33-99 Nr. Strada Mufu, Districțul Gulou, Nanjing, China [email protected] | [email protected]
33-99 Nr. Strada Mufu, Districțul Gulou, Nanjing, China [email protected] | [email protected]

Nucleul proiectării etanșărilor constă în asigurarea faptului că, prin efectul combinat al structurii, al toleranțelor, al materialelor și al altor factori, produsul blochează toate căile de scurgere pe întreaga durată de funcționare.
Dacă verificați etanșarea doar atunci când este absolut nouă și ignorați aspecte precum toleranțele inelelor de etanșare, toleranțele pieselor sau modul în care etanșarea își păstrează performanța după îmbătrânire, riscați apariția scurgerilor ulterioare. Acești factori trebuie luați în considerare încă de la începutul etapei de proiectare.
Informațiile publice împart etanșările în etanșări statice și etanșări dinamice (în funcție de existența sau nu a unei mișcări relative între etanșare și piese în timpul funcționării). Accentul proiectării este foarte diferit pentru fiecare categorie. Acest articol tratează exclusiv etanșările statice.
1. Principiul etanșării și modurile de cedare
2. Proiectarea structurii inelului de etanșare
1. Modurile de cedare în stări diferite
2. Presiunea de contact și lungimea de contact în condiții LMC
3. Gradul de umplere și tensiunea locală în condiții MMC
3. Rezistența la intemperii a inelelor de etanșare
1. Definiția setării la compresie
2. Cum se corelează deformarea permanentă cu presiunea (gradul de comprimare), temperatura și durata îmbătrânirii
3. Metodă rapidă de evaluare după îmbătrânire
4. Domeniul de aplicare al acestui articol și subiecte viitoare
Un produs realizează etanșarea deoarece elastomerul (inelul de etanșare) este apăsat pe suprafața de contact și blochează trecerea gazului sau lichidului.
Din punctul de vedere al căilor de scurgere, eșecul etanșării are două forme principale:
• Scurgere la interfață: Apare între inelul de etanșare și suprafața de contact atunci când ajustarea nu este suficient de bună. Fluidul curge de-a lungul interfeței sau a golului.
• Permeație prin material: Moleculele de gaz sau lichid trec prin materialul din cauciuc sau plastic la nivel molecular.
În ingineria practică, testul cu bule sub presiune pozitivă evidențiază, de obicei, mai ușor scurgerile mari la interfață. Pierderea izolației după imersie este mai potrivită pentru a evalua dacă întregul produs prezintă scurgeri la nivel de sistem.
Notă importantă: Rezultatele testelor nu indică în mod automat mecanismul exact de defectare. De exemplu, un produs poate să nu prezinte nicio bule sub presiune pozitivă, dar să cedeze la izolație sub presiune negativă. Aceasta nu dovedește că este vorba despre permeația materialului — poate fi totuși vorba despre o scurgere la interfață, despre defecte locale ale inelului de etanșare sau despre altă cale de scurgere.
Ghidurile publice de proiectare subliniază întotdeauna că, la proiectarea unui inel de etanșare, trebuie să luați în considerare împreună cantitatea de comprimare, umplerea canalului, starea de întindere/montare, finisajul suprafeței și toleranțele. O comprimare insuficientă duce la un contact slab; o comprimare excesivă poate accelera deformarea permanentă, poate face forța de montare prea mare sau poate provoca deteriorări locale.
Pentru proiectarea inginerească, puteți utiliza analiza cu element finit (FEA) pentru a simula comportamentul inelului de etanșare în condiții de întindere, montare etc., iar fiabilitatea poate fi evaluată pe baza unor parametri cheie. Elementele importante de verificare sunt enumerate mai jos.
Notă: Aceste valori reprezintă indicatori ingineresci proxy, nu măsurători directe ale scurgerii în sine.
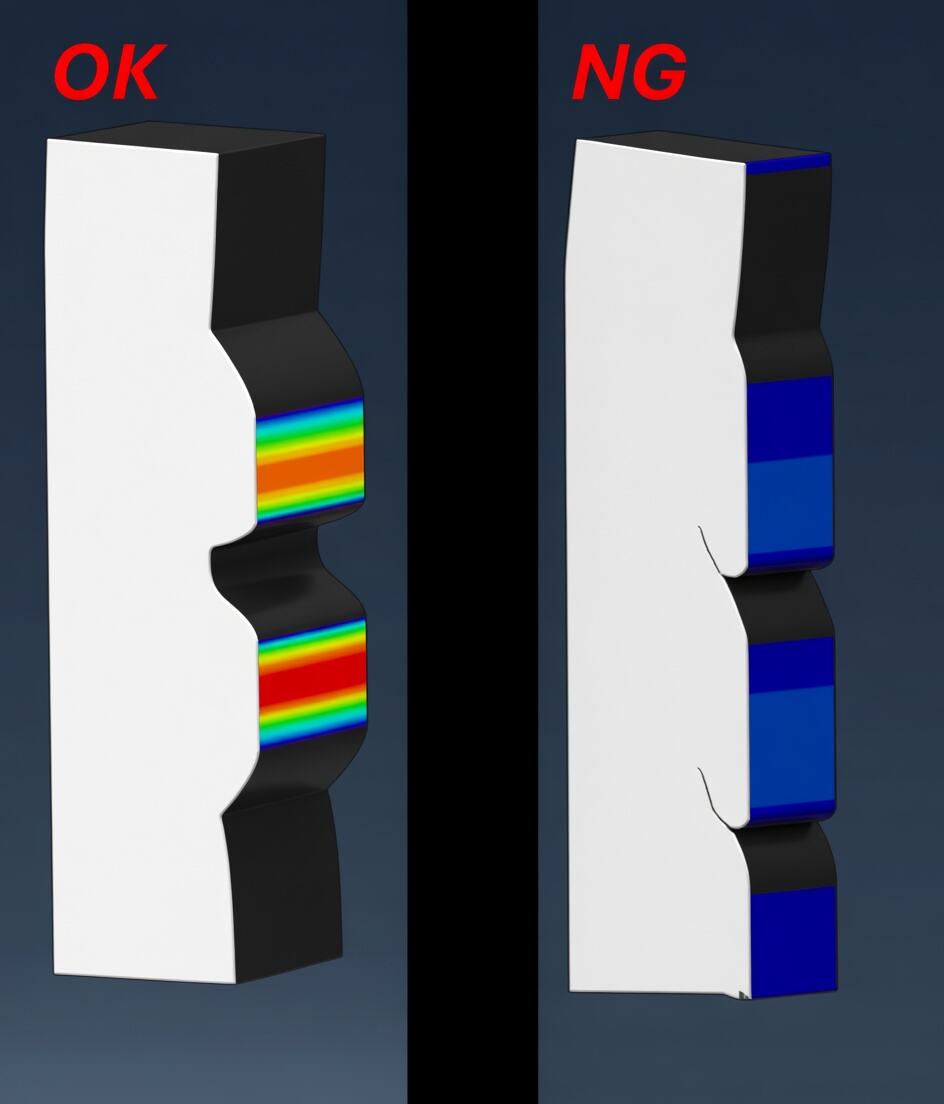
În timpul revizuirii structurii, verificați mai întâi dacă apar moduri evidente de cedare în diverse combinații de dimensiuni și stări de asamblare, cum ar fi:
• Colapsul buzei de etanșare
• Înrolarea sau strivirea
• Extrudarea locală
• Identificarea clară a unei concentrații anormale de tensiuni
Această etapă vă indică dacă etanșarea se află încă într-o stare normală de funcționare. Chiar dacă rata nominală de compresie pare acceptabilă, dacă buza de etanșare colapsează sau se îndoaie în condiții extreme de asamblare, fiabilitatea poate totuși scădea.
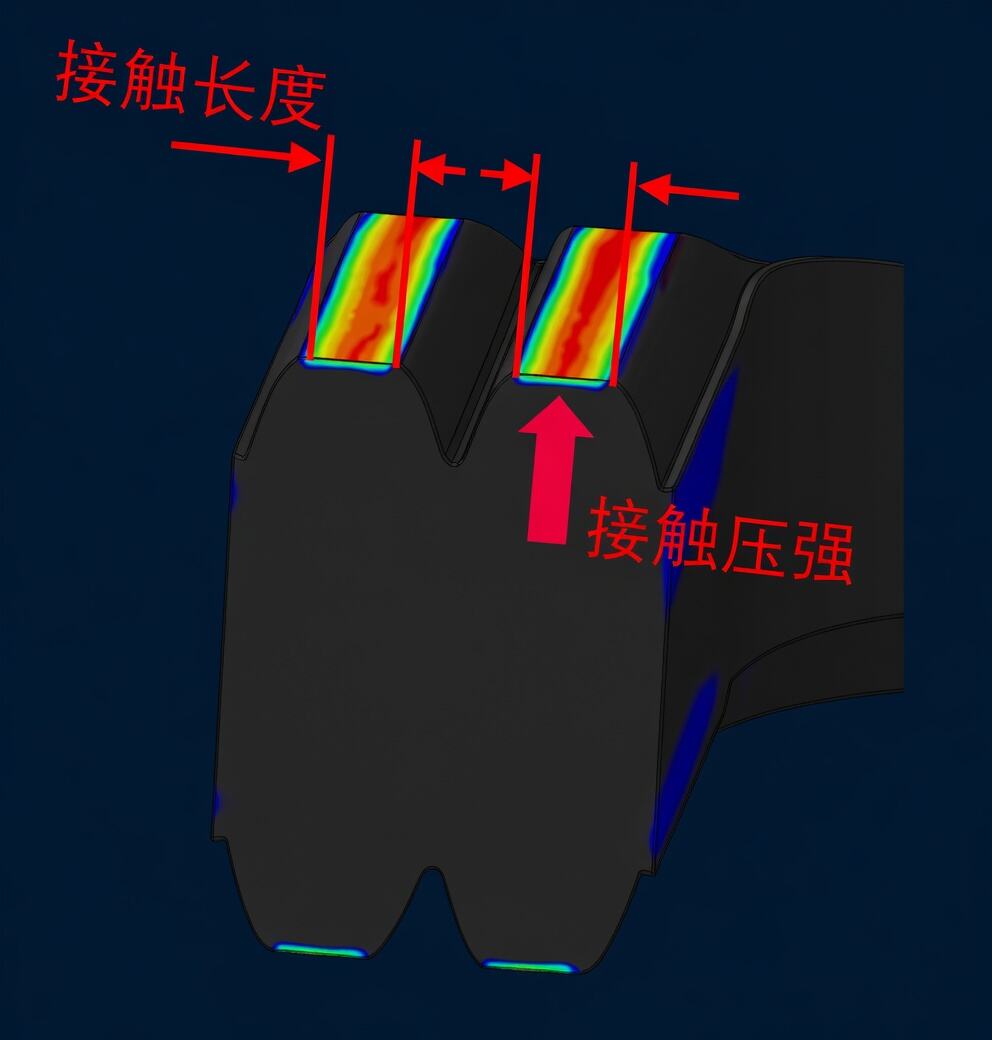
Pentru etanșările statice, condiția LMC (dimensiunea inelului de etanșare la limita inferioară a toleranței, respectiv jocul din canal la limita superioară a toleranței) reprezintă adesea momentul cel mai slab, deoarece această combinație determină o scădere mai ușoară a presiunii de contact și a lungimii de contact.
În domeniul conectorului, experiența arată că, pentru cauciucul de silicon, proiectarea inițială ar trebui să vizeze o presiune pozitivă >500 kPa și o lungime de contact >0,6 mm. Aceasta este o valoare de referință care poate asigura etanșeitatea la aer de 28 kPa după 1008 h la 125°C (aproximativ echivalentă cu o adâncime de 3 m în apă).
Note suplimentare:
① Dacă este necesar, luați, de asemenea, în considerare deformarea pieselor cuplate sub acțiunea forței.
② Presiunea de contact și lungimea acestuia sunt verificări la nivel macroscopic; la nivel microscopic trebuie, totuși, să luați în considerare canalele de scurgere formate datorită rugozității suprafeței.
În condiția MMC, inelul de etanșare are o probabilitate mai mare de a fi supracomprimat. Concentrați-vă asupra următoarelor aspecte:
• Dacă gradul de umplere al secțiunii transversale este prea ridicat (trebuie să rămână sub 100%).
• Dacă tensiunea locală depășește ceea ce materialul poate suporta (trebuie să rămână sub rezistența la întindere a cauciucului) și indică o tendință de strivire.
• Dacă există riscul de extrudare.
Prima parte a acoperit performanța inelului de etanșare în starea sa nouă, iar analiza cu element finit (FEA) poate oferi rezultate destul de precise pentru această situație.
Dar materialele din cauciuc suferă setare permanentă la compresiune, relaxare a tensiunii, îmbătrânire termică și scădere a proprietăților în timp, astfel încât interfața de etanșare își pierde treptat forța inițială de contact.
Trecerea verificărilor inițiale nu înseamnă că etanșarea va rămâne fiabilă până la sfârșitul duratei de viață. Trebuie să luați în considerare factorii de îmbătrânire încă de la începutul fazei de proiectare.
Setarea la compresiune este un indice cheie pentru evaluarea modului în care cauciucul își păstrează elasticitatea după o compresiune pe termen lung.
Aceasta înseamnă că, după ce inelul de etanșare a fost comprimat și îmbătrânit pe termen lung, atunci când se elimină presiunea, acesta nu se poate reveni complet la forma sa inițială. Cu cât setarea la compresiune este mai mare, cu atât capacitatea de revenire este mai slabă și cu atât este mai ridicat riscul pierderii contactului eficient de etanșare la sfârșitul duratei de viață.
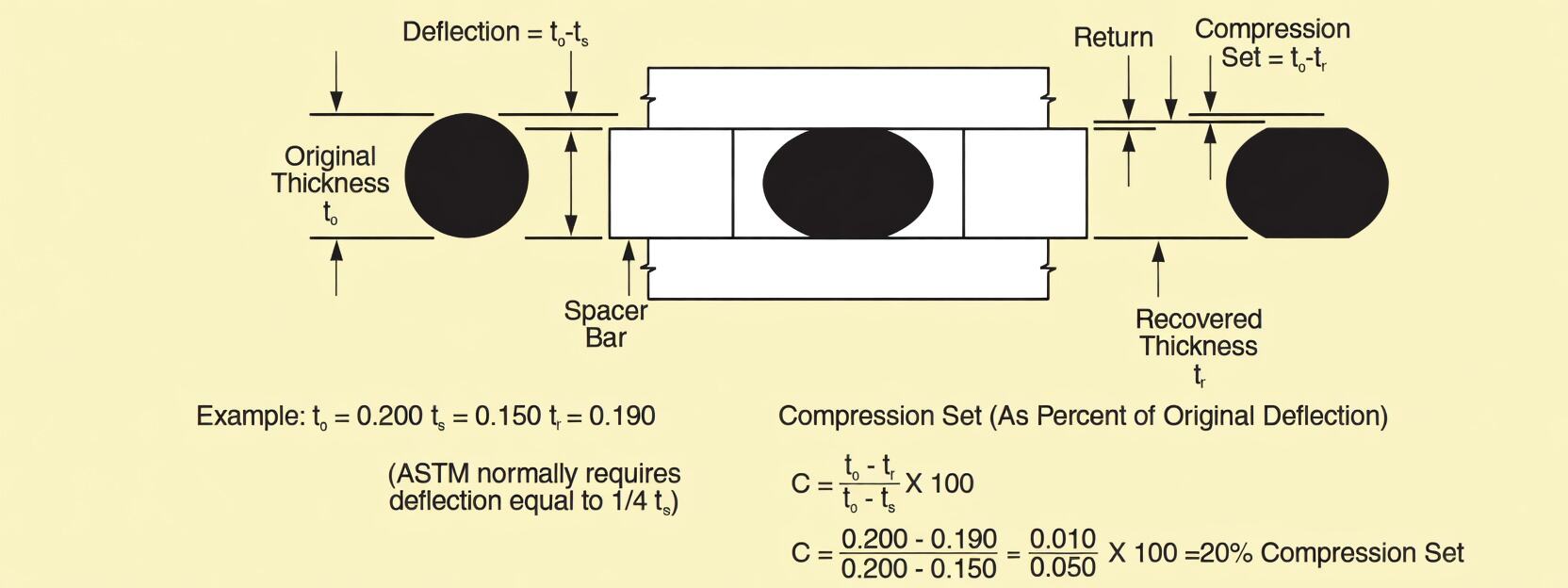
(Articolul prezintă aici un desen schematic al setării la compresiune.)
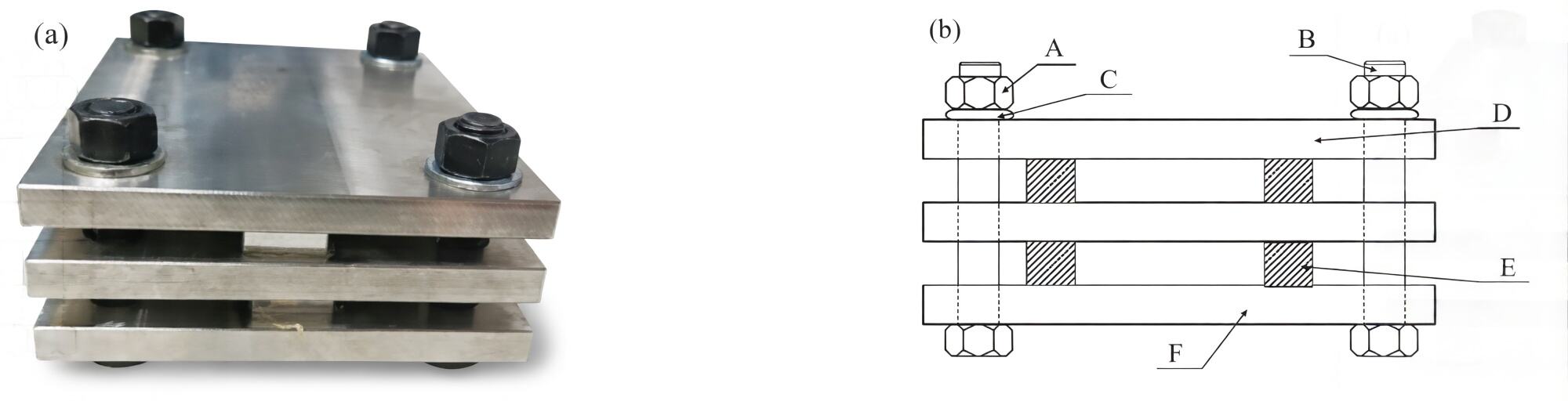
(Articolul prezintă dispozitivul standard din industrie pentru testarea setării la compresie a inelelor de etanșare — un bloc standard de cauciuc plasat între două plăci.)
Calitativ, cei trei factori principali sunt presiunea (rata de compresie), temperatura și timpul.
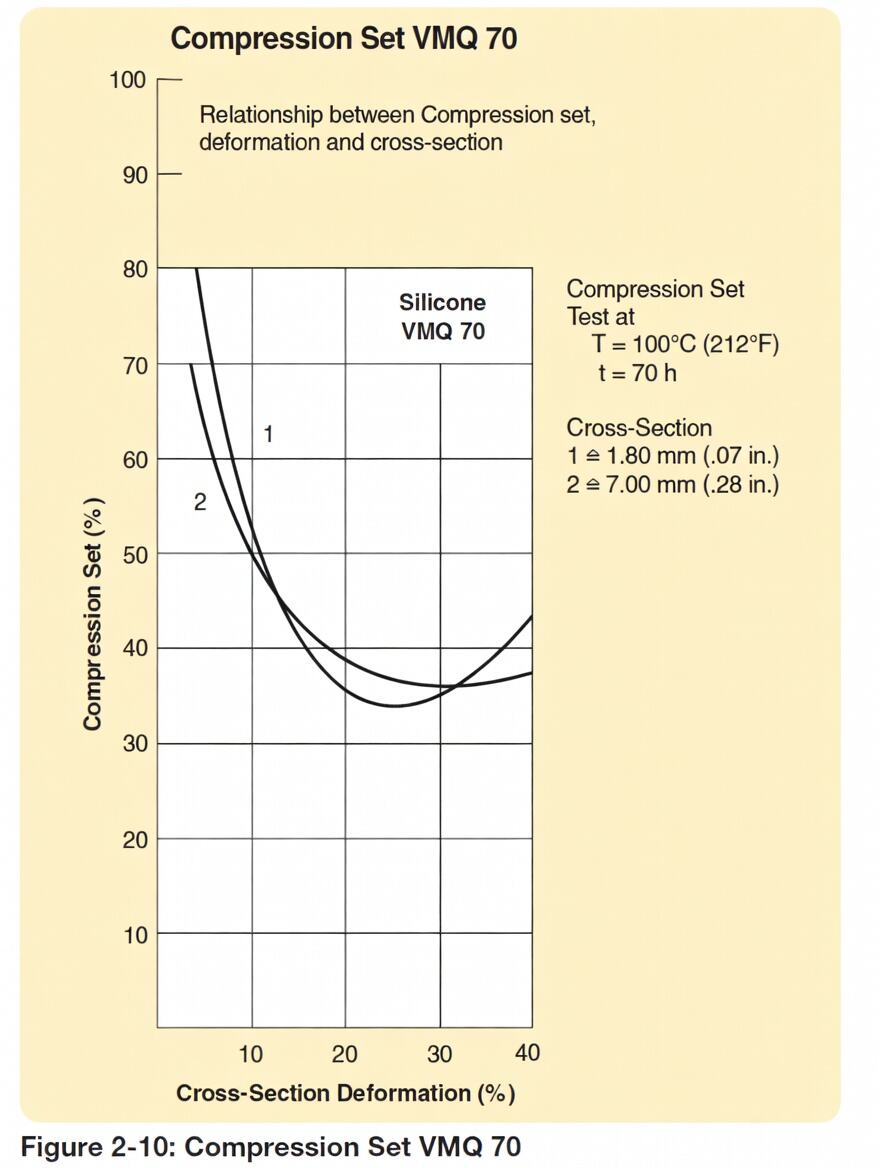
(Articolul prezintă un grafic al setării la compresie a cauciucului de silicon VMQ în funcție de rata de compresie. Pentru VMQ, o compresie prea mică sau prea mare nu este ideală pentru performanța pe termen lung.)
(Notă: Când compresia este foarte ușoară, valoarea „procentuală” a setării la compresie poate părea foarte ridicată.)
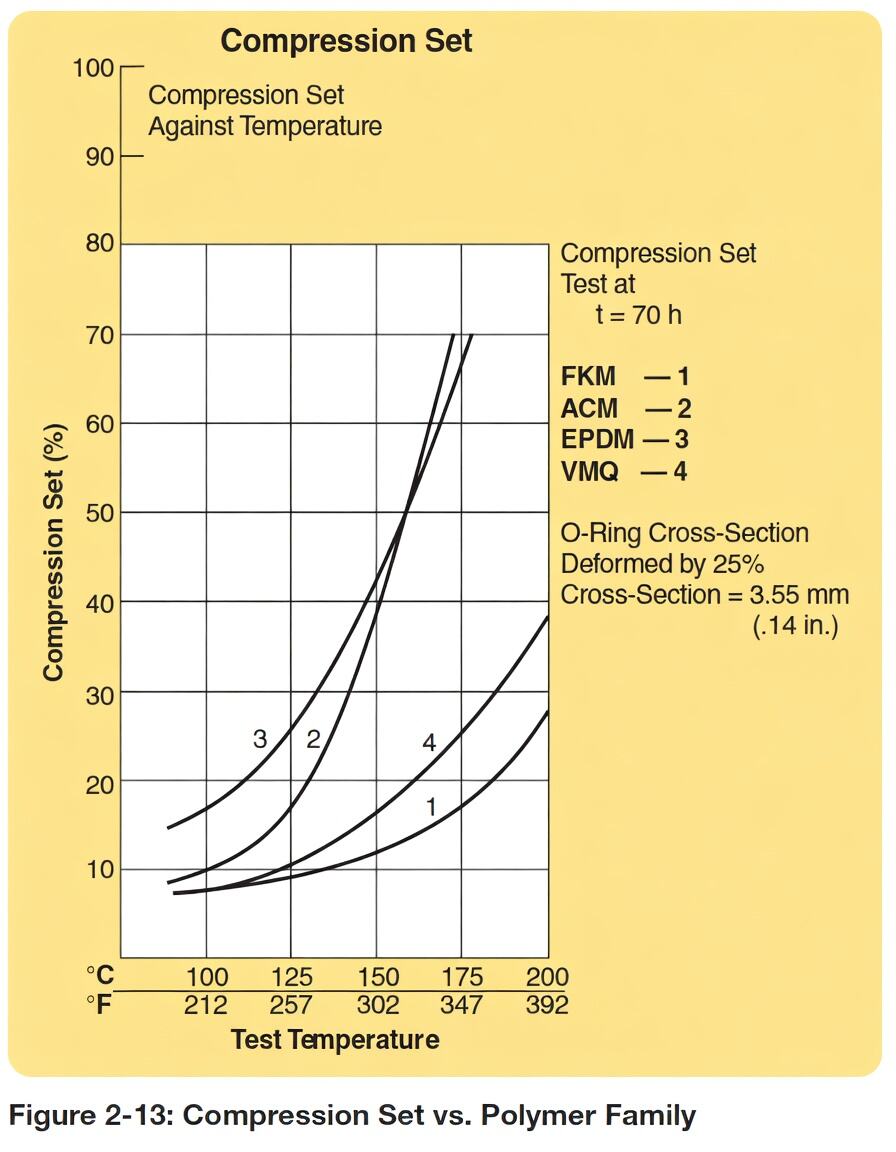
(Articolul prezintă grafice ale setării la compresie după îmbătrânire la diferite temperaturi — o temperatură mai ridicată afectează negativ recuperarea.)
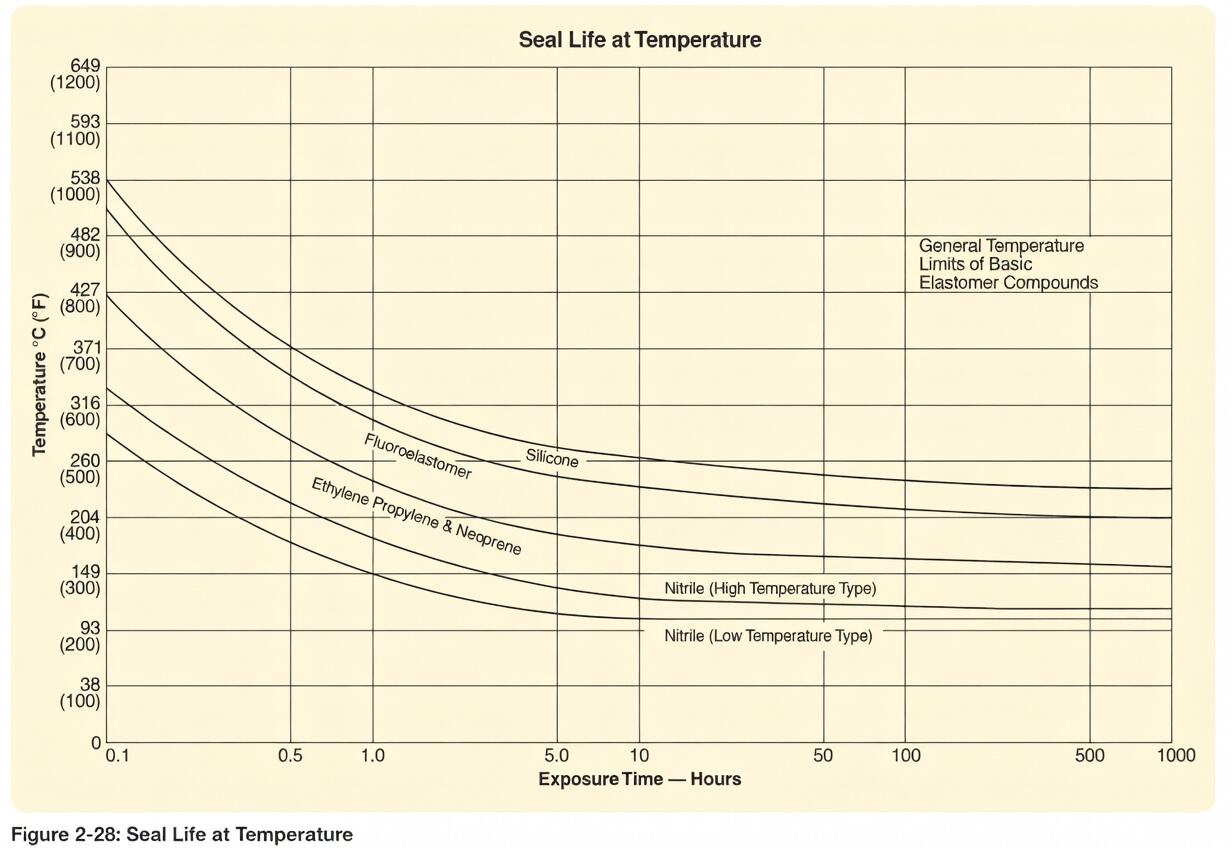
(Articolul prezintă durata aproximativă de funcționare a diferitelor materiale pentru etanșări la diverse temperaturi — doar cu titlu informativ.)
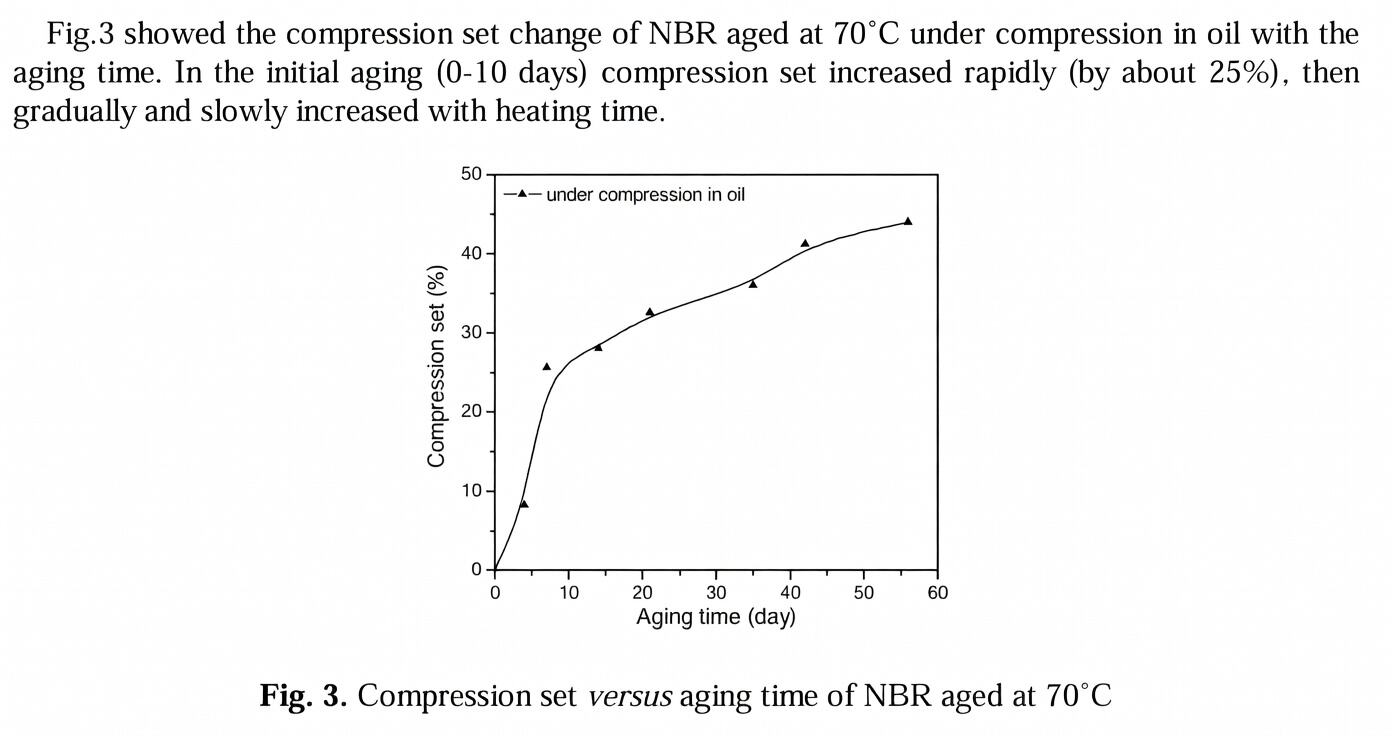
(Articolul prezintă un grafic al setării la compresie a cauciucului NBR în funcție de durata de îmbătrânire.)
În practica inginerescă, puteți introduce valoarea îmbătrânită a setării la compresie înapoi în proiectul inițial pentru a verifica rapid dacă aveți suficientă marjă și pentru a evalua riscul de eșec la sfârșitul duratei de viață.
Exemplu: Dacă rata inițială de compresie a proiectului este de 10%, dar după 1008 ore la 125 °C setarea la compresie devine de 17%, atunci, după îmbătrânire, etanșarea este foarte probabil să cedeze. Ar trebui să creșteți rata inițială de compresie sau să alegeți un cauciuc cu o performanță mai bună la setarea la compresie.
Notă: Această metodă este potrivită pentru verificări rapide sau pentru evaluarea tendințelor, nu pentru predicția directă a ratei finale de scurgere.
Acest articol oferă un cadru calitativ pentru proiectarea etanșărilor, dar multe subiecte nu sunt încă acoperite, cum ar fi relația dintre rugozitatea suprafeței și etanșare, efectul temperaturilor joase asupra performanței etanșărilor, metodele cantitative pentru calculul ratei de scurgere și construirea modelelor de ajustare temperatura–îmbătrânire.
[1] Parker Hannifin Corporation. Manualul inelelor O Parker: ORD 5700[M]. Cleveland, OH: Parker Hannifin Corporation, 2021.
[2] QIAN Y H, XIAO H Z, NIE M H et al. Predicția duratei de viață a cauciucului nitrilic supus stresului de compresiune în ulei de transformator[C]//Actele Conferinței Internaționale de Măsurători, Instrumentație și Automatizare (ICMIA 2016), ediția a 5-a, 2016. Paris: Atlantis Press, 2016: 189–194. DOI: 10.2991/icmia-16.2016.35.

Bine aţi venit la Hovoo, o fabrică chineză de sigilii. Producerea sigiliilor PU, cauciuc şi PTFE. Sigiliile includ inelul O, sigiliul de piston, sigiliul de bară, inelul gri şi sigiliul de gaz.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}