33-99 ნომ. Mufu E გამზ Gaussian რაიონი, ნანჯინგი, ჩინეთი [email protected] | [email protected]
33-99 ნომ. Mufu E გამზ Gaussian რაიონი, ნანჯინგი, ჩინეთი [email protected] | [email protected]

Ჩინური წარმოებლის ჰიდრავლიკურ საყრდენ ხვრელგამაში ბრუნვის ერთეული ჩვეულებრივ წყლით იკვებება გვერდიდან. საცავის მასალის არჩევანსა და დიზაინს დიდი გავლენა აქვს საცავის მუშაობის ეფექტურობასა და მის სიცოცხლის ხანგრძლივობაზე — რაც, საერთო ჯამში, ხვრელგამის სრულ მოქმედებას ახდენს გავლენას.
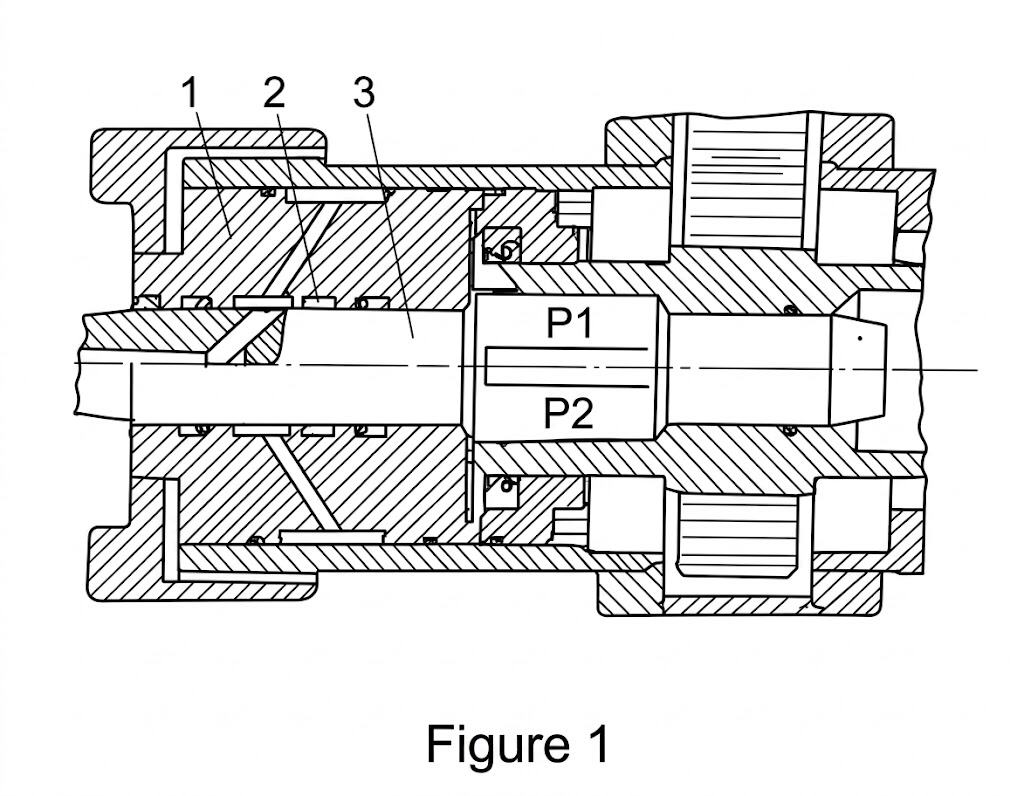
Ჰიდრავლიკური საყრდენი გამახვრელის ბრუნვის ერთეულზე მოწყობილი გვერდითი წყლის მიწოდების სისტემა ძირითადად შედგება სამი ნაკეთობისგან: წყლის გილაკისგან (1), წყლის სილიკონის სარეზერვო გასახურებლისგან (2) და ხელის ბოლოს (3) (იხ. ნახ. 1). როდესაც გამახვრელი მუშაობს, ხელის ბოლო ერთდროულად ბრუნავს და ღრმა სიხშირით ასრულებს ღერძის გასწვრივ წინ-უკან მოძრაობას, რაც შედეგად იძლევა შეტაკების ენერგიის გადაცემას. YYC250B ჰიდრავლიკური საყრდენი გამახვრელის წყლის სილიკონის სარეზერვო გასახურებლის მუშაობის პარამეტრებია: ხელის ბრუნვის სიჩქარე — 220 აბრ/წთ, ხელის შეტაკების სიხშირე — 60 ჰც, გამოსაფილტრებლად წყლის წნევა — 1 მპა, საჭრელი სიჩქარე — 110 სმ/წთ. ეს მნიშვნელობები აჩვენებს, რომ წყლის სილიკონის სარეზერვო გასახურებელი მოქმედების ქვეშ იმყოფება მაღალი სიხშირის ღერძის გასწვრივ დარტყმისა და ბრუნვის გამო წარმოქმნილი კომბინირებული ხახუნის ტვირთის ქვეშ. ამიტომ სილიკონის სარეზერვო გასახურებლის მასალას უნდა ჰქონდეს შემდეგი თვისებები:
Ვარიანტების შედარების შემდეგ ჩვენ ავირჩიეთ პოლიურეთანი სილიკონის მასალად. მისი მოლეკულური სტრუქტურა შეიცავს ურეთანის ჯგუფებს, რაც აძლევს მას მაღალი მექანიკური სიძლიერე — დაახლოებით 1–4-ჯერ უფრო მეტი, ვიდრე ნიტრილური რეზინის. მისი აბრაზიული წინააღმდეგობა განსაკუთრებით კარგია, დაახლოებით 10–15-ჯერ უკეთესი, ვიდრე ბუნებრივი რეზინის. ასევე, მას აქვს კარგი სითხის წინააღმდეგობა (მეტი ვიდრე 5-ჯერ უკეთესი, ვიდრე ნიტრილური რეზინის) და კარგად იძლევა წინააღმდეგობას ოზონსა და ასაკობრივ დეგრადაციას.
Შეიძლება მივუთითოთ, რომ პოლიურეთანი ორი ძირითადი ტიპით არსებობს, რომლებსაც სხვადასხვა ხარისხი აქვთ, ხოლო არჩევანი ამ სილიკონის სიკეთეზე მოქმედებს. პირველი ტიპი — პოლიესტერზე დაფუძნებული პოლიურეთანი (ხარისხები, როგორიცაა Dongfeng-1 და JA3). მეორე ტიპი — პოლიეთერზე დაფუძნებული პოლიურეთანი (ხარისხები, როგორიცაა JA2 და JA5). პოლიესტერის ტიპს კარგი მექანიკური თვისებები აქვს, მაგრამ მისი წყლის მიმართ მეტად მდგრადობა სუსტია — წყალი ქიმიურად რეაგირებს ელასტომერული ქსელის პოლარულ ჯგუფებთან და არღვევს სტრუქტურას. რაც უფრო მეტი პოლარული ჯგუფი არის ქსელში, მით უფრო სუსტია წყლის მიმართ მდგრადობა. პოლიეთერის ტიპს კი ნაკლები პოლარული ჯგუფი აქვს, ამიტომ მისი წყლის მიმართ მდგრადობა პოლიესტერის ტიპზე 5-ზე მეტჯერ უკეთესია. თუმცა, რადგან პოლიეთერის ტიპში ეთერული ბმები ნაკლებ ენერგიას ინახავენ, მისი მექანიკური სიმტკიცე არ არის ისეთი კარგი, როგორც პოლიესტერის ტიპში. გარკვეული გადაწყვეტა არის ორივე ტიპის ძლიერების კომბინირება. ამ ორი ტიპის შერევით და აბრაზიულად მდგრადი სავსების დამატებით შეგვიძლია მივიღოთ მასალა, რომელსაც როგორც კარგი მექანიკური მახასიათებლები, ასევე კარგი წყლის მიმართ მდგრადობა აქვს. ამ მიზნით ჩვენ მუშაობას ვაწარმოებდით რეზინის საწარმოსთან (პოლიურეთანის წარმოებლის მიერ), რომელიც სპეციალურად შერეული პოლიურეთანის მასალის წარმოებას ახდენს. გამოცდილები აჩვენეს, რომ ამ მასალისგან დამზადებული სილიკონები მკაფიოდ უკეთეს სილიკონირების მახასიათებლებსა და სამსახურის ხანგრძლივობას აჩვენებენ.
Გამომდინარე იქიდან, რომ ბრუნვის ერთეულის წყლის ბეჭდზე მოქმედებს ტვირთი, ჩვენ ავირჩიეთ Y-ტიპის სილიკონის ბეჭდები. ამ ტიპს სამი უპირატესობა აქვს: (1) თავად-დასაბეჭდად შეძლება — როცა წნევა იქმნება, ბეჭდის ბორბოლები უფრო მჭიდროდ იჭეკება და უკეთესად ბეჭდავს; (2) დაბალი სამუშაო წინააღმდეგობა და სიმშრალე; (3) კარგი სტაბილურობა, რაც მისაღებად ხდის მის ჰიდრავლიკურ ნაკეთობებში, სადაც წნევა სწრაფად იცვლება. O-ტიპის ბეჭდები ამ პირობებში ხშირად გადაბრუნდება და ზიანდება.
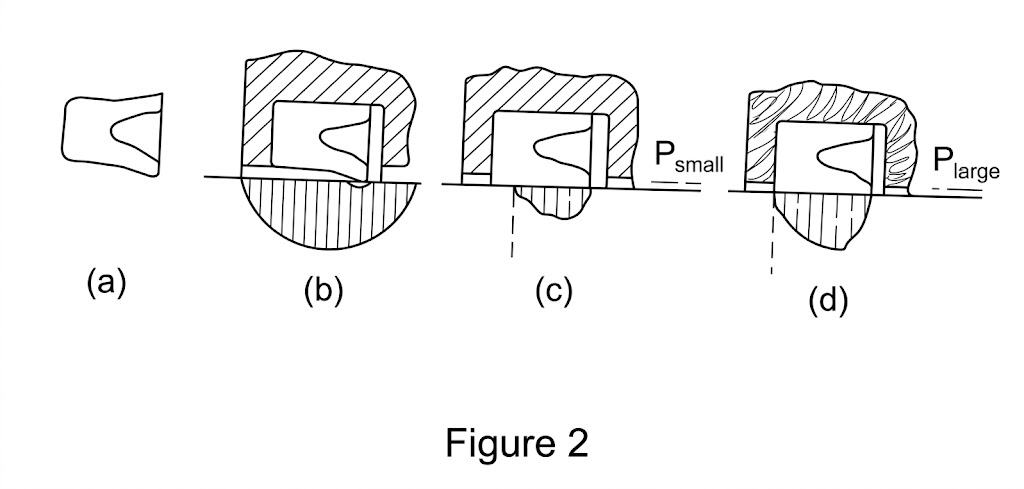
Y-ტიპის რგოლები ძირითადად თავისი კიდეების თავდამოხვევითი დასრულების მექანიზმით ახდენენ დამუშავებას. 2-ე ნახაზი აჩვენებს Y-ტიპის რგოლის კონტაქტური წნევის განაწილებას წყლის გილაკის ღრმაში დაყენების შემდეგ. წნევის გარეშე კიდის წვეროს დეფორმაციის შედეგად მხოლოდ მცირე კონტაქტური წნევა იქმნება (2b ნახაზი). როგორც კი შიგა წნევა იქნება გამოყენებული, პასკალის კანონი ამბობს, რომ დახურულ სისტემაში სითხით შეხებადი ყველა წერტილი იღებს შიგა წნევის ტოლ ნორმალურ ძალას. ეს იწვევს სილიკონის რგოლის ფუძის ღერძობრივ შეკუმშვას და კიდეების წრიულ შეკუმშვას. კიდის კონტაქტური ზედაპირი სახელურთან იზრდება, ხოლო კონტაქტური წნევაც იზრდება (2c ნახაზი). როგორც კი შიგა წნევა კიდევ მეტად იზრდება, წნევის განაწილება და მისი სიდიდე კიდევ მეტად იცვლება (2d ნახაზი), რაც კიდეებს კიდევ უფრო მჭიდროდ აჭერებს ღერძზე — ეს არის „თავდამოხვევითი დასრულების ეფექტი“. ამიტომ ის არის კარგი არჩევანი ამ წყლის დასრულების მოწყობილობისთვის.
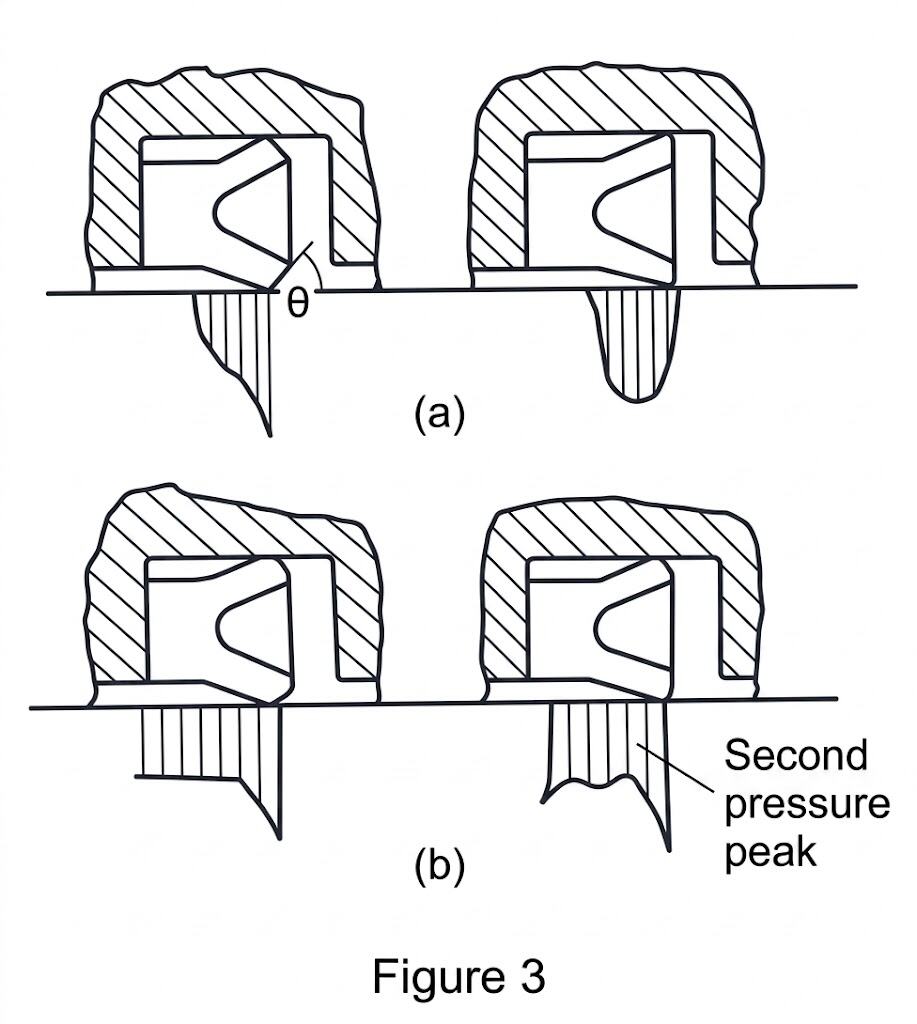
Კონტაქტური წნევის განაწილება მჭიდროდ არის დაკავშირებული ლაბრუმების ფორმასთან. ლაბრუმის ტიპის რგოლში კარგი ჰერმეტიზაციის გასაღებია სილაბრუმის კონტაქტურ ზონაზე წნევის განაწილება და ლაბრუმის წვეროზე მაქსიმალური წნევა. ნახ. 3a შედარებს Y-სახელურის რგოლების ჰერმეტიზაციის ეფექტს წინა ლაბრუმზე ჩამფერის არსებობის და არ არსებობის შემთხვევაში. ჩამფერით დაკომპლექტებული რგოლი ჰერმეტიზაციის კონტაქტურ ზონაზე აჩვენებს გამოთქატულ წნევის პიკს, რაც უკეთესად აკმაყოფილებს ლაბრუმის ტიპის სილაბრუმების სამუშაო მოთребებს. სწორი წინა ლაბრუმის კუთხის θ არჩევით შეიძლება მნიშვნელოვნად შემცირდეს გასხივება — θ > 30°-ის შემთხვევაში გასხივება შეადარებით ნაკლებია ვიდრე θ = 0°-ის შემთხვევაში ნახევარით. ნახ. 3b შედარებს ჰერმეტიზაციის ეფექტს უკანა ლაბრუმზე (კაბური) ჩამფერის არსებობის და არ არსებობის შემთხვევაში. წინა ლაბრუმისგან განსხვავებით, კაბურის ჩამფერი სამუშაო წნევის ქვეშ ქმნის მეორე წნევის პიკს, რაც აკავებს წყლის უკან დაბრუნებას და გასხივებას ამატებს. კაბურის ჩამფერის გარეშე მეორე წნევის პიკი არ არსებობს და სილაბრუმი უკეთესად მუშაობს.
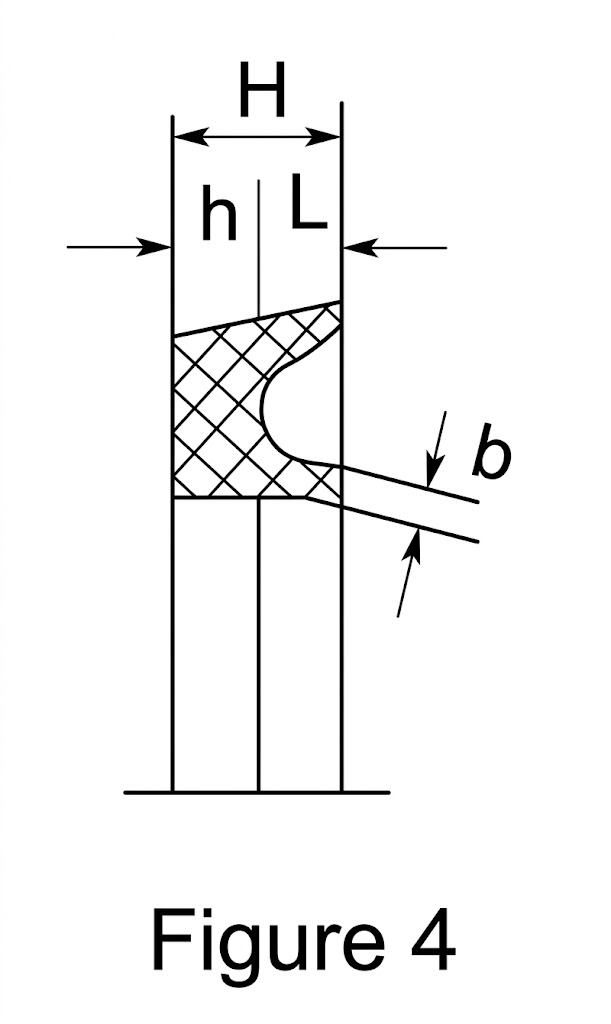
Კარგად შემუშავებული სილიკონის ბარათი საშუალებას აძლევს მასალას სრულად გამოიყენოს თავისი შესაძლებლობები. Y-ფორმის ბარათის შემთხვევაში, მისი ეფექტურობისა და სამსახურის ხანგრძლივობის ერთ-ერთი ყველაზე მნიშვნელოვანი ფაქტორია განზომილება l-სა და განზომილება h-ს შორის კავშირი (იხ. ნახ. 4). პრაქტიკული გამოყენების მიხედვით, როცა შეფარდება l/h = 1, ბარათი გარკვეული ხანგრძლივობით შეძლებს დაკარგვის მინიმიზაციას. ამიტომ, საუკეთესო სილიკონის დახურვის მისაღებად l/h მნიშვნელობა უნდა შენარჩუნდეს 1-ის ტოლად.
Ასევე, სილიკონის ბარათის გარკვეული ხანის მუშაობის შემდეგ მისი კიდე იცვლება. თუ კიდე არ შეძლებს ამ ცვლილების კომპენსაციას, დაკარგვა დაიწყება. კიდის სისქე b უნდა აირჩევა მასალის მექანიკური თვისებების და საყრდენის დიამეტრის მიხედვით. მიზანია უზრუნველყოფა კიდის საკმარისი სიხისტის უზრუნველყოფა, ამავე დროს მისი მოქნილობის შეძლება და ცვლილების კომპენსაცია.
Თუ სილიკონის ბარათი დაყენების დროს არ იქნება სწორად მოვლილი, შეიძლება დაზიანდეს ან დეფორმირდეს, რაც ზიანს მიაყენებს მის ხარისხს და შეიძლება გამოყენებადობას დაკარგოს. შემდეგი მოთხოვნები აუცილებლად უნდა დაიცვას:

Შეჯამების მიხედვით, სწორი სარეზერვო მასალის არჩევა, სანდო დიზაინის გამოყენება და დამყარების დროს სიფრთხილის ჩართვა არის ჰიდრავლიკური ქანების გამაგრების ბრუნვის ერთეულებში სარეზერვო შესრულების და სამსახურის ხანგრძლივობის გასაუმჯობესებლად გასაღები საკვანძო ელემენტები. პრაქტიკაში აქ აღწერილი მიდგომა კარგ შედეგებს მოუტანა — გამოტეკვა შემცირდა და სამსახურის ხანგრძლივობა მნიშვნელოვნად გაიზარდა.

gaussian HOVOO, კიტაიური სიმოქმედი ფაბრიკა. PU, რ椽ubber და PTFE სიმოქმედის წარმოება. სიმოქმედები მოიცავს O-გარე, პისტონის სიმოქმედებს, რდომის სიმოქმედებს, Gray გარე და გაზის სიმოქმედებს.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}