossidazione da essa causati rimangono e continuano a provocare danni. Se l'olio è al limite delle specifiche, inviarlo a un laboratorio.
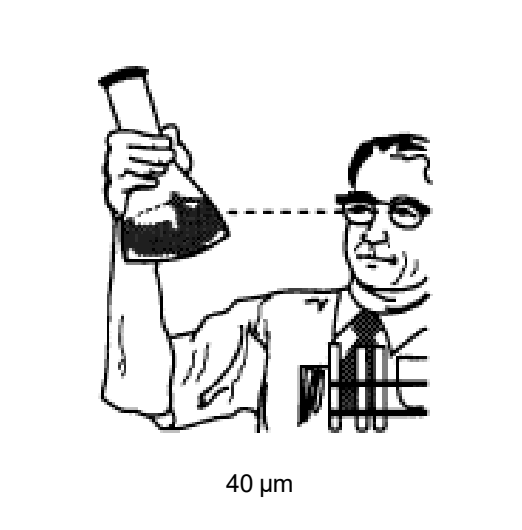
Figura 3-16: Controllo visivo della presenza di acqua. La quantità di acqua nell'olio può essere stimata in base al grado di opacità del campione quando osservato alla luce.
Dal punto di vista di un sistema idraulico, la corrosione è l’attacco chimico sulle superfici dei componenti causato dagli acidi formatisi durante l’ossidazione dell’olio. La ruggine è l’ossidazione delle superfici a base di ferro causata dalla presenza di acqua nell’olio.
La corrosione dissolve il metallo e lo allontana, riducendo le dimensioni e il peso di componenti di precisione. La ruggine aggiunge materiale alle superfici in ferro, aumentandone le dimensioni e il peso. Quando i componenti di precisione subiscono variazioni dimensionali, la loro efficienza e prestazioni ne risultano compromesse. Né la corrosione né la ruggine sono accettabili in un sistema idraulico.
Anche quantità estremamente ridotte di acqua nell’olio possono causare la formazione di ruggine sulle superfici dei componenti in ferro. In condizioni naturali, l’olio da solo non offre una protezione anticorrosiva sufficiente e, nella pratica, è impossibile impedire completamente l’ingresso di acqua in un sistema idraulico; pertanto, la maggior parte degli oli idraulici contiene inibitori della ruggine, che formano un film protettivo chimico sulle superfici metalliche.
L'interazione aria-olio nel serbatoio produce anche prodotti di ossidazione che, alla fine, attaccano le superfici metalliche e accelerano ulteriormente l'ossidazione dell'olio. Pertanto vengono aggiunti anche inibitori dell'ossidazione: questi composti chimici interrompono la reazione a catena dell'ossidazione.
L'ossidazione ad alta temperatura causata dall'implosione delle bolle all'uscita della pompa non può essere prevenuta unicamente mediante trattamenti chimici; essa può essere controllata soltanto eliminando l'aria dal flusso in ingresso alla pompa. Gli additivi antiusura e antiossidanti (R&O) costituiscono il pacchetto additivo fondamentale nella maggior parte degli oli idraulici industriali. Gli oli contenenti tali additivi sono talvolta denominati "oli R&O". Gli oli R&O trasparenti (limpidi) di qualità superiore rappresentano la categoria di massima qualità; oli turbina di qualità inferiore possono comunque risultare adeguati per molte applicazioni idrauliche e sono indicati come "oli R&O di qualità inferiore a quella per turbine".
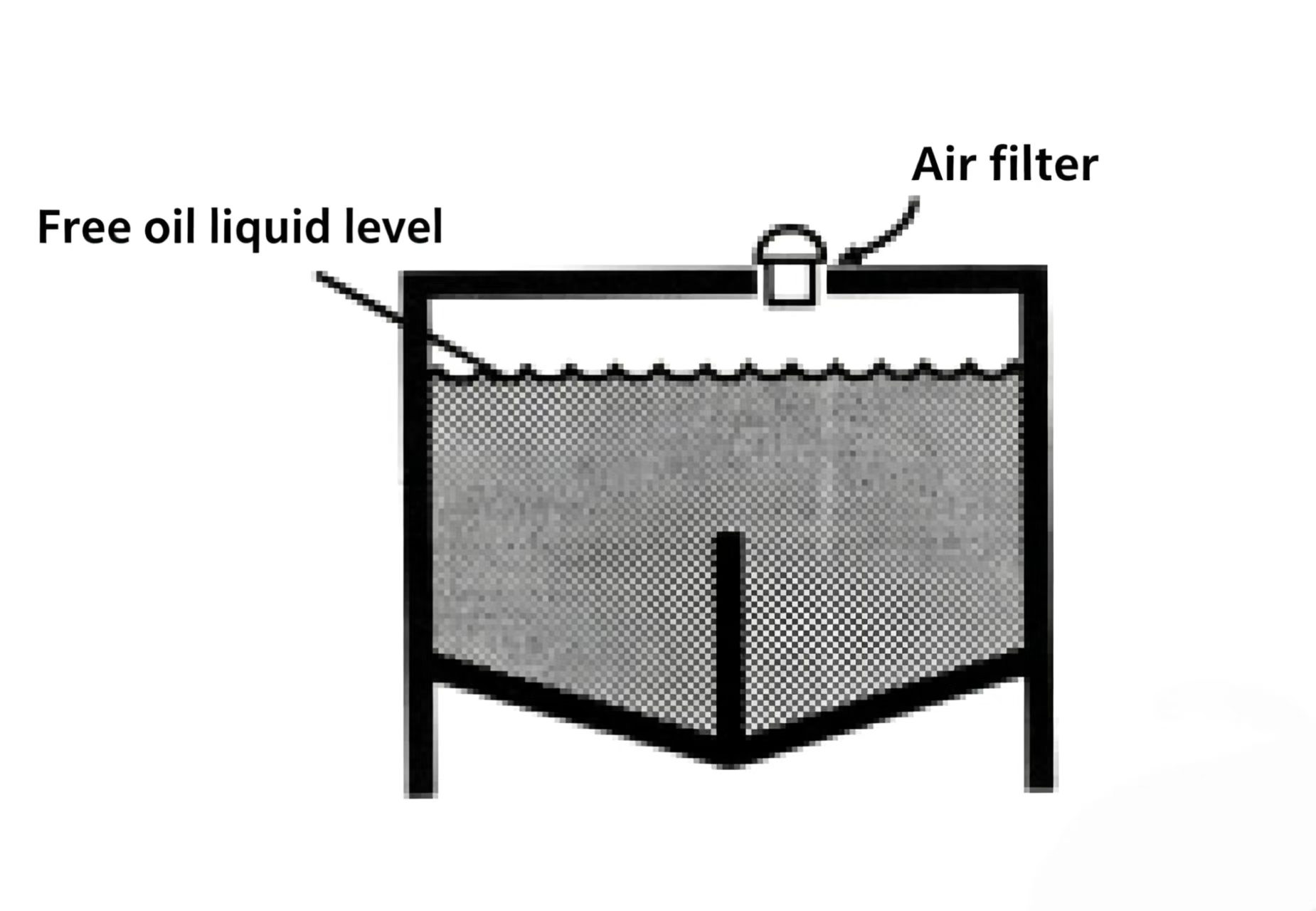
L'olio che ritorna nel serbatoio dovrebbe rilasciare qualsiasi aria intrappolata nel sistema. In alcuni sistemi, le perdite d'aria sul lato aspirazione sono gravi e, quando l'olio di ritorno schizza nel serbatoio, genera schiuma — la quale alla fine provoca il richiamo di aria intrappolata nella pompa, causando instabilità del sistema, accelerando l'ossidazione, generando rumore e potenzialmente provocando un traboccamento dell'olio dal serbatoio, con conseguente rischio ambientale.
La soluzione migliore consiste nel riparare le perdite e ridisegnare il circuito di ritorno; ad esempio: utilizzando una paratia interna nel serbatoio oppure una tubazione di ritorno di diametro maggiore per ridurre la velocità con cui l'olio entra nel serbatoio. Per ragioni economiche, pratiche o formative, si possono invece utilizzare additivi chimici.
Gli additivi antischiuma prevengono la schiumatura dell'olio. Alcuni agiscono unendo le bolle piccole in bolle più grandi che risalgono in superficie e scoppiano. Un altro tipo agisce interferendo con il rilascio dell'aria per ridurre la schiuma, ma aumenta il numero di bolle microscopiche nel sistema. Quando si sceglie un additivo antischiuma, assicurarsi di selezionare il tipo che consente all'aria di fuoriuscire — non quello che ne intrappola una quantità maggiore.
Verificare la presenza di schiuma nell'olio prelevando un campione dal serbatoio. L'ispezione visiva consente di stabilire rapidamente se l'olio contiene aria. I campioni devono essere prelevati il più vicino possibile all'ingresso della pompa, in modo che rappresentino effettivamente l'olio che entra nel sistema.
Altri segni di presenza di aria nel sistema: rumore acuto e irregolare proveniente dalla pompa; la pompa può emettere periodicamente un forte rumore martellante, come se qualcuno stesse sparando all'interno. Anche movimenti irregolari del cilindro e letture instabili del manometro sono segni di presenza di aria.
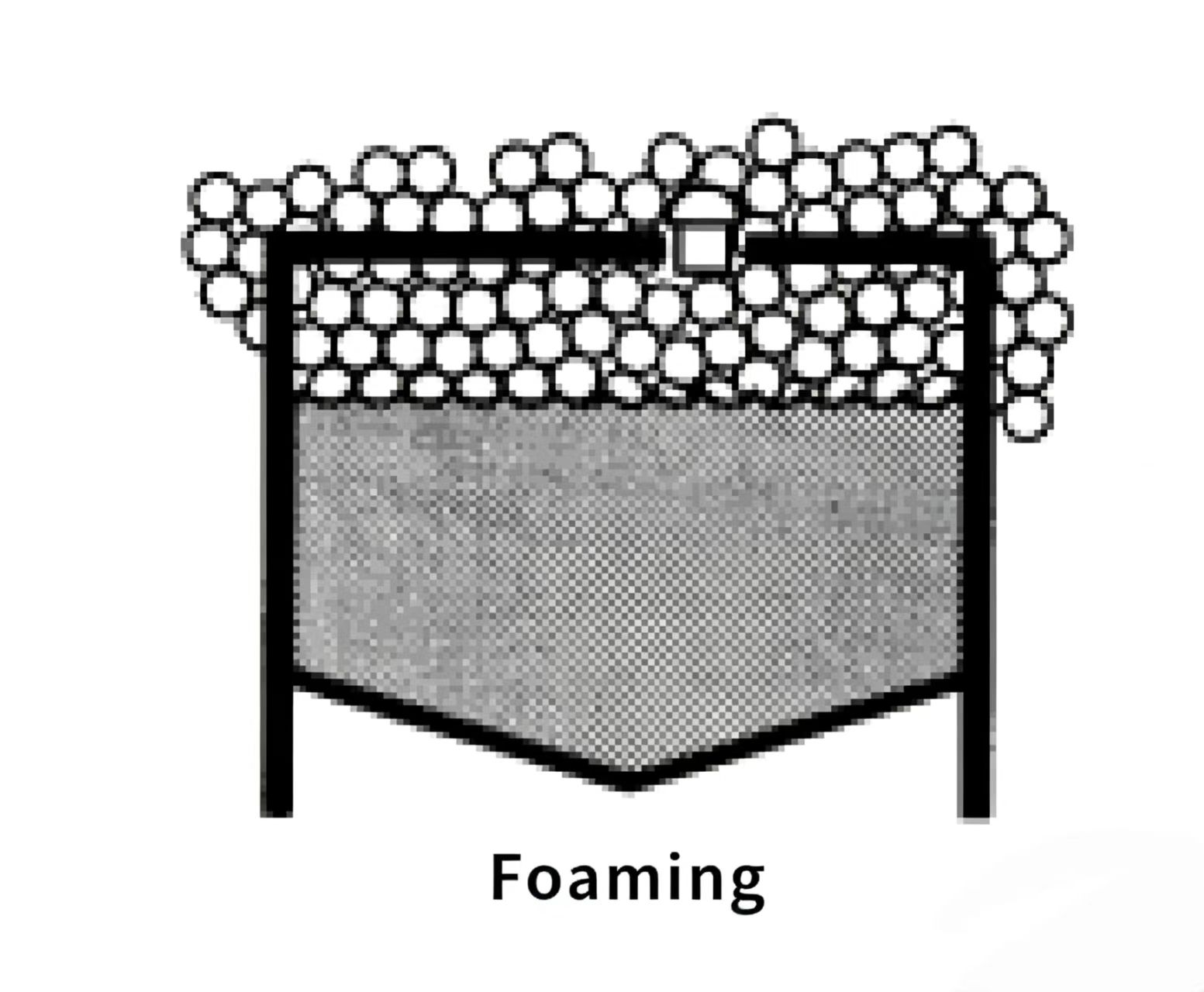
Figura 3-18 Presenza di aria nel sistema idraulico. La schiuma sulla superficie del serbatoio (a sinistra) o il rumore della pompa (a destra) indicano entrambi problemi di ingresso di aria.
Il problema più grave legato all’olio idraulico in servizio è la contaminazione. I contaminanti possono essere acqua, aria o particelle solide: queste ultime sono le più comuni e quelle che causano i danni maggiori.
I contaminanti solidi possono ostruire gli orifizi delle valvole di controllo, provocare il grippaggio di parti mobili, accelerare l’usura e catalizzare l’ossidazione dell’olio.
Un contaminante è qualsiasi sostanza insolubile presente nell’olio. I contaminanti entrano nel sistema in diversi modi: durante la produzione, il montaggio, lo stoccaggio e il trasporto dei componenti del sistema; dall’ambiente esterno attraverso guarnizioni usurate delle aste dei cilindri o un filtro di ventilazione del serbatoio difettoso; e dallo stesso sistema — le parti interne usurates generano continuamente particelle metalliche. La contaminazione non cessa mai.
Nessun additivo chimico può rimuovere i contaminanti dall'olio né impedire che questi vi entrino. L'obiettivo di una buona progettazione e manutenzione del sistema è evitare l'ingresso di contaminanti; la rimozione dei contaminanti dall'olio è invece responsabilità dei filtri e del team di manutenzione.
L'occhio nudo non è in grado di determinare in modo affidabile il livello di contaminazione. L'osservazione dell'olio in un flacone di vetro alla luce non costituisce un controllo accurato della contaminazione: molte particelle dannose per i sistemi idraulici sono troppo piccole per essere visibili. Una valutazione accurata della contaminazione richiede un'analisi di laboratorio.
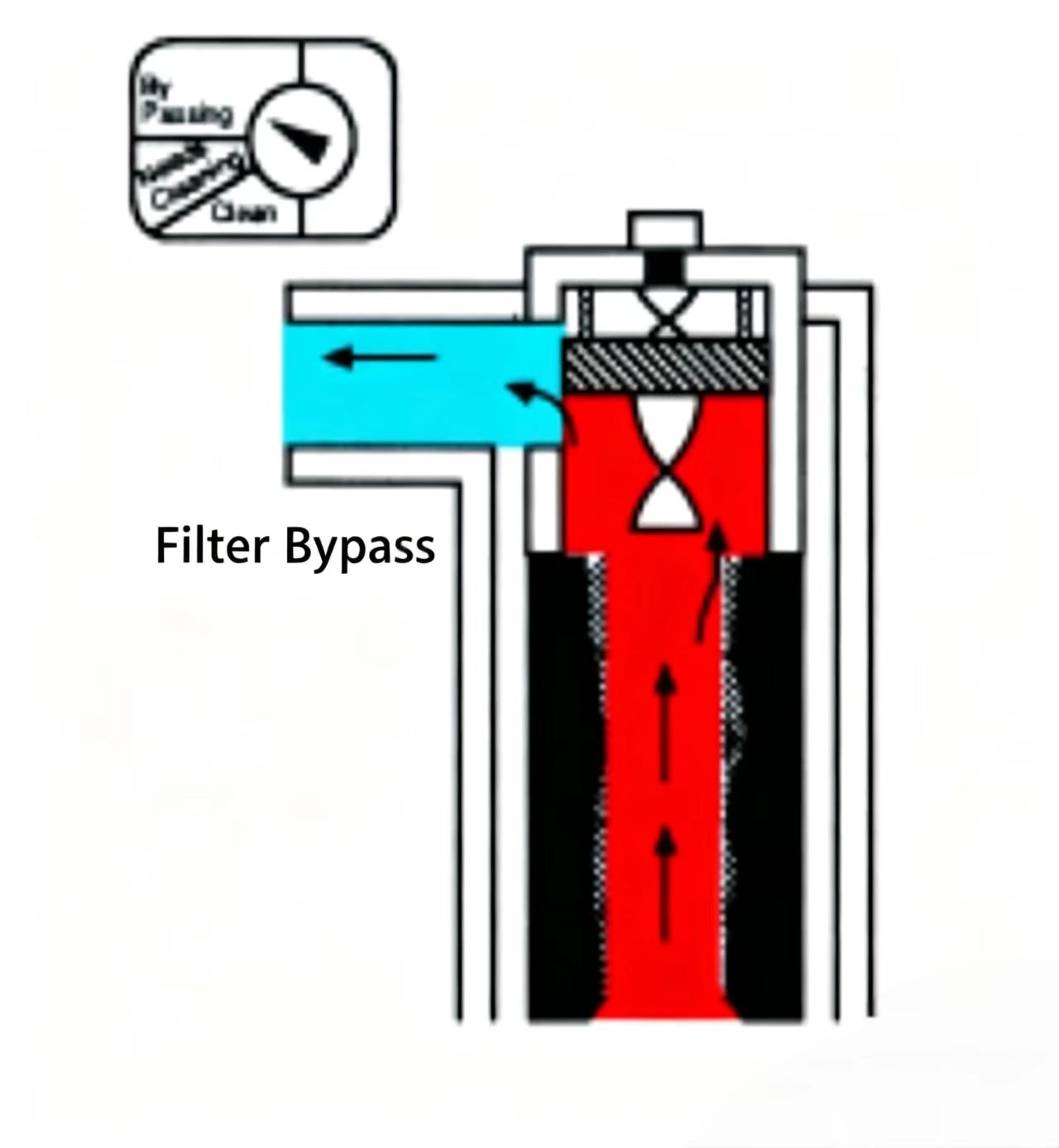
L'indicatore di intasamento del filtro del sistema fornisce un ulteriore metodo per verificare la contaminazione. Se il filtro è correttamente dimensionato per il sistema e l'indicatore funziona correttamente: un'indicazione di "pulito" significa che l'olio è sufficientemente pulito per il sistema; un'indicazione di "necessita di manutenzione" indica che il filtro richiede manutenzione o sostituzione; se l'indicatore segnala il bypass, l'olio è molto sporco e il filtro necessita di intervento immediato.

Figura 3-19 Indicatore dello stato del filtro. "Pulito" (in alto): l’olio è accettabile. "Manutenzione richiesta" (al centro): eseguire la manutenzione o sostituire l’elemento. "Bypass" (in basso): l’olio è molto sporco — intervenire immediatamente.
Come già menzionato, l’olio idraulico svolge numerose funzioni nel sistema e contiene diversi additivi per supportare tali funzioni. Esso richiede un’attenzione particolare durante lo stoccaggio, il trasporto verso il serbatoio e l’intero ciclo di funzionamento del sistema.
Durante lo stoccaggio, l’obiettivo principale è mantenere l’olio nelle migliori condizioni possibili. La contaminazione dell’olio nei fusti di stoccaggio non solo comporta sprechi, ma può anche immettere nel sistema un olio degradato, compromettendone l’affidabilità.
I fusti devono essere conservati in un luogo pulito e asciutto. I fusti conservati all’aperto devono essere posizionati orizzontalmente, su un fianco, per evitare che l’acqua si accumuli sulla parte superiore e penetri attraverso la guarnizione del tappo.
Prima di iniziare il trasferimento dell'olio, pulire il coperchio del fusto, quindi preparare tutti gli attrezzi e le attrezzature necessarie: tubo flessibile, pompa di trasferimento, imbuto, filtro di riempimento del serbatoio e mani pulite. Verificare che la marca e la viscosità indicate sul fusto corrispondano a quelle richieste. Non tutti gli oli idraulici contengono gli stessi additivi; pertanto, si raccomanda di non miscelare oli provenienti da fornitori diversi, a meno che il fornitore non ne autorizzi espressamente la miscelazione.
Una volta che l'olio è stato immesso nel sistema, procedere alla sua manutenzione e al suo monitoraggio agli intervalli specificati. La manutenzione dell'olio comprende: il rabbocco fino al livello minimo (utilizzando lo stesso olio o un olio compatibile con quello già presente), la gestione delle perdite e la sostituzione dell'elemento filtrante.
Cambiare regolarmente l'elemento filtrante è molto vantaggioso. La contaminazione è estremamente dannosa per l'olio perché ne catalizza l'ossidazione, in particolare quando le particelle contaminanti sono di ferro, piombo o rame. I filtri rimuovono la maggior parte delle impurità dal flusso, ma non riescono a eliminare completamente la contaminazione dal sistema: si limitano a mantenere l'olio. Se l'indicatore del filtro segnala un problema ma non viene effettuata tempestivamente la manutenzione, grandi quantità di contaminanti non filtrati bypassano la sezione a valle, danneggiando i componenti; inoltre, i contaminanti intrappolati nell'elemento sporco rimangono nel sistema, continuando a catalizzare l'ossidazione.
Gli elementi filtranti a rete possono essere puliti e riutilizzati. L'efficacia della pulizia dipende dall'accuratezza con cui viene eseguita, non dal metodo di pulizia in sé.
Metodo comune: immergere in un solvente pulito o in acqua calda saponata, quindi soffiare con aria compressa per asciugare. L'uso di una spazzola morbida (pennello da pittura nuovo) aiuta a pulire la maglia. Non utilizzare mai spazzole metalliche o materiali abrasivi. Dopo la pulizia, tenere l'elemento contro la luce e ispezionarlo: le aree grigie o nere indicano che è necessaria un'ulteriore pulizia.
La pulizia ad ultrasuoni è più costosa ma più pratica: posizionare l'elemento sporco nel pulitore ad ultrasuoni per un tempo prestabilito, quindi rimuoverlo pulito e pronto per il riutilizzo. Gli elementi filtranti con grado di filtrazione pari o inferiore a 40 μm devono essere puliti con un pulitore ad ultrasuoni per ripristinare efficacemente la loro durata operativa.
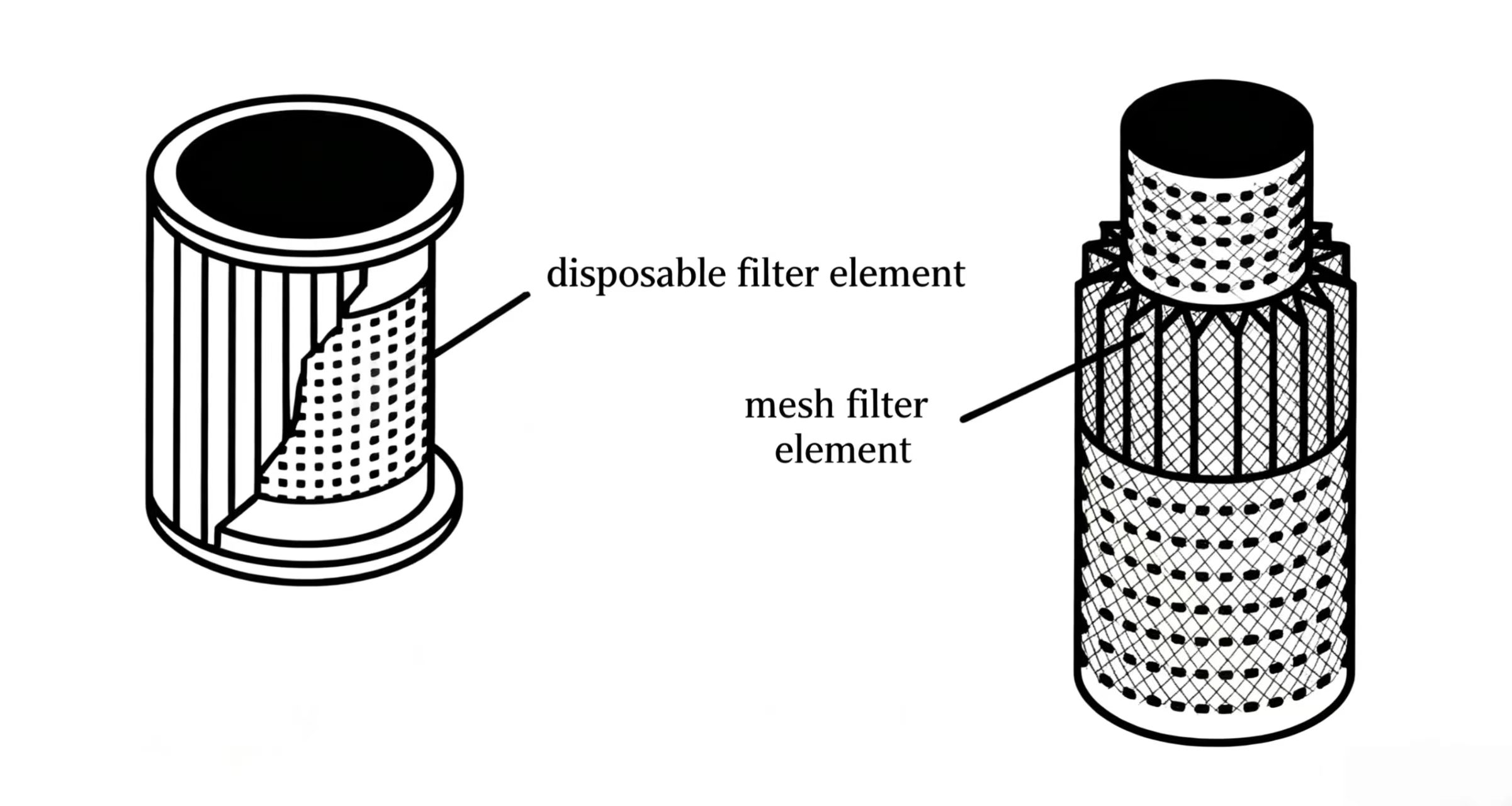
Figura 3-20: Pulizia di un elemento filtrante a rete. (Sinistra) Pulitore ad ultrasuoni per elementi fini. (Destra) Tenere l'elemento pulito contro la luce per verificare la presenza di eventuali zone ancora ostruite.
CONCETTI CHIAVE – CAPITOLO 3
|
Concetto |
Dato Importante |
Implicazione Pratica |
|
Viscosità |
Resistenza al flusso; diminuisce con il calore, aumenta con il freddo/la pressione |
Deve mantenersi nell’intervallo 150–250 SUS (32–54 cSt) a 100 °F per la maggior parte dei sistemi |
|
Indice di viscosità (VI) |
Quanto sia stabile la viscosità nell'intervallo di temperatura |
VI >= 90 richiesto per i moderni sistemi idraulici |
|
Punto di scorrimento |
Temperatura più bassa alla quale l'olio continua a scorrere |
Deve essere almeno 20 °F inferiore alla temperatura minima di avviamento |
|
Pellicola d'olio / lubrificità |
Capacità di formare e mantenere una pellicola tra le superfici |
Critica all'avviamento e ad alta pressione — gli additivi AW aiutano |
|
Tipi di additivi |
WR (oleosità), AW (antiusura), EP (estrema pressione) |
Abbinare l'additivo all'intervallo di pressione; non miscelare oli incompatibili |
|
Ossidazione |
L'olio reagisce con l'ossigeno — produce acidi, fanghi e vernici |
Utilizzare oli R&O; mantenere bassa la temperatura; eliminare le bolle d'aria |
|
Contaminazione da acqua |
Promuove la formazione di ruggine e accelera l'ossidazione |
Prova visiva: torbido = 0,5% di acqua; latteo = 1% di acqua |
|
Contaminazione |
Particelle solide — causa principale dei guasti idraulici |
Mantenere i filtri; ispezionare regolarmente l'indicatore; sostituire l'olio secondo necessità |


Benvenuti su HOVOO, una fabbrica cinese di sigilli. Produzione di sigilli in PU, gomma e PTFE. I sigilli includono O-ring, sigillo pistone, sigillo stelo, anello grigio e sigillo a gas.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}