33-99Nr. Mufu E Rd. Dystrykt Gulou, Nanjing, Chiny [email protected] | [email protected]
33-99Nr. Mufu E Rd. Dystrykt Gulou, Nanjing, Chiny [email protected] | [email protected]

 Wnioski: Nie istnieje jedna uniwersalna „złota, tajna formuła” PTFE stosowana przez cały przemysł.
Wnioski: Nie istnieje jedna uniwersalna „złota, tajna formuła” PTFE stosowana przez cały przemysł.
Zgodnie z obecnymi informacjami publicznymi firmy Chemours/Teflon, PTFE wypełnione oznacza zwykle dodanie do proszku PTFE 5–40% wag. nieorganicznych napełniaczy. Produkt Teflon™ PTFE 7C X jest wyraźnie wymieniony jako „zalecany do mieszania z napełniaczami”, w szczególności z proszkami metalicznymi. Po porównaniu tych danych z opublikowanymi standardami firmy Daikin, zakresami napełniaczy i wykresami porównawczymi firmy 3M Dyneon oraz starszymi danymi firmy DuPont, formuły, które ponownie i ponownie pojawiają się w rzeczywistej produkcji PTFE, to poniższe.
Wszystkie procenty podano w odniesieniu do masy gotowego produktu (wt%) .
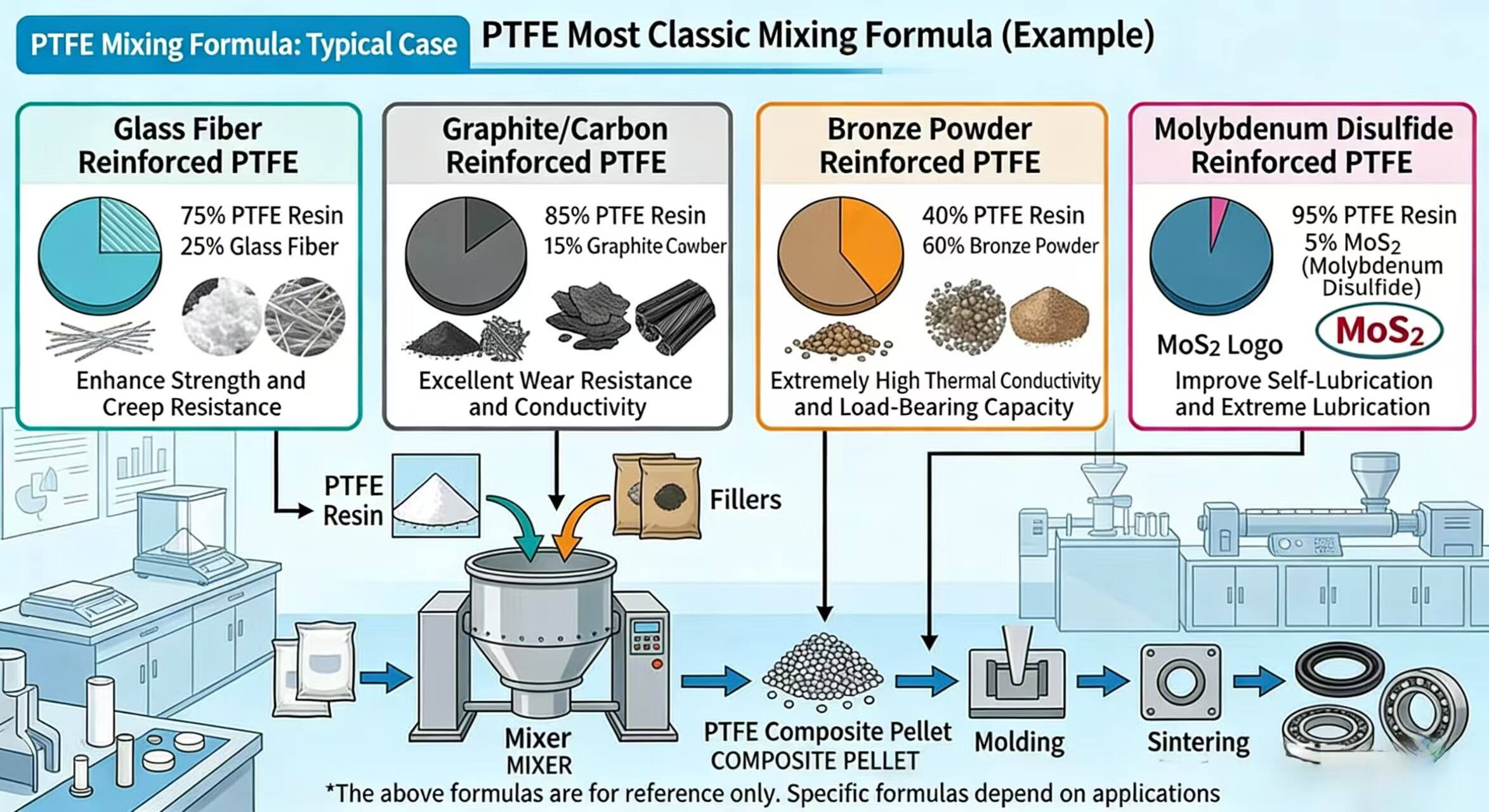
(1) 85/15: PTFE + 15% włókna szklanego
Jest to najbardziej powszechna, ogólnego przeznaczenia wersja wzmocniona. Daikin podaje ją otwarcie jako 15GL. Firma 3M wymienia również włókno szklane jako jeden z najczęściej stosowanych napełniaczy, zwykle w zakresie do 25 mas. %, a nawet do 40 mas. %. Zapewnia dobrą stabilność wymiarową, odporność na przepływanie plastyczne w niskich temperaturach oraz dobrą odporność na działanie ciepła. Wada: powoduje większe zużycie powierzchni współpracy, dlatego nie nadaje się do współpracy z miękkimi metalami.
(2) 75/25: PTFE + 25% włókna szklanego
Jest to wersja o podwyższonej wytrzymałości mieszanki zawierającej 15% włókna szklanego i jedna z najstarszych standardowych formuł. Daikin określa ją jako 25GL. Próbki porównawcze firmy 3M obejmują również mieszankę zawierającą 25% włókna szklanego. Jest twardsza i lepiej odporna na pełzanie niż wersja z 15%, jednak powoduje jeszcze większe zużycie powierzchni współpracy.
(3) 80/15/5: PTFE + 15% włókna szklanego + 5% grafitu
Jedna z najbardziej klasycznych formuł uszczelek o niskim współczynniku tarcia. Na opublikowanej przez firmę 3M tabeli zużycia dokładnie ta proporcja – 15% włókna szklanego / 5% grafitu – została użyta jako przykład niskiego zużycia. Dane starej firmy DuPont umieszczają również mieszankę włókna szklanego z grafitem w strefie niskiego zużycia przy współpracy z łagodną stalą.
(4) 80/15/5: PTFE + 15% włókna szklanego + 5% MoS 2 - 2
Daikin wymienia standardowy stopień 15GL5M. Firma 3M podaje, że disiarczek molibdenu (MoS₂) jest zwykle dodawany jako wypełniacz wtórny w ilości do 5 wt%, a najniższy współczynnik tarcia uzyskuje się najczęściej przy użyciu samego grafitu lub MoS₂ albo ich mieszanki z włóknem szklanym. Dane firmy DuPont również umieszczają kompozyty PTFE z włóknem szklanym/MoS₂ w strefie niskiego zużycia.
(5) 85/15: PTFE + 15% grafitu
Stara, sprawdzona formuła o niskim współczynniku tarcia, łagodniejsza dla miękkich powierzchni współpracujących. Daikin określa ją jako 15GR. Firma 3M zauważa, że grafit jest powszechnie stosowany jako wtórny wypełniacz smarny w ilości około 5 wt%, ale jego zawartość może sięgać nawet 20 wt% w celu poprawy przewodnictwa cieplnego. Formuły z grafitem zapewniają zazwyczaj najniższy współczynnik tarcia.
(6) 75/25: PTFE + 25% węgla
Kolejna klasyczna linia materiałów na bazie PTFE, podzielona na węgiel twardy i węgiel miękki. Daikin wymienia oba typy: 25CAR (węgiel twardy) oraz 25CAR/R (węgiel miękki). Typowy zakres zawartości węgla według danych firmy 3M to: węgiel miękki – do 25 wt%, węgiel twardy – do 35 wt%. Węgiel twardy stosuje się głównie w zastosowaniach obciążonych dużymi siłami, gdzie ważna jest odporność na zużycie i pierścienie tłokowe. Węgiel miękki stosuje się głównie w warunkach pracy bez smarowania i w tulejach uszczelniających.
(7) 90/10: PTFE + 10% włókna węglowego
Bardzo typowy skład dla uszczelek smarowanych wodą lub hydraulicznych. Daikin oferuje materiał 10CF. Firma 3M stwierdza, że włókno węglowe jest powszechnie stosowane w zawartości do 15 wt% i wykazuje wyraźne zalety w warunkach ciekłych. Przewodnik DuPont dotyczący środowisk wodnych również umieszcza włókno węglowe w grupie materiałów o niskim zużyciu.
(8)60/40: PTFE + 40% brązu
Jedna z najstarszych rodzin materiałów PTFE przeznaczonych do zastosowań hydraulicznych przy wysokim ciśnieniu. Daikin wymienia materiał 40BRR. Firma 3M podaje, że napełnienie proszkiem brązowym może osiągać nawet 60 wt%, a jego zastosowanie skupia się na zapewnieniu wysokiej odporności na zużycie, pracy w układach hydraulicznych pod wysokim ciśnieniem oraz dobrej przewodności cieplnej. Dane DuPont również umieszczają brąz w zakresie materiałów o niskim zużyciu w przypadku współpracy ze stalą miękką. Wada: niższa odporność chemiczna i gorsze właściwości elektryczne; materiał nie nadaje się do zastosowań w środowisku wodnym.
(9)60/30/10: PTFE + 30% brązu + 10% włókna węglowego
Jest to raczej „klasyczna wersja do obciążeń ciężkich”, a nie uniwersalny standard. Na wykresie zużycia firmy 3M przedstawiono 30% brązu / 10% włókna szklanego i wskazano, że ma on najniższy współczynnik zużycia na tym wykresie — co jest typowe dla rozwiązań przeznaczonych do warunków o wysokim iloczynie ciśnienia i prędkości (PV) oraz dużych obciążeń.
Jeśli podsumujemy powyższe informacje w jednej krótkiej liście, to najbardziej klasyczna rodzina formuł mieszankowych z PTFE jest: 15% włókna szklanego, 25% włókna szklanego, 15% włókna szklanego + 5% grafitu, 15% włókna szklanego + 5% disulfidu molibdenu 2 - 2 , 25% węgla, 10% włókna węglowego, 40% brązu .
Nie jest to oficjalna „jedyna odpowiedź” żadnej z firm. Jest to po prostu podsumowanie wynikające z zestawienia wytycznych Chemours/Teflon dotyczących napełniaczy, standardowych gatunków Daikin, typowych zawartości i wykresów firmy 3M oraz archiwalnych dokumentów DuPont.
Dwie krótkie przypomnienia na końcu. Po pierwsze, prawie wszystkie publiczne katalogi podają wt% , ale niektóre starsze dyskusje DuPont wspominają o „około 20 obj.% dla najniższego zużycia”. Nie można bezpośrednio porównywać % wag. i % obj., ponieważ gęstości brązu, włókna szklanego i węgla są bardzo różne. Po drugie, tarcie i zużycie PTFE są silnie zależne od kształtu napełniacza, jego ilości, obciążenia, prędkości, materiału partnera oraz środowiska . Ten sam „klasyczny skład” może uzyskać zupełnie inne pozycje w warunkach suchego działania na stali niż w warunkach smarowania wodą.

Witamy w HOVOO, chińskiej fabryce pieczęci. Produkcja pieczęci z PU, gumi i PTFE. Pieczęcie obejmują O-ring, pieczęć tłokową, pieczęć wałkową, Gray ring i pieczęć gazową.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}