33-99No. Mufu E Rd. Gulou District, Nanjing, China [email protected] | [email protected]
33-99No. Mufu E Rd. Gulou District, Nanjing, China [email protected] | [email protected]

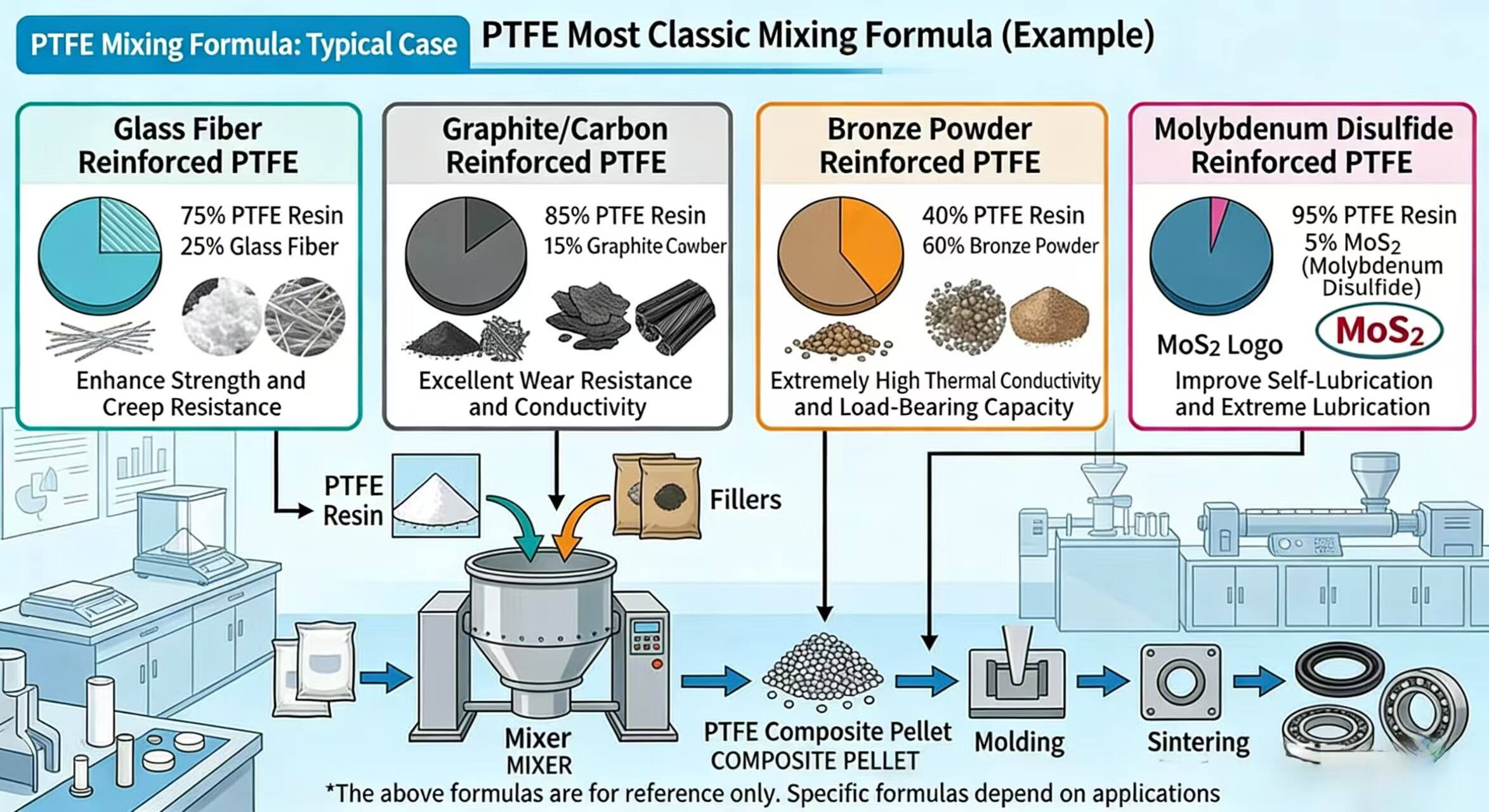 Conclusie: Er bestaat geen enkele ‘gouden geheime formule’ voor PTFE die de hele industrie gebruikt.
Conclusie: Er bestaat geen enkele ‘gouden geheime formule’ voor PTFE die de hele industrie gebruikt.
Volgens de huidige openbare informatie van Chemours/Teflon betekent gevulde PTFE meestal het toevoegen van 5–40 gewichtsprocent (wt%) anorganische vulstoffen aan het PTFE-poeder. Teflon™ PTFE 7C X wordt duidelijk vermeld als ‘aanbevolen voor menging met vulstoffen’, met name metalen poeders. Na een vergelijkende controle met de gepubliceerde normen van Daikin, de vulstofbereiken en vergelijkingsgrafieken van 3M Dyneon en oude DuPont-gegevens, blijken de onderstaande formules zich steeds weer te voordoen in de praktijk van PTFE-productie.
Alle percentages zijn gebaseerd op het eindgewicht (wt%) .
(1) 85/15: PTFE + 15% glasvezel
Dit is de meest gebruikte algemene versterkte kwaliteit. Daikin vermeldt deze openlijk als 15GL. Ook 3M noemt glasvezel als een van de meest gebruikte vulstoffen, meestal tot maximaal 25 gewichtsprocent (wt%) en in sommige gevallen zelfs tot 40 gewichtsprocent (wt%). Deze samenstelling biedt goede afmetingsstabiliteit, weerstand tegen koudvloeien en goede hittebestendigheid. Nadelen: het slijt de tegenoverliggende oppervlakte sterker, waardoor het minder geschikt is voor gebruik met zachte metalen.
(2) 75/25: PTFE + 25% glasvezel
Dit is de zwaarbelaste versie van de mengsel met 15% glasvezel en een van de oudste standaardformules. Daikin vermeldt deze als 25GL. De vergelijkingsmonsters van 3M bevatten eveneens 25% glasvezel. Deze formulering is harder en weerstaat kruipen beter dan de 15%-variant, maar slijt de tegenoppervlakte nog meer.
(3) 80/15/5: PTFE + 15% glasvezel + 5% grafiet
Eén van de meest klassieke afdichtingsformules met lage wrijving. In de door 3M gepubliceerde slijtagegrafiek wordt precies 15% glasvezel / 5% grafiet gebruikt als voorbeeld van lage slijtage. Oude DuPont-gegevens plaatsen het mengsel van glasvezel en grafiet eveneens in het gebied van lage slijtage voor zacht staal.
(4) 80/15/5: PTFE + 15% glasvezel + 5% MoS 2.
Daikin vermeldt de standaardkwaliteit 15GL5M. Volgens 3M wordt MoS₂ meestal als secundaire vulstof toegevoegd tot maximaal 5 gewichtsprocent, en wordt de laagste wrijving vaak bereikt met grafiet of MoS₂ alleen of in combinatie met glasvezel. Ook de DuPont-gegevens plaatsen glasvezel/MoS₂ in de zone met lage slijtage.
(5) 85/15: PTFE + 15% grafiet
Een ouderwetse, laag-wrijvingsformule die zachtere tegenoppervlakken minder belast. Daikin vermeldt deze als 15GR. Volgens 3M wordt grafiet veelal gebruikt in een concentratie van ongeveer 5 gewichtsprocent als secundaire smeermiddelvulling, maar kan oplopen tot 20 gewichtsprocent om de warmtegeleiding te verbeteren. Grafietformules leveren meestal de laagste wrijvingscoëfficiënt.
(6)75/25:PTFE+25%Koolstof
Een andere klassieke PTFE-lijn, onderverdeeld in harde koolstof en zachte koolstof. Daikin vermeldt zowel 25CAR (harde koolstof) als 25CAR/R (zachte koolstof). Het typische bereik van 3M is zachte koolstof tot 25 gewichtsprocent en harde koolstof tot 35 gewichtsprocent. Harde koolstof wordt vaker gebruikt bij hoge belasting, slijtvastheid en zuigerveren. Zachte koolstof wordt vaker gebruikt bij droogloopende toepassingen en afdichtingsbusjes.
(7)90/10:PTFE+10%Koolstofvezel
Een zeer gebruikelijke formule voor watergesmeerde of hydraulische afdichtingen. Daikin heeft 10CF. Volgens 3M wordt koolstofvezel veelal gebruikt tot 15 gewichtsprocent en is duidelijk geschikt voor vloeibare omstandigheden. De richtlijn van DuPont voor toepassingen in wateromgeving plaatst koolstofvezel ook aan de kant van lage slijtage.
(8)60/40:PTFE+40%Brons
Een van de oudste PTFE-families voor hydraulische systemen onder hoge druk. Daikin vermeldt 40BRR. Volgens 3M kan de vulling met bronspoeder oplopen tot 60 gewichtsprocent, met nadruk op hoge slijtvastheid, hydraulische systemen onder hoge druk en goede warmtegeleiding. Gegevens van DuPont plaatsen brons ook in het gebied van lage slijtage voor zacht staal. Nadelen: slechtere chemische en elektrische prestaties, en ongeschikt voor gebruik met water.
(9)60/30/10: PTFE + 30% brons + 10% koolstofvezel
Dit is meer een ‘klassieke zwaarbelaste versie’ dan een universele standaard. Het slijtagediagram van 3M gebruikt 30% brons / 10% glasvezel en toont dat deze samenstelling de laagste slijtfactor in dat diagram heeft — typisch denken in termen van hoge PV-waarden en zwaar belasting bij slijtage.
Als we al het bovenstaande samenvatten in één korte lijst, dan is de meest klassieke PTFE-mengformulefamilie is: 15% glasvezel, 25% glasvezel, 15% glasvezel + 5% grafiet, 15% glasvezel + 5% MoS₂ 2. , 25% koolstof, 10% koolstofvezel, 40% brons .
Dit is niet het officiële 'enige antwoord' van een bepaald bedrijf. Het is eenvoudig een samenvatting die voortkomt uit het vergelijken van de vulstofrichtlijnen van Chemours/Teflon, de standaardkwaliteiten van Daikin, de typische samenstellingen en tabellen van 3M, en oude DuPont-dossiers.
Twee korte herinneringen aan het einde. Ten eerste gebruiken bijna alle openbare catalogi wt% , maar in sommige oude DuPont-discussies wordt verwezen naar 'ongeveer 20 vol% voor de laagste slijtage.' Gewichtspercentages (wt%) en volumeprocentages (vol%) kunnen niet direct met elkaar worden vergeleken, omdat brons, glasvezel en koolstof zeer verschillende dichtheden hebben. Ten tweede worden de wrijving en slijtage van PTFE sterk beïnvloed door vorm van de vulstof, hoeveelheid vulstof, belasting, snelheid, tegenoverliggend materiaal en omgeving . Dezelfde 'klassieke formule' kan zeer verschillend presteren bij droog staalgebruik vergeleken met watergesmeerde toepassingen.

Welkom bij HOVOO, een Chinese zegelfabriek. Productie van PU, Rubber en PTFE zegels. De zegels omvatten O-ring, pistonzegel, stangzegel, Gray ring en gaszegel.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}