33-99Nr. Mufu E Rd. Dystrykt Gulou, Nanjing, Chiny [email protected] | [email protected]
33-99Nr. Mufu E Rd. Dystrykt Gulou, Nanjing, Chiny [email protected] | [email protected]

Oprócz przekazywania energii olej na bazie ropy naftowej pełni jeszcze jedną kluczową funkcję: smarowanie. Obie te funkcje – przekazywanie energii i smarowanie – są w znacznym stopniu uzależnione od lepkości. Dlatego lepkość jest najważniejszą właściwością oleju hydraulicznego.
Smarowanie to proces zmniejszania tarcia między dwiema powierzchniami znajdującymi się w kontakcie i poruszającymi się względem siebie.
Smarowanie jest kluczową funkcją oleju hydraulicznego. Bez smarowania tarcie między ruchomymi częściami powoduje nadmierne zużycie i generuje ciepło. 
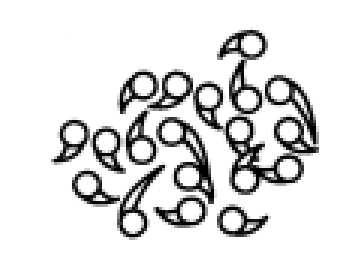
Tarcie to siła przeciwdziałająca ruchowi. Nawet powierzchnie wydające się gładkie są mikroskopijnie chropowate. Gdy dwie powierzchnie tarczają się o siebie, ich mikroskopijne wypukłości stykają się, ulegają odkształceniu, chwilowo zgrzewają i rozrywają — właśnie ten proces rozrywania stanowi tarcie. Im bardziej chropowata jest powierzchnia, tym większa siła potrzebna jest do przesuwania i tym większe tarcie powstaje.
Rysunek 3-1: Tarcie występuje, gdy mikroskopijne wypukłości na dwóch powierzchniach stykają się, chwilowo zgrzewają i rozrywają podczas przesuwania się powierzchni.
Jeśli między dwiema powierzchniami metalowymi znajduje się warstwa oleju, bezpośrednie kontaktowanie się metalu z metalem zostaje wyeliminowane. Powierzchnie ślizgają się po warstwie oleju zamiast po sobie nawzajem, co znacznie zmniejsza tarcie.
Dowolna ciecz może tworzyć warstwę oleju, ale niektóre ciecze są do tego lepsze niż inne. Woda, na przykład, była pierwszą cieczą hydrauliczną, jednak jej warstwa jest słaba i łatwo ulega przerwaniu. Olej hydrauliczny na bazie ropy naftowej tworzy znacznie silniejszą i bardziej odporną warstwę.
Smarotliwość to zdolność cieczy do tworzenia trudnej do przerwania warstwy. Zależy ona od:
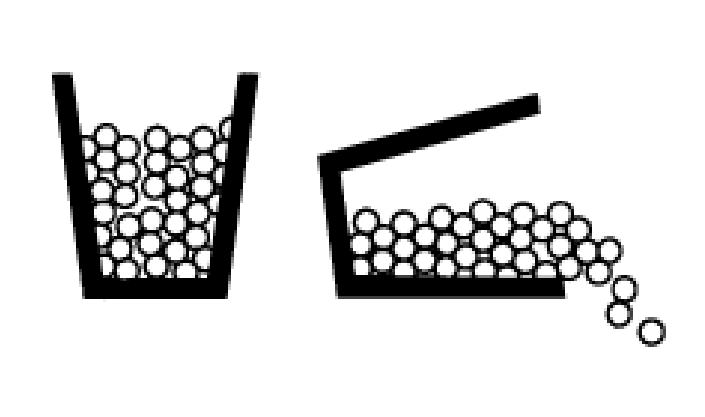
Olej hydrauliczny pochodzenia petrochemicznego charakteryzuje się doskonałą smarnością. Wlej go na stalową płytę – zobaczysz, jak powstaje gruba, rozległa warstwa oleju pokrywająca powierzchnię i pozostająca na niej. Wlej wodę na tę samą płytę – utworzy się cienka warstwa, która jednak łatwo się rozrywa. Wlej rtęć – skupi się ona w krople kuliste; rtęć niemal w ogóle nie przyczepia się do stali, dlatego jej smarność jest bardzo słaba.
Rysunek 3-2. Porównanie smarności. Dobra smarność wymaga zarówno naturalnie grubej warstwy, jak i silnej adhezji do powierzchni metalowej. Olej spełnia oba te warunki.
Właściwa lepkość oleju hydraulicznego musi zapewnić równowagę między dwoma potrzebami: olej musi być wystarczająco gęsty, aby tworzyć dobrą warstwę smarującą, ale jednocześnie wystarczająco płynny, aby swobodnie przepływać. Następnie omówimy tę równowagę.
Olej pełni w układzie hydraulicznym dwie ważne funkcje:
Obie te funkcje — oraz ich ostateczny wpływ na układ — są silnie zależne od lepkości. Najpierw zdefiniujemy lepkość, a następnie przeanalizujemy jej wpływ na generowanie ciepła, smarowanie, smarowanie dynamiczne, przepływ przez luz, oraz inne aspekty.
Podobnie jak wszystkie ciecze, olej hydrauliczny petrochemiczny składa się z cząsteczek, które przyciągają się wzajemnie. Przyciąganie międzycząsteczkowe w cieczy jest znacznie silniejsze niż w gazie, ale słabsze niż w ciele stałym (gdzie cząsteczki są zakotwiczone w ustalonych pozycjach). Ponieważ cząsteczki cieczy mogą ślizgać się po sobie, ciecz może płynąć w sposób ciągły.
Lepkość to właściwość opisująca opór, jaki stawia ciecz przepływowi jej cząsteczek względem siebie — jest to rodzaj tarcia wewnętrznego. Ciecz o wysokiej lepkości (np. miód lub melasa) przepływa powoli i z dużym oporem. Ciecz o niskiej lepkości (np. woda lub olej spożywczy) przepływa łatwo.
Jak wspomniano powyżej, ciecz składa się z cząsteczek poruszających się w sposób ciągły i przyciągających się wzajemnie. Gdy cząsteczki poruszają się wolno, siła przyciągania między nimi jest większa, a opór wobec przepływu – wyższy; wówczas lepkość jest wysoka. Gdy cząsteczki poruszają się szybko (po ogrzaniu), siła przyciągania osłabia się, a lepkość maleje.
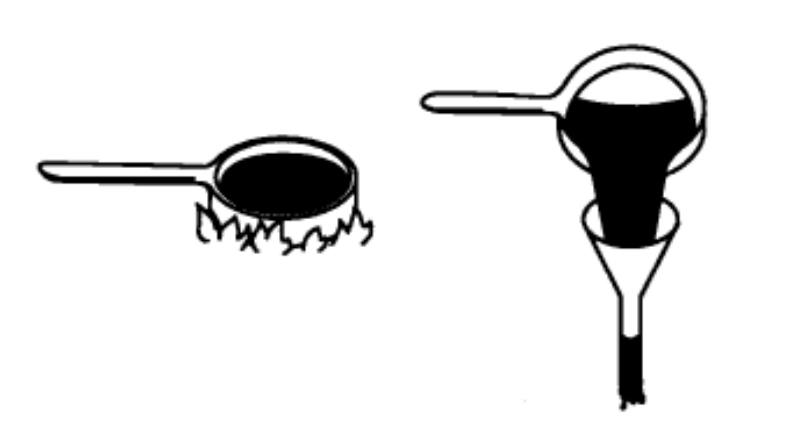
Zimny melas z lodówki ma bardzo wysoką lepkość — wylewa się powoli i z trudem. Podgrzej go na kuchence, a cząsteczki przyspieszą, siła przyciągania osłabnie, lepkość zmniejszy się i płyn będzie łatwo przepływał przez lej.
Jednym ze sposobów pomiaru lepkości oleju jest metoda Saybolt Universal Seconds (SUS, zwana również SSU). Jednostką miary w układzie SI jest centystokes (cSt). Nazwa SUS pochodzi od George’a Saybolta, który w 1919 roku zaproponował wiskozymetr Saybolta Biuru Standardów Stanów Zjednoczonych.
Metoda: Wlej ciecz do pojemnika i ogrzej ją do temperatury badania. Wyciągnij dolny korek i w tym samym momencie uruchom stoper. Zatrzymaj stoper w chwili, gdy dokładnie 60 mL cieczy odpłynie do kolby. Upływ czasu w sekundach stanowi lepkość SUS przy danej temperaturze.
Przykład: Jeśli olej ogrzany do 100°F (37,7°C) odpływa w ciągu 143 sekund, jego lepkość wynosi 143 SUS @ 100°F (37,7°C). Jeśli ten sam olej ogrzany do 130°F (54,4°C) odpływa w ciągu 82 sekund: lepkość = 82 SUS (17,7 cSt) @ 130°F (54,4°C). Lepkość zależy zawsze od temperatury, dlatego należy zawsze podawać zarówno wartość, jak i temperaturę. Zapis „150 SUS (32 cSt)” bez podania temperatury jest skrótem oznaczającym 150 SUS (32 cSt) @ 100°F (37,7°C).
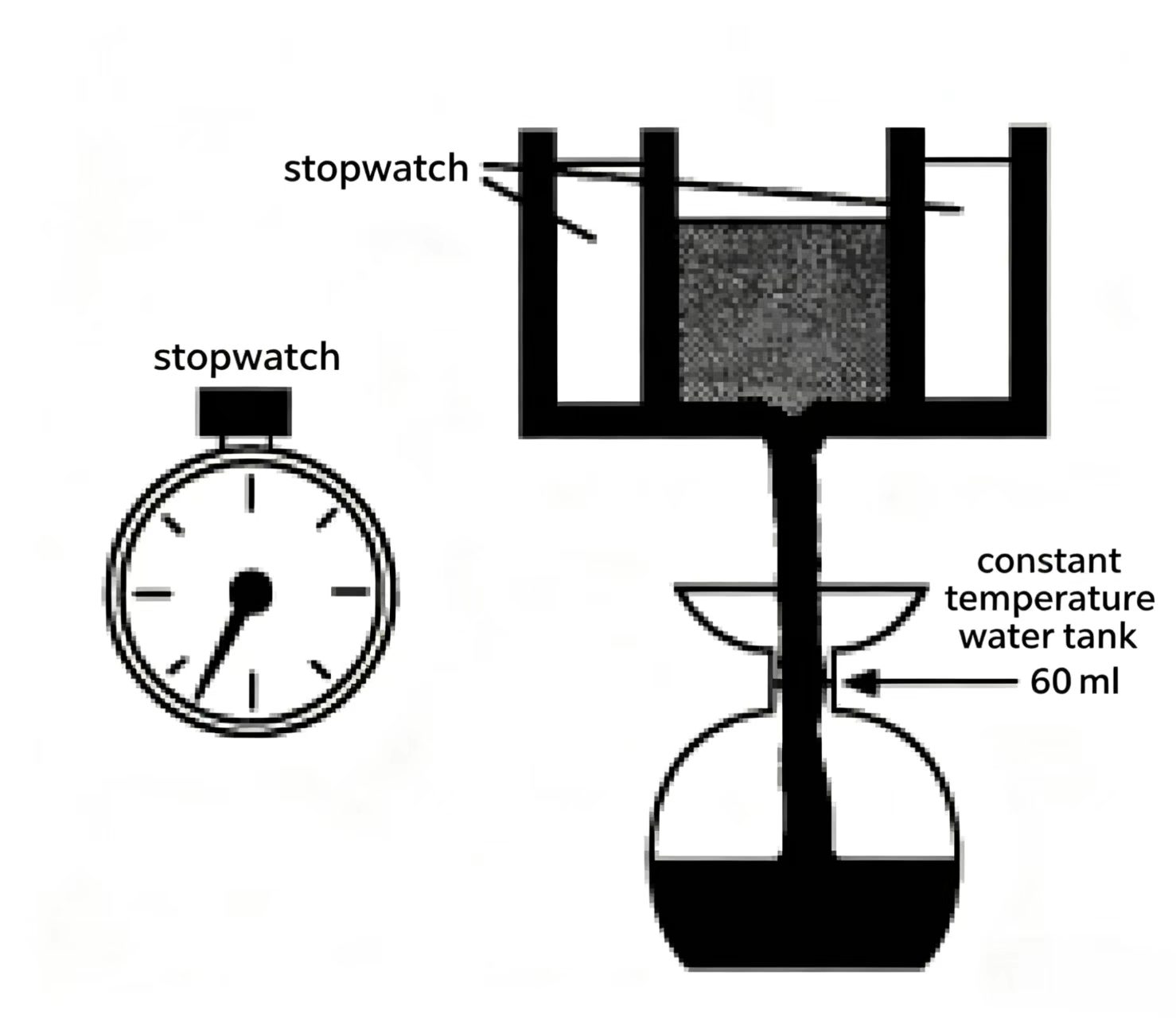
Rysunek 3-5: Wiskozymetr Saybolta. Olej jest ogrzewany do ustalonej temperatury, a następnie mierzony jest czas odpływu dokładnie 60 mL do kolby. Czas w sekundach = lepkość SUS.
Wiskozność zmienia się również wraz z ciśnieniem w układzie. Wraz ze wzrostem ciśnienia wiskozność również rośnie (co przedstawiono na krzywej na rysunku). Zwiększenie ciśnienia od 0 do 3000 psi (207 bar) może podnieść wiskozję typowego oleju hydraulicznego przemysłowego o około 40%.
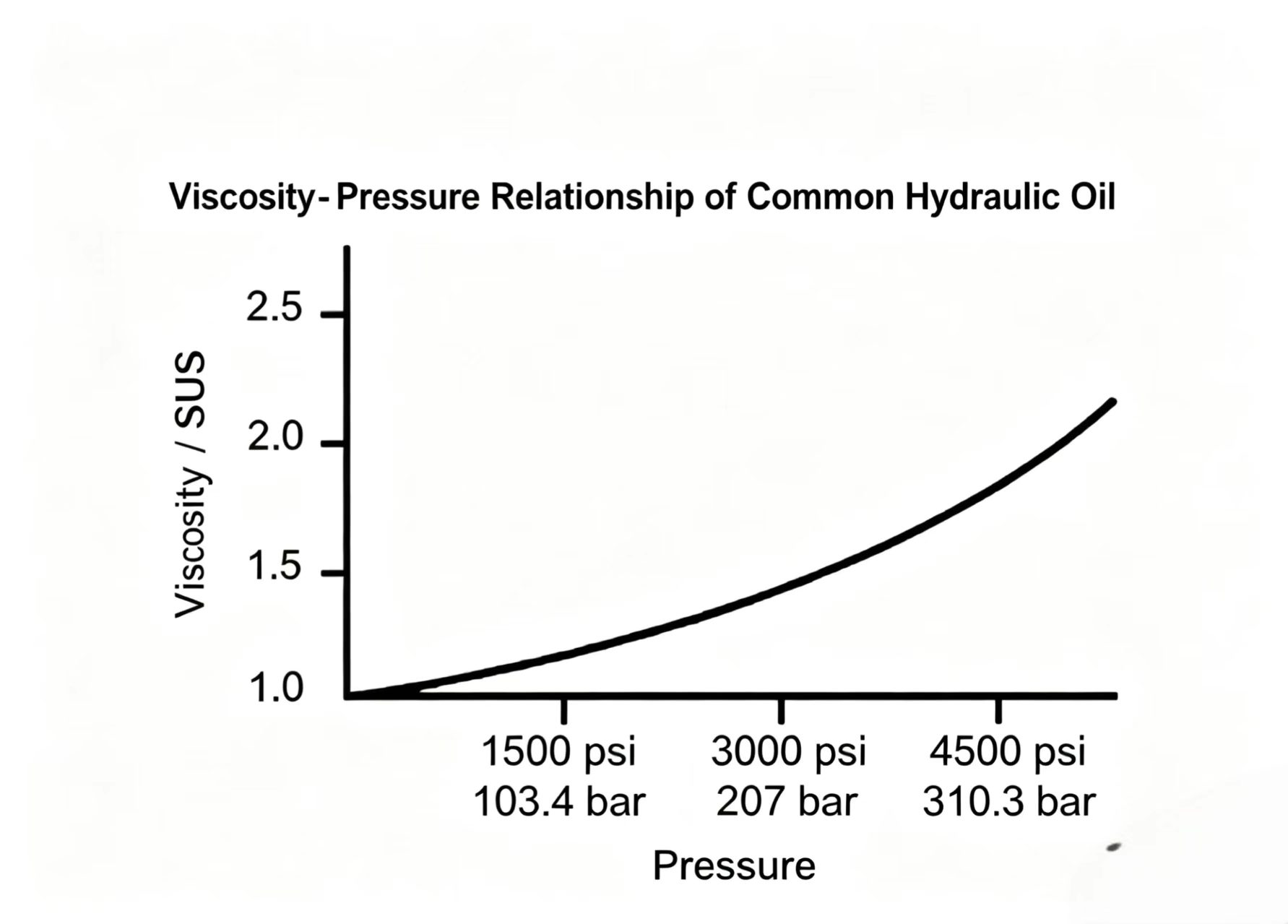
Rysunek 3-6 Wiskozność rośnie wraz z ciśnieniem. Przy ciśnieniu 3000 psi (207 bar) wiskozność może być o 40% wyższa niż przy ciśnieniu atmosferycznym.
Wiskozja wpływa bezpośrednio na generowanie ciepła. Olej o wysokiej wiskozji (np. 500 SUS / 107,9 mm²/s) powoduje większe opory przepływu wewnętrznego niż olej o niskiej wiskozji (np. 150 SUS / 32 mm²/s), co prowadzi do większego wydzielania ciepła w układzie.
W większości układów hydraulicznych zakres roboczej wiskozji wynosi 150–250 SUS (32–53,9 mm²/s) w temperaturze 100°F (37,7°C).
Wiskozność to opór wobec przepływu, więc może wydawać się niepożądana. Ma jednak duży wpływ na smarowanie — jest niezwykle ważna przy tworzeniu dobrej warstwy oleju. Wyższa wiskozność oznacza grubsza i silniejszą warstwę. Olej musi jednak swobodnie przepływać, dlatego odpowiednia wiskozność musi zapewniać równowagę obu tych wymagań.

Rysunek 3-7: Grubość warstwy oleju zależy od wiskozności. Wysoka wiskozność zapewnia grubsza warstwę, ale zwiększa opór przepływu. Niska wiskozność umożliwia łatwy przepływ, lecz cienka warstwa może pęknąć pod obciążeniem.
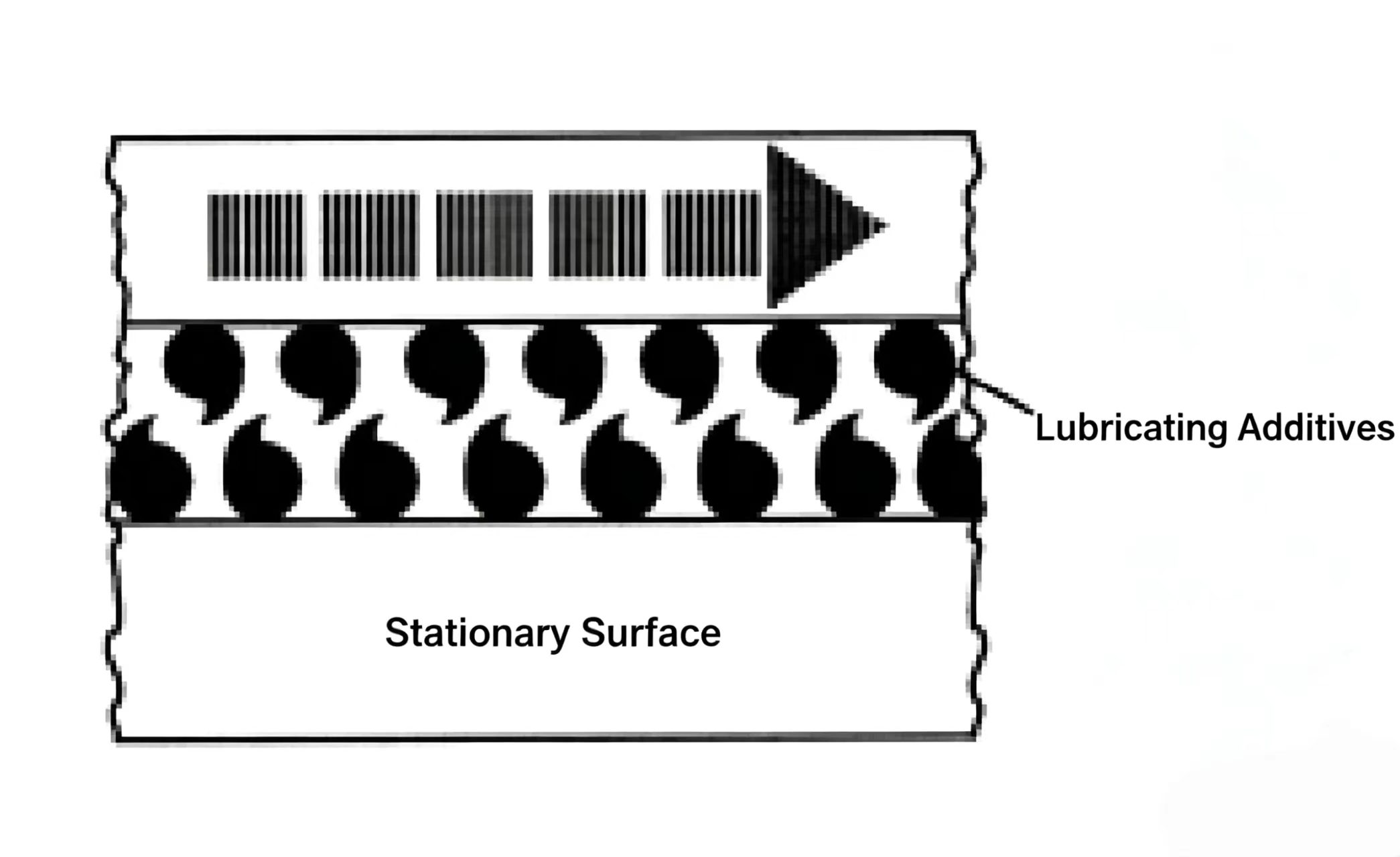
Sposobność tworzenia stabilnej warstwy oleju jest ważną właściwością oleju hydraulicznego pochodzenia petrochemicznego. Nazywamy ją smarowalnością. Może się wydawać, że części poruszające się z dużą prędkością trudno jest smarować, ponieważ prędkość mogłaby usunąć warstwę smaru — w rzeczywistości jednak wiskozność cieczy zwykle zapobiega temu zjawisku.
Gdy nieruchomy blok metalowy spoczywa na olejowanej powierzchni metalowej i działa na niego siła, przedni brzeg bloku jest lekko uniesiony. Olej stawia opór wypychaniu (z powodu lepkości), tworząc pod blokiem klin oleju. Ten klin wspiera blok podczas jego ruchu — podobnie jak łódź na wodzie. Dopóki ciśnienie działające na poruszający się blok pozostaje w określonym zakresie, klin oleju zapobiega bezpośredniemu kontaktowi powierzchni metalowych ze sobą. Jest to smarowanie dynamiczne (hydrodynamiczne).
Ciecze o niskiej lepkości, takie jak woda, przy niskich prędkościach i wysokich obciążeniach są łatwo wypychane — klin nie może się w pełni utworzyć, a warstwa smarująca łatwo ulega przerwaniu.
Gdy elementy układu są w ruchu, proces hydrodynamiczny zapewnia dobre smarowanie. Jednak podczas uruchamiania lub gdy ciśnienie napędzające elementy jest zbyt duże, zdolność oleju do utworzenia stabilnej warstwy smarującej (smarność) staje się krytycznie ważna.

Rysunek 3-8: Smarowanie hydrodynamiczne. W miarę przesuwania się bloku powstaje klin oleju, który przenosi obciążenie i zapobiega kontaktowi metal–metal między powierzchniami.
Lepkość wpływa również na skuteczność uszczelniania przez olej szczelnych luzów pomiędzy ruchomymi częściami. Wiele elementów hydraulicznych (np. pompy, silniki, zawory) opiera się na uszczelnianiu metal–metal — nie ma np. gumowych uszczelek pomiędzy tłoczkiem a jego gniazdem w pompie tłoczkowej. W szczelinie występuje jedynie cienka warstwa oleju.
Luz pomiędzy tymi częściami działa jak stała przewężka — stale ogranicza niewielki przepływ przecieku. Ten przeciek pełni jednocześnie funkcję smarującą i uszczelniającą. Zbyt mały przeciek oznacza niewystarczające smarowanie; zbyt duży prowadzi do utraty przepływu w układzie, spadku sprawności oraz nadmiernego wydzielania ciepła.
Aby uzyskać najlepsze uszczelnienie, luzów nie powinno być zbyt dużo — ale nie tak mało, aby olej mógł wykonywać funkcję smarującą, ani też tak dużo, aby występowały nadmierne wycieki. Optymalna wartość luzu stanowi kompromis między skutecznością uszczelnienia a smarowaniem.
Gdy lepkość oleju jest zbyt niska (olej zbyt cienki), wycieki przez luzy stają się nadmierne. Spowoduje to zmniejszenie przepływu docierającego do siłowników oraz generowanie nadmiernego ciepła. Gdy lepkość jest zbyt wysoka, warstwa olejowa nadal się tworzy, ale opór przepływu rośnie, a sprawność układu maleje.
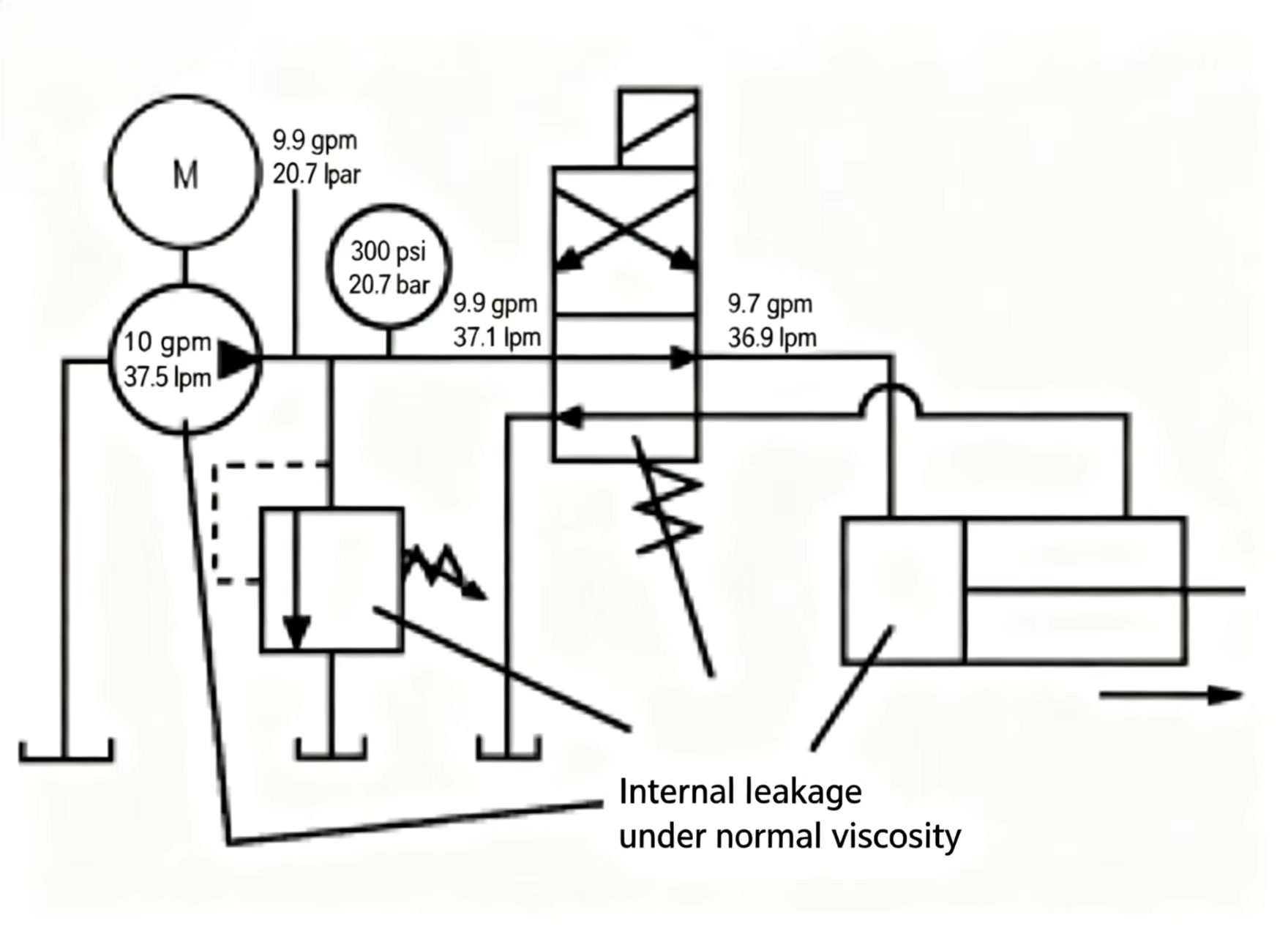
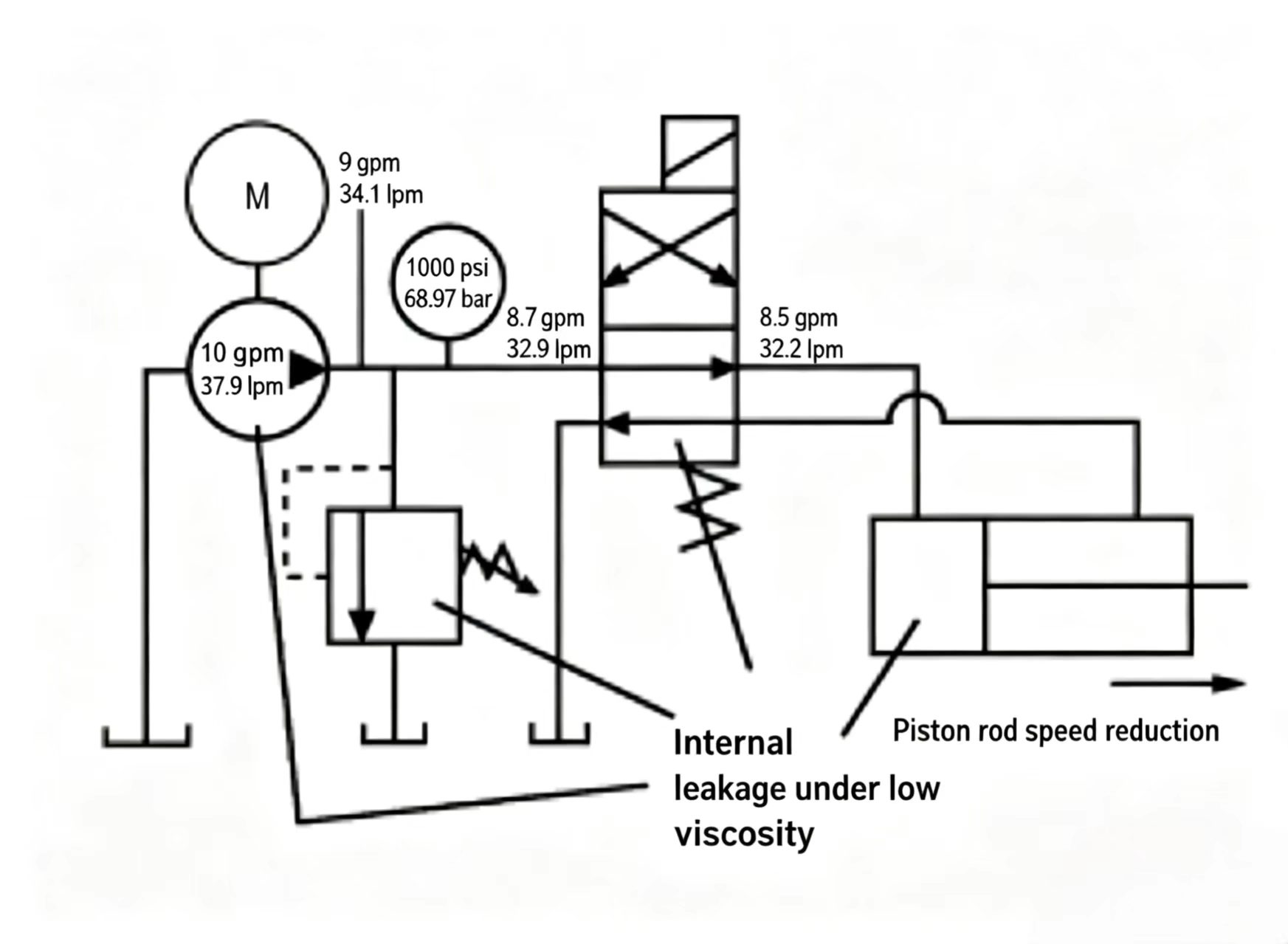
Rysunek 3-9: Wpływ niskiej lepkości na wewnętrzne wycieki. Przy użyciu cienkiego oleju wycieki przez luzy metal–metal wzrastają, co prowadzi do zmniejszenia przepływu docierającego do siłownika.
Lepkość oleju hydraulicznego jest ważnym parametrem w układzie hydraulicznym. Jednak lepkość zmienia się wraz ze zmianą temperatury, dlatego jeśli układ nie jest w stanie utrzymać stałej temperatury roboczej, lepkość oleju musi pozostawać stosunkowo stabilna w całym zakresie temperatur roboczych.
Indeks lepkości (VI) opisuje, w jakim stopniu lepkość zmienia się wraz ze zmianą temperatury. Zależność ta wykorzystuje standardową krzywą zależności lepkości od temperatury opracowaną przez ASTM (American Society for Testing and Materials): gdy lepkość oleju przy dwóch różnych temperaturach zostanie naniesiona na tę krzywą, wynikiem jest linia prosta. Lepkość przy dowolnej innej temperaturze można następnie odczytać z tej linii (metoda ta jest prawidłowa dla oleju bazowego bez dodatków chemicznych; dodatki mogą wpływać na naturalną zależność lepkości od temperatury).
Jeśli na tym samym wykresie przedstawione są krzywe dwóch olejów, to bardziej pozioma linia odpowiada olejowi o wyższym indeksie lepkości. Na przykład:
Olej A ma bardziej płaską linię — jego lepkość zmienia się mniej wraz ze zmianą temperatury — dlatego olej A ma wyższy indeks lepkości.
Gdy po raz pierwszy wprowadzono pojęcie indeksu lepkości (VI), skala ta obejmowała wartości od 0 (najgorszy, najbardziej wrażliwy na temperaturę) do 100 (najlepszy, najmniej wrażliwy). Nowoczesne metody rafinacji pozwalają uzyskiwać oleje o indeksie lepkości przekraczającym 100. W nowoczesnych układach hydraulicznych zwykle wymagany jest indeks lepkości VI ≥ 90, choć w układach działających w stosunkowo stałej temperaturze znaczenie indeksu lepkości jest mniejsze.

Rysunek 3-10 – wykres zależności lepkości od temperatury zgodny ze standardem ASTM. Im bardziej pozioma linia, tym wyższy indeks lepkości — olej jest mniej wrażliwy na zmiany temperatury.
Petroleumowy olej hydrauliczny stanowi dobry smar dla układów hydraulicznych, jednak działa optymalnie jedynie w określonym zakresie lepkości. Jeśli lepkość oleju jest zbyt niska, warstwa olejowa jest zbyt cienka (podobnie jak woda), co powoduje zużycie elementów. Jeśli lepkość jest zbyt wysoka, olej nie może szybko napływać do łożysk, co prowadzi do niedożywienia elementów.
Elementy obrotowe — pompy i silniki hydrauliczne — wymagają szczególnie dobrej smarowności łożysk. Producenti pomp określają zakres lepkości przeznaczony dla ich produktów. Jeśli te elementy są odpowiednio smarowane, to wszystkie pozostałe elementy układu są również wystarczająco smarowane.
Gdy znany jest wymagany zakres lepkości, zakres temperatur roboczych układu decyduje o wyborze konkretnej oleju hydraulicznego. Na przykład, jeśli układ wymaga lepkości w zakresie 70–250 SUS (15–54 cSt), a temperatura robocza wynosi 80–140°F (26,7–60°C), należy wybrać olej Y. Jeśli zakres temperatur wynosi 110–170°F (43,3–76,7°C), należy wybrać olej Z.
Nawet w środowiskach przemysłowych temperatura może spadać do bardzo niskich wartości. Aby zapewnić normalne pobieranie oleju przez pompę podczas uruchamiania, producenci pomp określają maksymalną dopuszczalną lepkość przy starcie: zazwyczaj 1000 SUS (216 cSt) dla pomp tłoczkowych oraz 7500 SUS (1618 cSt) dla pomp łopatkowych i zębatych.
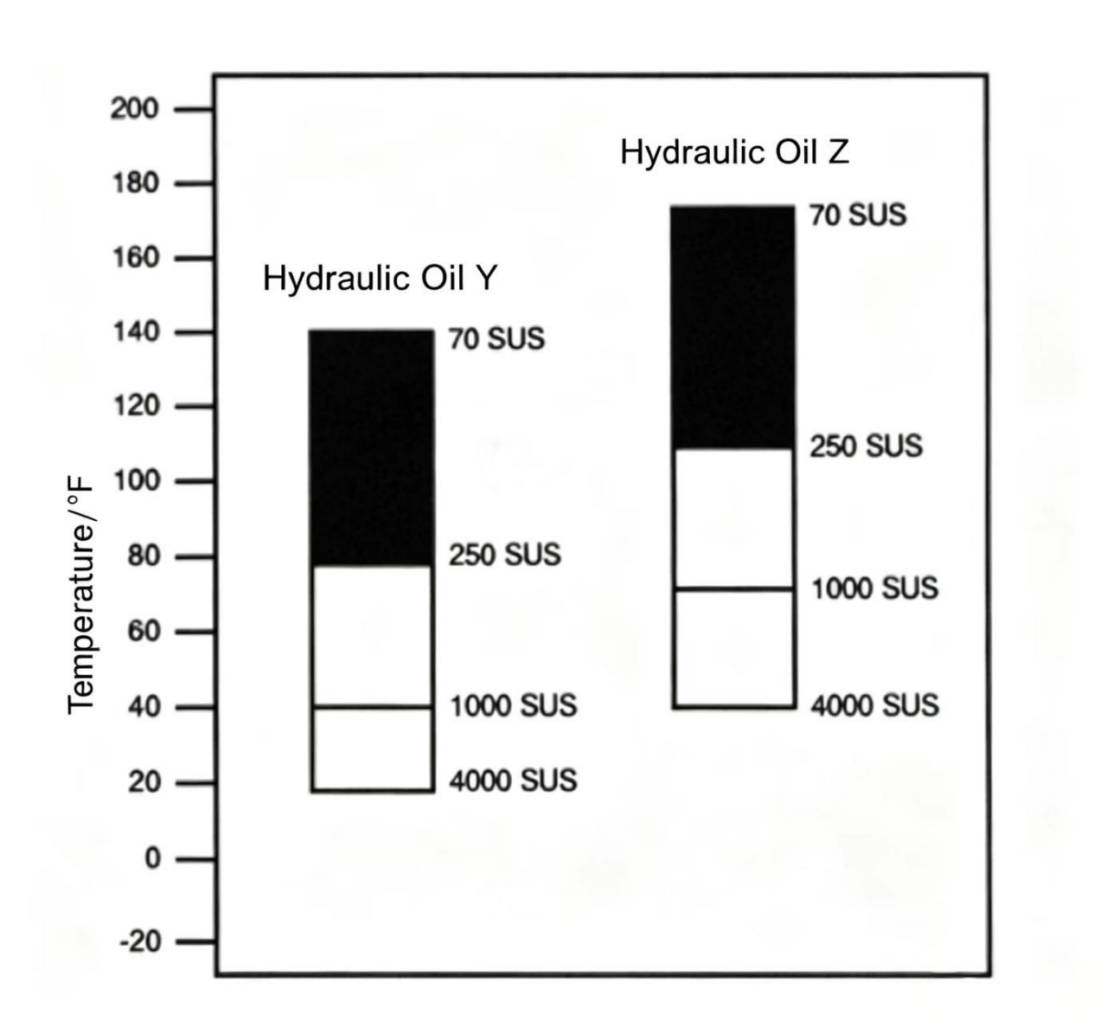
Rysunek 3-11: Dobór klasy oleju w zależności od temperatury pracy. Zaznaczona strefa wskazuje zakres stosowalnej lepkości. Należy wybrać olej, którego zakres lepkości obejmuje zakres temperatury pracy danego urządzenia.
Wykres lepkości ASTM nie przedstawia temperatury przelewania. W bardzo niskich temperaturach olej mineralny całkowicie przestaje płynąć — z oleju wytrącają się woskowe kryształy parafiny, które blokują przepływ. Temperatura przelewania to najniższa temperatura, przy której olej hydrauliczny nadal może płynąć, określona w warunkach laboratoryjnych zgodnych ze standardem ASTM.
W rzeczywistym układzie, jeśli spełniony jest maksymalny wymóg lepkości przy starcie, temperaturę przelewania zwykle nie trzeba sprawdzać osobno. Jednak w przypadku, gdy układ może pracować w warunkach skrajnie niskich temperatur, temperatura przelewania oleju musi być co najmniej o 20 °F niższa od minimalnej przewidywanej temperatury pracy.
Dane dotyczące temperatury przelewania konkretnego oleju można znaleźć w jego karcie danych technicznych.
W miarę jak układ hydrauliczny pracuje dzień po dniu, olej petroleumowy poddawany jest wymagającym warunkom. Może dojść do wystąpienia kilku problemów wpływających zarówno na olej, jak i na cały układ: smarowanie pod wysokim ciśnieniem, utlenianie oleju, zanieczyszczenie wodą, wciąganie powietrza oraz zanieczyszczenie cząstkami stałymi. Dodatki chemiczne zawarte w oleju pomagają rozwiązać wiele z tych problemów.
Uwaga: Dodatki chemiczne nie są w stanie w pełni rozwiązać każdego problemu z olejem, a żaden olej nie może zawierać wszystkich możliwych dodatków. Nie istnieje tzw. „superolej”, który radziłby sobie ze wszystkimi zadaniami. Wiele dodatków jest wzajemnie niezgodnych — mieszanie olejów o różnych zestawach dodatków od różnych dostawców może prowadzić do szkodliwych reakcji chemicznych.
Wysokiej jakości olej hydrauliczny petroleumowy nie zawsze jest dobrym środkiem smarującym przy wysokim ciśnieniu. Gdy ciśnienie rośnie, cienka warstwa oleju (tzw. klin olejowy) pomiędzy poruszającymi się częściami łatwiej ulega przerwaniu, a kluczowe staje się zachowanie przyczepnej warstwy smarującej (smarność). Dodatki chemiczne mogą poprawić smarowanie pod wysokim ciśnieniem lub smarowanie graniczne.

Istnieją trzy typy dodatków przeciwzużyciowych:
Trzy typy nie mogą być stosowane jednocześnie w tym samym oleju — pełnią one różne funkcje. Dodatki poprawiające smarowanie/wspomagające redukcję zużycia (WR) są przeznaczone do układów niskociśnieniowych (poniżej 1000 psi / 68,97 bar). Dodatki przeciwzużyciowe o działaniu ekstremalnym (EP) stosuje się głównie w układach o ciśnieniu powyżej 3000 psi (207 bar) lub w smarach przeznaczonych do przekładni i obrabiarek. Dodatki przeciwzużyciowe (AW) są przeznaczone do średniego zakresu ciśnień (1000–3000 psi / 68,97–207 bar).
Aby sprawdzić, czy olej zawiera dodatki przeciwzużyciowe, należy zapoznać się z nazwą oleju lub skonsultować kartę techniczną dostawcy. Przykład: „Hamony 48 AW” (Gulf Oil Co.) — skrót „AW” oznacza działanie przeciwzużyciowe; „Sunvis 816 WR” (Sun Oil Co.) — skrót „WR” oznacza redukcję zużycia.
Wielu producentów rafinowanych olejów nie podaje informacji o zawartości dodatków przeciwzużyciowych w nazwie produktu; w przypadku konkretnych olejów należy zawsze zapoznać się z kartą techniczną. Jeśli w układzie występują nadmierne problemy związane z zużyciem, a stosowany olej nie zawiera dodatków przeciwzużyciowych, przełączenie się na olej typu AW może przynieść korzyści — jednak najpierw należy upewnić się, że zużycie nie jest spowodowane zanieczyszczeniem oleju.
Oksydacja to reakcja chemiczna materiału z tlenem — proces występujący powszechnie. Gdy ugryziesz jabłko, a jego miąższ przyjmuje brązowy odcień, ma miejsce właśnie oksydacja. Skrzynka samochodowa po uszkodzeniu (np. zadrapaniu) i narażeniu na działanie powietrza reaguje z tlenem i rdzewieje. W ten sposób ulega oksydacji duża część materiałów na świecie, w tym oleje.
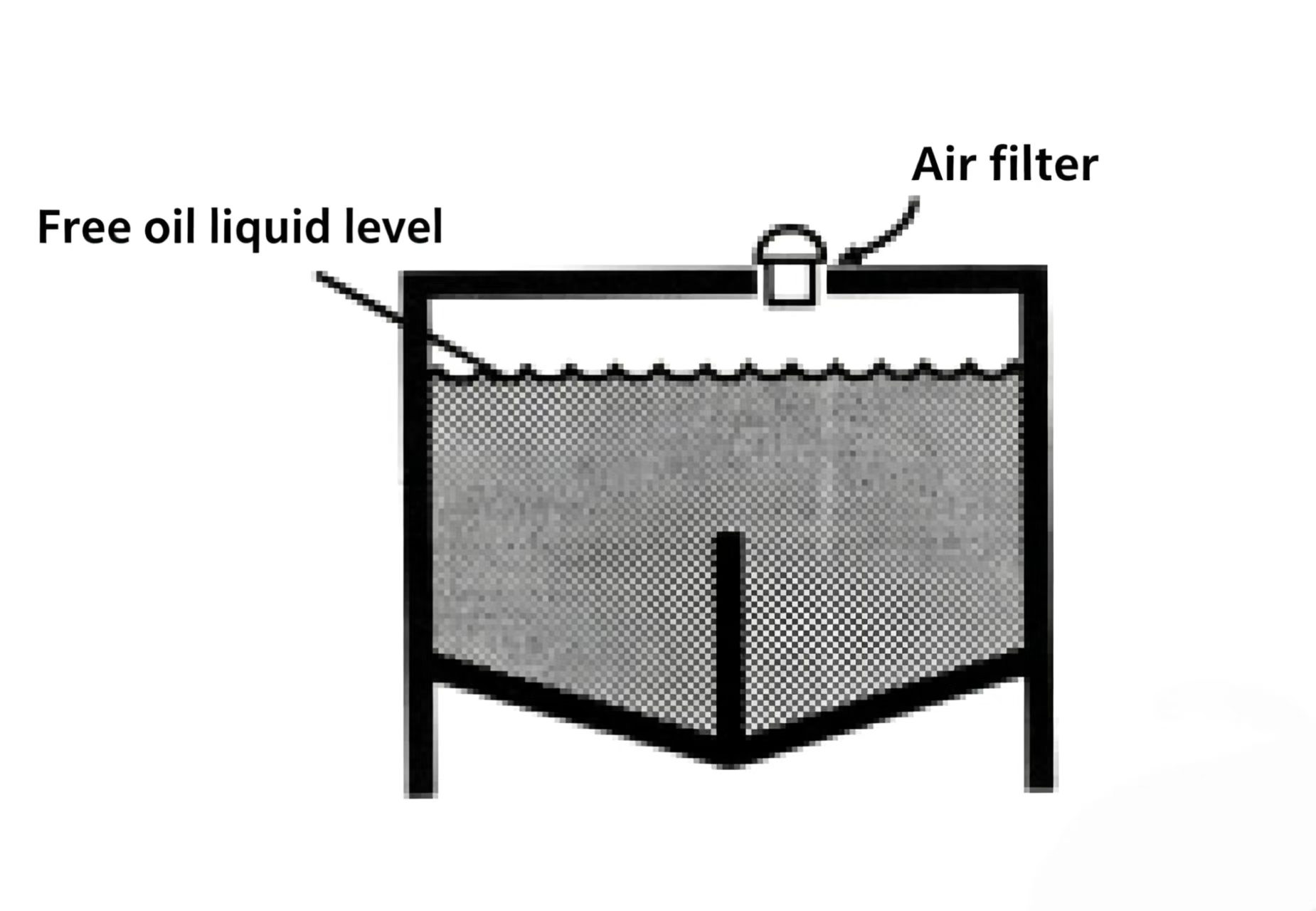
Oksydacja oleju w układzie hydraulicznym zachodzi głównie w dwóch miejscach: w zbiorniku i na wyjściu pompy. W obu przypadkach dochodzi do kontaktu oleju z tlenem, jednak proces oksydacji przebiega w każdym z nich inaczej.
W zbiorniku swobodna powierzchnia oleju wchodzi w reakcję z tlenem zawartym w powietrzu. Produktami tej reakcji są m.in. słabe kwasy oraz substancje o właściwościach mydlanych. Kwasy korodują powierzchnie elementów i powodują powstawanie ciemnych plam. Mydła pokrywają powierzchnie elementów i zatykają małe otwory w przewodach pomiaru ciśnienia oraz kanałach smarnych.
Ciepło przyspiesza utlenianie oleju. Każde podwyższenie temperatury o 18–20°F (10–11°C) powyżej średniej temperatury zbiornika (130°F / 54,4°C) zwiększa prędkość utleniania mniej więcej dwukrotnie. Cząstki żelaza, miedzi oraz krople wody obecne w oleju również przyspieszają utlenianie.
Drugim miejscem, w którym dochodzi do utleniania oleju, jest wylot pompy. Jeśli w przewodzie ssącym występuje przeciek powietrza lub powracający olej zakłóca spokój powierzchni w zbiorniku, powodując, że wlot pompy zasysa pęcherzyki powietrza, to pęcherzyki te docierają do wyjścia wysokociśnieniowej pompy i nagle implodują (gwałtownie zapadają się) pod wpływem wysokiego ciśnienia. Proces ten generuje skrajnie wysokie lokalne temperatury. Obliczenia wskazują, że przy ściskaniu pęcherzyka od ciśnienia bliskiego zeru do 3000 psi (207 bar) temperatura może osiągnąć 2100°F (1149°C). W takiej temperaturze olej zapala się, tworząc osady przypominające żywicę oraz charakterystyczny, duszący zapach spalenizny.
Jeśli produkty utlenienia powstają na wylocie pompy, żywica rozpuszcza się w oleju. Gdy żywica wchodzi w kontakt z gorącymi powierzchniami (np. wirnikiem pompy, zaworem przelewowym), wytrąca się z oleju w postaci osadów lakierowych na tych powierzchniach, powodując przywieranie i zakleszczanie się ruchomych części.
Żywica obecna w oleju łączy się również z pyłem i cząstkami tworząc muł, który zatyka małe otwory w zaworach i filtrach oraz hamuje odprowadzanie ciepła przez ściany zbiornika. Implozja pęcherzyków powietrza na wylocie pompy jest główną przyczyną szybkiego utleniania oleju.

Rysunek 3-14: Implozja pęcherzyków powietrza na wylocie pompy. Gdy pęcherzyki są ściskane od niskiego do wysokiego ciśnienia, lokalne temperatury mogą przekroczyć 2000 °F — wystarczająco dużo, aby zapalić olej i wytworzyć osady lakierowe.
Porównaj próbkę oleju z systemu (możliwie utlenionego) z próbką świeżego oleju z beczki w tej samej temperaturze. Świeży olej ma wyraźnie lepką konsystencję przy pocieraniu między kciukiem a palcem wskazującym i pozostaje na palcach. Utleniony olej ma konsystencję wodnistą — ścieka jak woda, charakteryzuje się słabą lepkością i przyczepnością.
Olej utleniony w wyniku implozji pęcherzyków ma również ostry, duszący zapach. Jeśli próbka wykazuje oznaki utlenienia, należy ją przesłać do laboratorium w celu analizy. W przypadku niemożliwości regeneracji oleju należy przepłukać system i uzupełnić go świeżym olejem.

Każdy olej hydrauliczny zawiera pewną ilość wilgoci. W małych ilościach woda rozdziela się na drobne krople i jest przenoszona przez olej. Woda i olej nie mieszają się ze sobą (z wyjątkiem olejów rozpuszczalnych w wodzie); w większych ilościach woda osadza się na dnie zbiornika.
Jeśli olej zawiera już kwasy i żywice powstałe w wyniku utlenienia, przyspieszają one zatrzymywanie wody.
Porównanie próbki podejrzanej z próbką świeżej oleju to podstawowa kontrola. Wlej świeży olej do szklanej kolby i przytrzymaj ją przed światłem — powinien on być przezroczysty, z lekkimi pęcherzykami. Jeśli próbka zawiera 0,5 % wody, wygląda zamglona lub mętna. Przy zawartości 1 % wody olej ma wygląd mleczny.
Inna metoda: ogrzej próbkę o mlecznym/zamglonym wyglądzie — jeśli po pewnym czasie staje się ona przezroczysta, prawdopodobnie obecna była woda. Jeśli olej zawiera dużą ilość wody, większość jej ostatecznie osadzi się na dnie; separacja odśrodkowa może przyspieszyć ten proces, jeśli ważny jest czas.
Jeśli olej zawiera jedynie niewielką ilość wody (< 0,5 %) i wymagania systemu nie są szczególnie restrykcyjne, może nie być konieczna natychmiastowa jego wymiana. Obecność wody w oleju przyspiesza utlenianie i zmniejsza smarowanie; sama woda w końcu odparuje, ale produkty utlenienia, które spowodowała, pozostają i nadal szkodzą układowi. Jeśli stan oleju jest graniczny, należy przesłać go do laboratorium.
Rysunek 3-16: Wizualna kontrola obecności wody. Ilość wody w oleju można oszacować na podstawie stopnia zamglenia próbki przy oglądaniu jej przed światłem.
Z punktu widzenia układu hydraulicznego korozja to atak chemiczny na powierzchnie elementów wywołany kwasami powstającymi w trakcie utleniania oleju. Rdza to utlenianie powierzchni żelaznych spowodowane obecnością wody w oleju.
Korozja rozpuszcza metal i usuwa go — zmniejszając rozmiar i masę precyzyjnych części. Rdza natomiast dodaje materiał do powierzchni żelaznych — zwiększając ich rozmiar i masę. Gdy rozmiary elementów precyzyjnych ulegają zmianie, wpływa to na ich sprawność i wydajność. Ani korozja, ani rdza nie są dopuszczalne w układzie hydraulicznym.
Nawet bardzo niewielkie ilości wody w oleju mogą powodować powstawanie rdzy na powierzchniach żelaznych elementów. W warunkach naturalnych sam olej nie zapewnia wystarczającej ochrony przed korozją, a praktycznie niemożliwe jest całkowite wykluczenie wody z układu hydraulicznego — dlatego większość olejów hydraulicznych zawiera inhibitory rdzy, które tworzą chemiczną ochronną warstwę na powierzchniach metalowych.
Interakcja powietrza z olejem w zbiorniku powoduje również powstawanie produktów utlenienia, które ostatecznie atakują powierzchnie metalowe i przyspieszają dalsze utlenianie oleju. Dlatego dodaje się także inhibitory utleniania — te chemikalia przerywają łańcuchową reakcję utleniania.
Utlenianie w wysokiej temperaturze spowodowane implozją pęcherzyków na wyjściu pompy nie może zostać zapobiegane wyłącznie za pomocą środków chemicznych; można je kontrolować jedynie poprzez usunięcie powietrza z przepływu na wejściu do pompy. Dodatki zapobiegające utlenianiu i korozji (R&O) stanowią podstawowy zestaw dodatków w większości przemysłowych olejów hydraulicznych. Oleje zawierające te dodatki są czasem nazywane „olejami R&O”. Wysokiej klasy przezroczyste (przezroczyste) oleje R&O są najwyższej jakości; niższe gatunki olejów turbinowych mogą nadal być odpowiednie do wielu zastosowań hydraulicznych i są oznaczone jako „oleje R&O poniżej jakości turbinowej”.
Powrót oleju do zbiornika powinien spowodować uwolnienie wszelkiego powietrza rozproszonego w układzie. W niektórych układach wycieki powietrza po stronie ssącej są bardzo poważne, a gdy powracający olej rozbryzguje się w zbiorniku, powstaje pianka — która ostatecznie powoduje, że rozproszone powietrze jest ponownie ssane do pompy, co prowadzi do niestabilności układu, przyspiesza utlenianie, generuje hałas oraz potencjalnie powoduje przelew oleju ze zbiornika, tworząc zagrożenie środowiskowe.
Najlepszym rozwiązaniem jest usunięcie wycieków oraz przeprojektowanie obwodu powrotnego, na przykład poprzez zastosowanie przegrody w zbiorniku lub większej rury powrotnej w celu zmniejszenia prędkości oleju wpływającego do zbiornika. Z powodów ekonomicznych, praktycznych lub szkoleniowych zamiast tego można stosować dodatki chemiczne.
Dodatki przeciwpienne zapobiegają pienieniu się oleju. Niektóre działają poprzez łączenie małych pęcherzyków w większe, które wzbijają się na powierzchnię i pękają. Inny typ działa poprzez zakłócanie uwalniania powietrza w celu zmniejszenia piany, ale zwiększa liczbę drobnych pęcherzyków w układzie. Przy wyborze dodatku przeciwpiennego należy upewnić się, że wybrany typ umożliwia uwalnianie powietrza — a nie ten, który zatrzymuje więcej powietrza.
Sprawdź obecność piany w oleju, pobierając próbkę z zbiornika. Wizualna inspekcja pozwala szybko stwierdzić, czy olej zawiera powietrze. Próbki należy pobierać jak najbliżej wejścia pompy, aby reprezentowały olej rzeczywiście wprowadzany do układu.
Inne objawy obecności powietrza w układzie: wysokie, nieregularne dźwięki pochodzące od pompy; pompa może okresowo wydawać głośny dźwięk uderzeniowy, jakby ktoś strzelał wewnątrz niej. Nieregularny ruch cylindrów oraz niestabilne wskazania manometru są również objawami obecności powietrza.
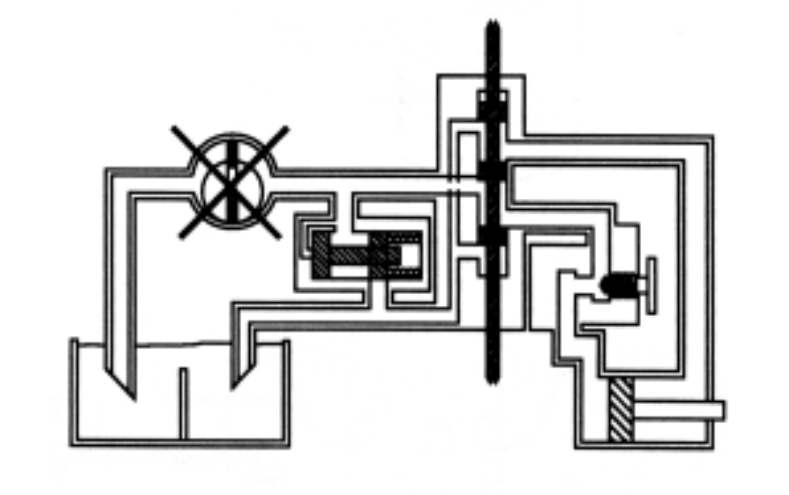
Rysunek 3-18: Powietrze w układzie hydraulicznym. Piana na powierzchni zbiornika (po lewej) lub hałas pompy (po prawej) wskazują na problemy z dostawą powietrza do układu.
Największym problemem z olejem hydraulicznym w trakcie eksploatacji jest jego zanieczyszczenie. Zanieczyszczeniami mogą być woda, powietrze lub cząstki stałe — najbardziej powszechne i najbardziej szkodliwe są cząstki stałe.
Cząstki stałe mogą zatykać otwory zaworów sterujących, powodować zaklinowanie ruchomych części, przyspieszać zużycie oraz katalizować utlenianie oleju.
Zanieczyszczeniem jest każda substancja nierozpuszczalna w oleju. Zanieczyszczenia przedostają się do układu na wiele sposobów: podczas produkcji, montażu, magazynowania i transportu elementów układu; ze środowiska zewnętrznego poprzez zużyte uszczelki tłoczysk cylindrów lub uszkodzony wentylator zbiornika; oraz z samego układu — zużyte części wewnętrzne generują w sposób ciągły cząstki metalu. Zanieczyszczenie nigdy się nie kończy.
Żadne dodatki chemiczne nie mogą usuwać zanieczyszczeń z oleju ani zapobiegać ich przedostawaniu się do niego. Celem dobrego projektowania i konserwacji systemu jest zapobieganie przedostawaniu się zanieczyszczeń, a usuwanie zanieczyszczeń z oleju stanowi zadanie filtrów oraz zespołu konserwacyjnego.
Poziom zanieczyszczenia nie może być wiarygodnie określony gołym okiem. Obserwacja oleju w szklanej kolbie przy świetle nie stanowi dokładnej metody sprawdzania zanieczyszczenia — wiele cząstek szkodliwych dla układów hydraulicznych jest zbyt małych, aby je zobaczyć. Dokładna ocena zanieczyszczenia wymaga analizy laboratoryjnej.
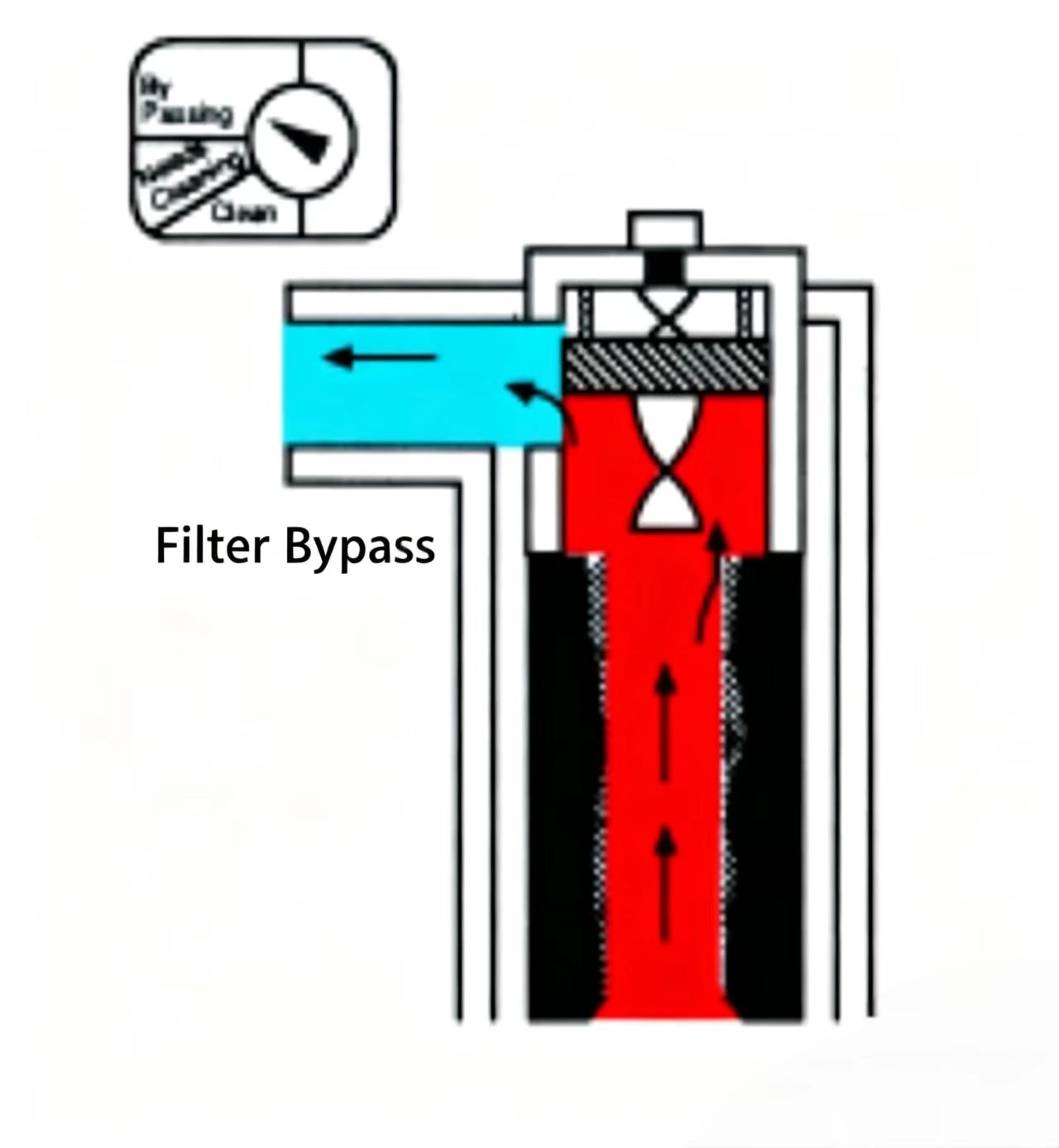
Wskaźnik zablokowania filtra systemowego stanowi kolejny sposób sprawdzania zanieczyszczenia. Jeśli filtr został prawidłowo dobrany do danego systemu, a wskaźnik działa poprawnie: wskazanie „czysty” oznacza, że olej jest wystarczająco czysty dla działania systemu; wskazanie „wymaga konserwacji” oznacza, że filtr wymaga konserwacji lub wymiany; jeśli wskaźnik wskazuje przepływ przez obejście (bypass), olej jest bardzo zabrudzony, a filtr wymaga natychmiastowej konserwacji.

Rysunek 3-19: Wskaźnik stanu filtra. „Czysty” (góra): olej jest w dobrej kondycji. „Wymagana konserwacja” (środek): należy przeprowadzić konserwację lub wymienić element filtra. „Przepływ obejściowy” (dół): olej jest bardzo zabrudzony — natychmiast przeprowadzić konserwację.
Jak wspomniano, olej hydrauliczny pełni wiele funkcji w układzie i zawiera różne dodatki wspierające te funkcje. Wymaga on szczególnej uwagi podczas przechowywania, transportu do zbiornika oraz w trakcie całej eksploatacji układu.
Podczas przechowywania kluczowe znaczenie ma utrzymanie oleju w jak najlepszym stanie. Zanieczyszczenie oleju w beczkach magazynowych nie tylko powoduje marnotrawstwo — może również dostarczyć do układu zużytego oleju i zagrozić jego niezawodności.
Beczki należy przechowywać w czystym i suchym miejscu. Beczki przechowywane na zewnątrz powinny być ułożone na boku, aby zapobiec gromadzeniu się wody na ich górnej części i przedostawaniu się jej przez uszczelkę korka.
Przed rozpoczęciem przetaczania oleju oczyść pokrywę beczki, a następnie przygotuj wszystkie niezbędne narzędzia i sprzęt: elastyczny wąż, pompę przetaczającą, lejek, filtr do napełniania zbiornika oraz czyste ręce. Sprawdź, czy nazwa handlowa i lepkość podane na beczce są zgodne z wymaganymi. Nie wszystkie oleje hydrauliczne zawierają te same dodatki, dlatego zaleca się unikanie mieszania olejów od różnych dostawców, chyba że dostawca wyrazi na to zgodę.
Gdy olej znajdzie się już w układzie, należy go utrzymywać i monitorować w określonych odstępach czasu. Konserwacja oleju obejmuje: uzupełnianie poziomu do minimalnego (należy używać tego samego oleju lub oleju zgodnego z obecnym w układzie), usuwanie wycieków oraz wymianę wkładu filtra.
Regularna wymiana elementu filtrującego przynosi bardzo duże korzyści. Zanieczyszczenia są niezwykle szkodliwe dla oleju, ponieważ katalizują jego utlenianie, zwłaszcza w przypadku cząstek zanieczyszczeń takich jak żelazo, ołów lub miedź. Filtry usuwają większość zanieczyszczeń z przepływającego medium, ale nie są w stanie całkowicie usunąć zanieczyszczeń z systemu — zapewniają jedynie utrzymanie stanu oleju. Jeśli wskaźnik filtra wyświetla ostrzeżenie, ale nie zostanie on natychmiast serwisowany, duża ilość nieoczyszczonego zanieczyszczenia przepływa przez filtr do dalszych części systemu, co wpływa na jego komponenty; ponadto zanieczyszczenia uwięzione w zabrudzonym elemencie pozostają w systemie i nadal katalizują proces utleniania.
Siatkowe elementy filtrujące można czyścić i ponownie wykorzystywać. Skuteczność czyszczenia zależy od staranności, z jaką jest ono przeprowadzane, a nie od samej metody czyszczenia.
Typowa metoda: zanurzenie w czystym rozpuszczalniku lub gorącej mydlanej wodzie, a następnie oczyszczenie strumieniem sprężonego powietrza. Użycie miękkiej szczotki (nowej szczotki malarskiej) ułatwia oczyszczanie siatki. Nigdy nie stosować szczotek drucianych ani materiałów ściernych. Po oczyszczeniu należy przytrzymać element przed źródłem światła i dokonać inspekcji — obszary szare lub czarne wskazują na konieczność dalszego oczyszczania.
Oczyszczanie ultradźwiękowe jest droższe, ale wygodniejsze: umieszcza się zabrudzony element w czyszczarce ultradźwiękowej na ustaloną czasowo, po czym wyjmuje się go czysty i gotowy do ponownego użycia. Elementy filtrujące o klasyfikacji 40 μm lub mniejszej powinny być czyszczone w czyszczarce ultradźwiękowej, aby skutecznie przywrócić ich okres użytkowania.
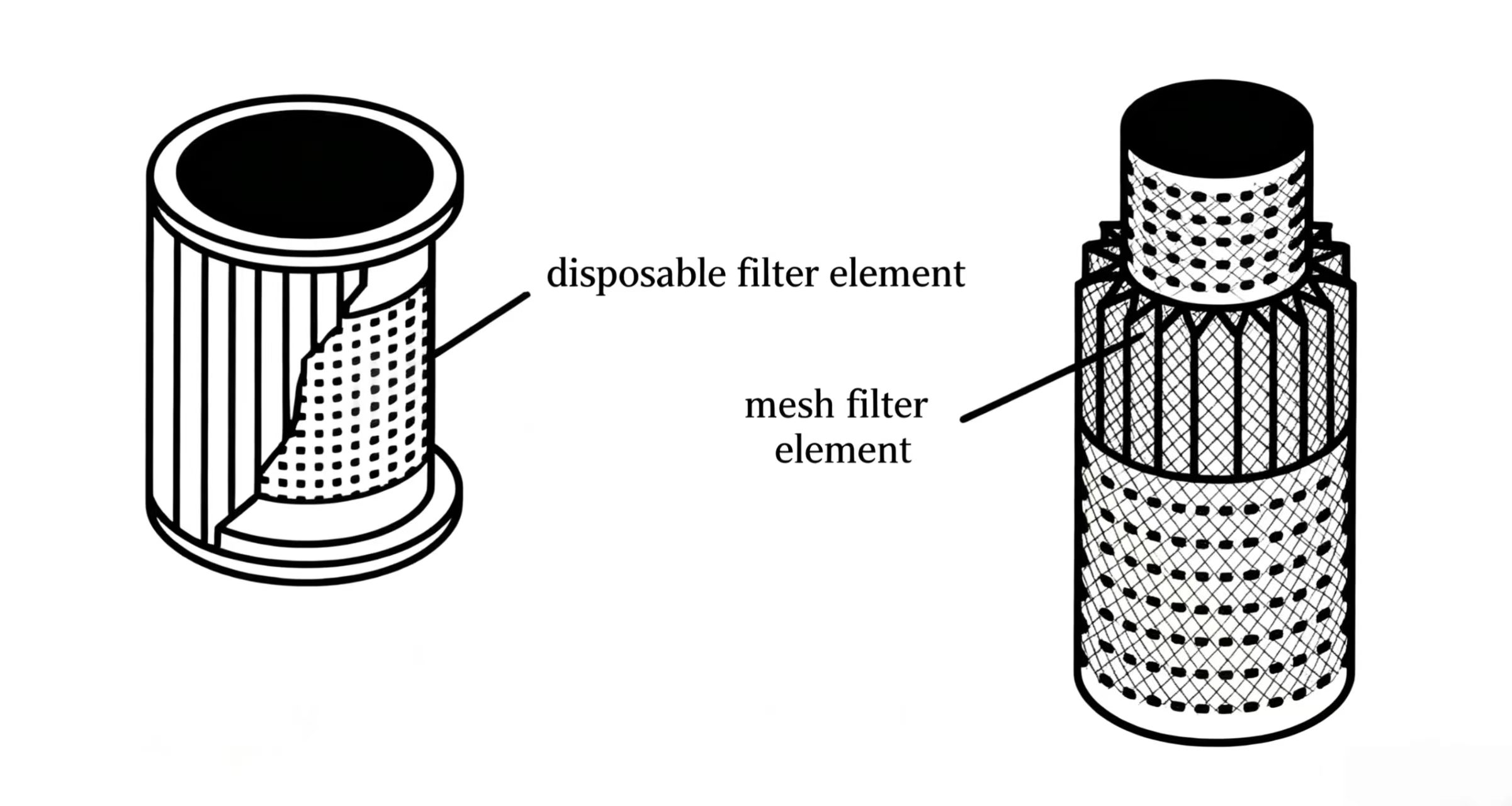
Rysunek 3-20. Oczyszczanie elementu filtrującego siatkowego. (Po lewej) Czyszczarka ultradźwiękowa do elementów drobnoziarnistych. (Po prawej) Przytrzymanie czystego elementu przed źródłem światła w celu sprawdzenia obecności pozostałych zablokowanych obszarów.
KLUCZOWE POJĘCIA – ROZDZIAŁ 3
|
Koncepcja |
Główny fakt |
Implikacja praktyczna |
|
Lepkość |
Opór przepływu; maleje przy podwyższonej temperaturze, rośnie przy obniżonej temperaturze/ciśnieniu |
W większości systemów musi mieścić się w zakresie 150–250 SUS (32–54 cSt) w temperaturze 100 °F |
|
Wskaźnik lepkości (VI) |
Jak stabilna jest lepkość w zakresie temperatur |
Wymagana wartość VI >= 90 dla nowoczesnych układów hydraulicznych |
|
Temperatura przelewania |
Najniższa temperatura, przy której olej nadal przepływa |
Musi być co najmniej o 20 °F niższa od minimalnej temperatury rozruchu |
|
Warstwa olejowa / smarowanie |
Zdolność do tworzenia i utrzymywania warstwy między powierzchniami |
Kluczowe podczas rozruchu i przy wysokim ciśnieniu — dodatki AW wspomagają tę funkcję |
|
Rodzaje dodatków |
WR (oleistość), AW (przeciwzużyciowe), EP (ekstremalnego ciśnienia) |
Dobierz dodatek odpowiedni do zakresu ciśnień; nie mieszaj niekompatybilnych olejów |
|
Oksydacja |
Olej reaguje z tlenem — powoduje powstawanie kwasów, osadów i lakieru |
Używaj olejów R&O; obniż temperaturę; usuwaj pęcherzyki powietrza |
|
Zanieczyszczenie wodą |
Sprzyja korozji i przyspiesza utlenianie |
Test wizualny: mętny = 0,5% wody; mleczny = 1% wody |
|
Zabrudzenie |
Cząstki stałe — główny powód awarii układów hydraulicznych |
Regularnie serwisuj filtry; sprawdzaj wskaźnik wskazujący stan oleju; wymieniaj olej w razie potrzeby |


Witamy w HOVOO, chińskiej fabryce pieczęci. Produkcja pieczęci z PU, gumi i PTFE. Pieczęcie obejmują O-ring, pieczęć tłokową, pieczęć wałkową, Gray ring i pieczęć gazową.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}