33-99No. Муфу И Роуд, район Гулоу, Нанкин, Китай [email protected] | [email protected]
33-99No. Муфу И Роуд, район Гулоу, Нанкин, Китай [email protected] | [email protected]

Помимо передачи энергии, нефтесодержащее масло выполняет ещё одну критически важную функцию: смазку. Обе функции — передача энергии и смазка — в значительной степени зависят от вязкости. Именно поэтому вязкость является самым важным свойством гидравлического масла.
Смазка — это процесс уменьшения трения между двумя соприкасающимися поверхностями, движущимися относительно друг друга.
Смазка является критически важной функцией гидравлического масла. Без смазки трение между движущимися деталями вызывает чрезмерный износ и выделение тепла. 
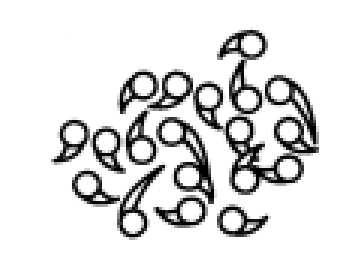
Трение — это сила, противодействующая движению. Даже поверхности, которые кажутся гладкими, на микроскопическом уровне шероховаты. Когда две поверхности трутся друг о друга, их микроскопические выступы соприкасаются, деформируются, свариваются и затем разрываются — этот разрыв и есть трение. Чем шероховатее поверхность, тем большая сила скольжения требуется и тем больше трение возникает.
Рисунок 3-1. Трение возникает, когда микроскопические выступы на двух поверхностях соприкасаются, кратковременно свариваются и разрываются при скольжении поверхностей.
Если между двумя металлическими поверхностями присутствует масляная плёнка, прямой металл-металл контакт устраняется. Поверхности скользят по масляной плёнке, а не друг по другу, что значительно снижает трение.
Любая жидкость способна образовывать масляную плёнку, однако одни жидкости для этой цели подходят лучше других. Например, вода использовалась в качестве первой гидравлической жидкости, однако её плёнка слаба и легко разрушается. Гидравлическое масло на нефтяной основе образует значительно более прочную и устойчивую плёнку.
Смазывающая способность — это способность жидкости образовывать плёнку, которую трудно разрушить. Она зависит от:
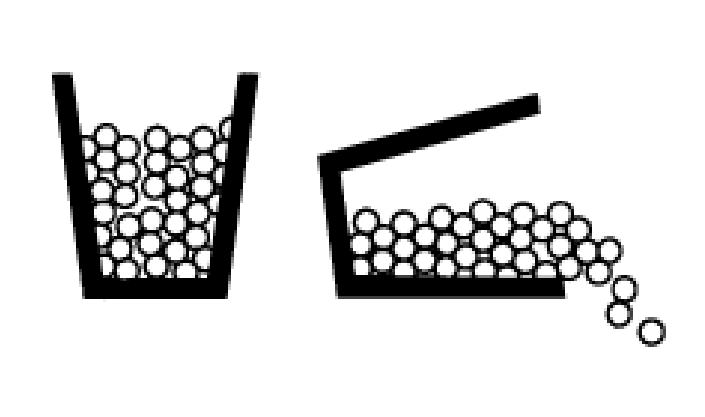
Гидравлическое масло на нефтяной основе обладает превосходными смазывающими свойствами. Налейте его на стальную пластину — вы увидите, как поверхность покроется толстым, устойчивым масляным пленочным слоем, который сохраняется надолго. Налейте на ту же пластину воду — образуется тонкая пленка, но она легко разрушается. Налейте ртуть — она соберётся в шарики: адгезия ртути к стали практически отсутствует, поэтому её смазывающие свойства крайне низки.
Рисунок 3-2. Сравнение смазывающих свойств. Хорошие смазывающие свойства требуют одновременно естественно толстой пленки и сильной адгезии к металлической поверхности. Масло превосходит другие жидкости по обоим этим параметрам.
Правильная вязкость гидравлического масла должна обеспечивать баланс между двумя требованиями: масло должно быть достаточно вязким для формирования качественной пленки, но при этом достаточно текучим, чтобы свободно циркулировать. Далее рассматривается этот баланс.
Масло выполняет две важные функции в гидравлической системе:
Обе эти функции — и их конечное влияние на систему — сильно зависят от вязкости. Сначала определим понятие вязкости, а затем рассмотрим её влияние на генерацию тепла, смазку, динамическую смазку, течение в зазорах и другие аспекты.
Как и все жидкости, гидравлическое минеральное масло состоит из молекул, которые притягиваются друг к другу. Межмолекулярное притяжение в жидкости значительно сильнее, чем в газе, но слабее, чем в твёрдом теле (где молекулы зафиксированы в определённых положениях). Поскольку молекулы жидкости могут скользить друг относительно друга, жидкость способна непрерывно течь.
Вязкость — это свойство, препятствующее течению молекул жидкости относительно друг друга; это разновидность внутреннего трения. Жидкость с высокой вязкостью (например, мёд или патока) течёт медленно и с большим сопротивлением. Жидкость с низкой вязкостью (например, вода или растительное масло) течёт легко.
Как упоминалось выше, жидкость состоит из молекул, находящихся в постоянном движении и притягивающихся друг к другу. Когда молекулы движутся медленно, сила притяжения между ними возрастает, а сопротивление течению увеличивается — вязкость высока. Когда молекулы движутся быстро (при нагревании), притяжение ослабевает и вязкость снижается.
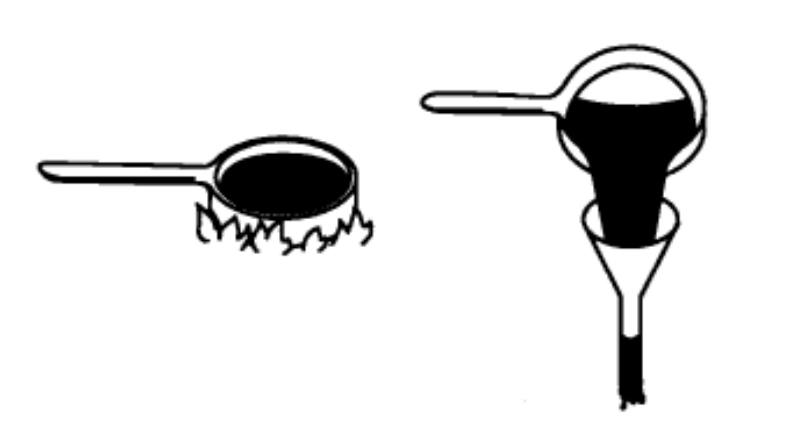
Холодный паток из холодильника обладает очень высокой вязкостью — он выливается медленно и с усилием. Нагрейте его на плите: молекулы ускоряются, притяжение ослабевает, вязкость снижается, и паток легко проходит через воронку.
Один из способов измерения вязкости масла — использование шкалы «секунды Сейболта универсальные» (SUS, также называемые SSU). В Международной системе единиц (СИ) единицей измерения вязкости является сантистокс (cSt). Название «SUS» дано в честь Джорджа Сейболта, который предложил вискозиметр Сейболта Бюро стандартов США в 1919 году.
Метод: Налейте жидкость в сосуд и нагрейте ее до заданной температуры испытания. Извлеките нижнюю пробку и одновременно с этим запустите секундомер. Остановите секундомер в тот момент, когда в колбу стечет ровно 60 мл жидкости. Затраченное время в секундах представляет собой вязкость по Сейболту (SUS) при данной температуре.
Пример: Если масло, нагретое до 100 °F (37,7 °C), стекает в течение 143 секунд, его вязкость составляет 143 SUS при 100 °F (37,7 °C). Если то же самое масло, нагретое до 130 °F (54,4 °C), стекает в течение 82 секунд, его вязкость равна 82 SUS (17,7 сСт) при 130 °F (54,4 °C). Вязкость всегда зависит от температуры, поэтому необходимо всегда указывать как значение вязкости, так и соответствующую температуру. Запись «150 SUS (32 сСт)» без указания температуры является сокращённым обозначением для 150 SUS (32 сСт) при 100 °F (37,7 °C).
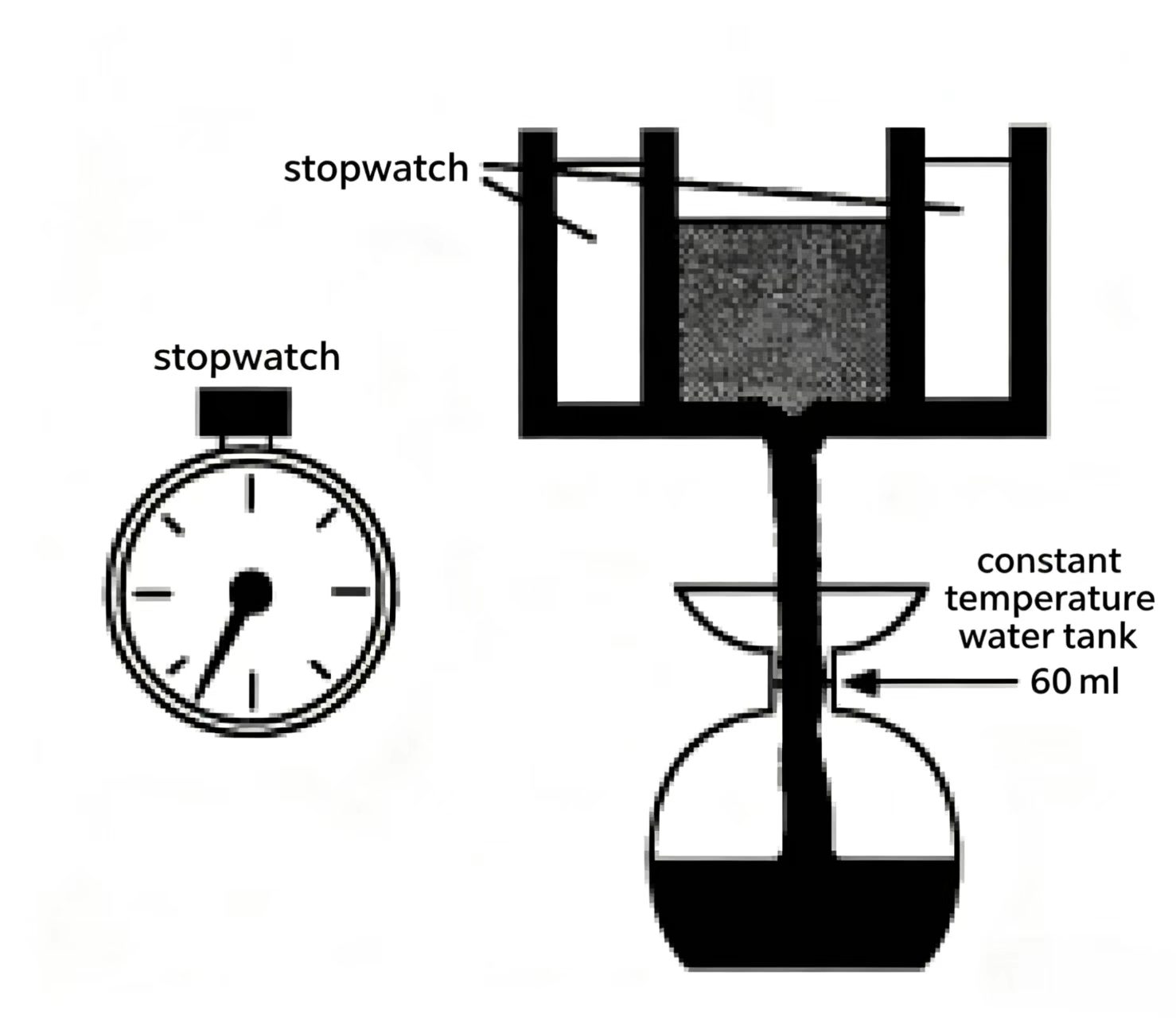
Рисунок 3-5. Вискозиметр Сейболта. Масло нагревают до заданной температуры, после чего измеряют время, за которое ровно 60 мл масла стекает в колбу. Время в секундах равно вязкости по Сейболту (SUS).
Вязкость также изменяется с изменением давления в системе. По мере роста давления вязкость также возрастает (это показано кривой на рисунке). Повышение давления от 0 до 3000 psi (207 бар) может увеличить вязкость типичного промышленного гидравлического масла примерно на 40 %.
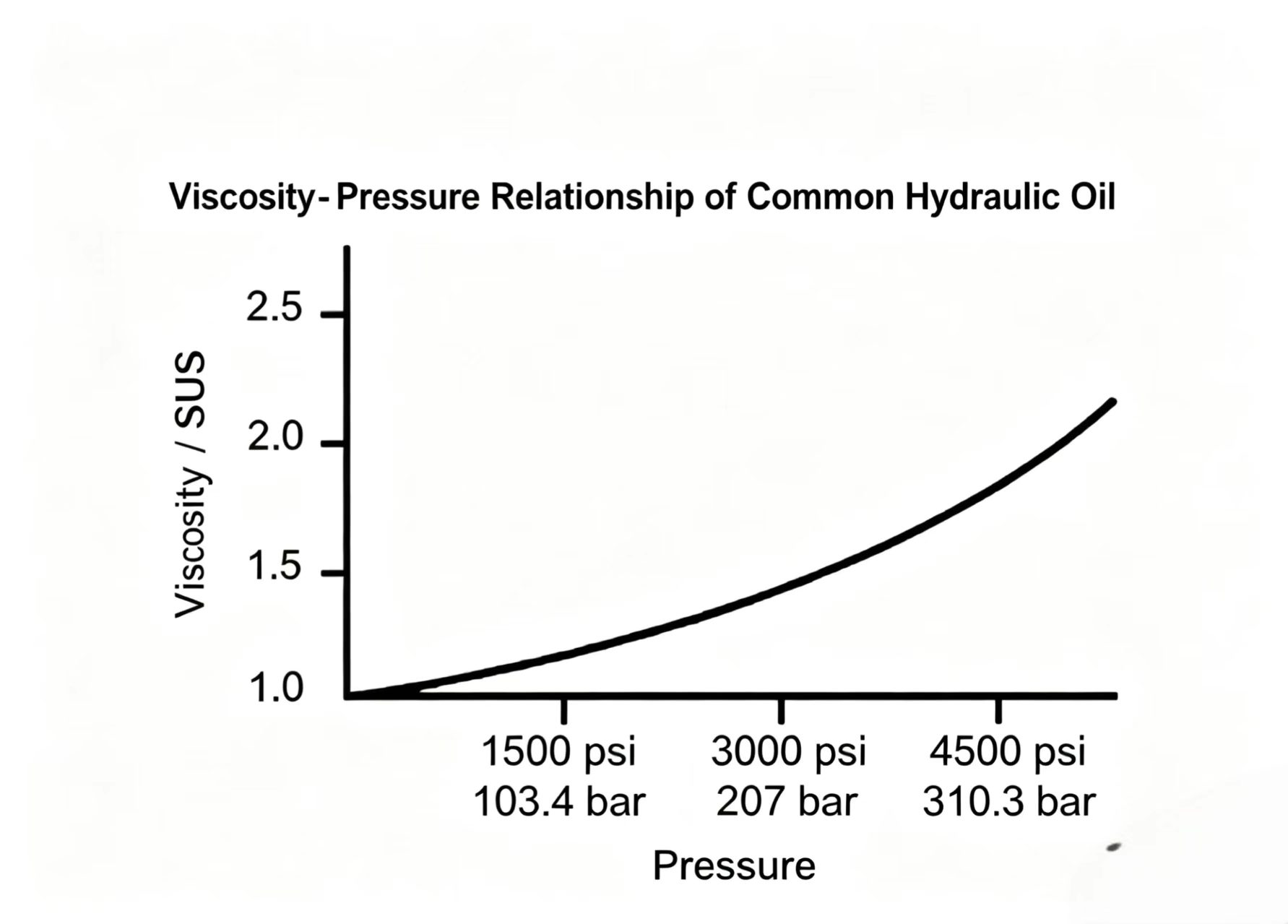
Рисунок 3-6. Вязкость возрастает с ростом давления. При давлении 3000 psi (207 бар) вязкость может быть на 40 % выше, чем при атмосферном давлении.
Вязкость напрямую влияет на выделение тепла. Масло с высокой вязкостью (например, 500 SUS / 107,9 мм²/с) создаёт большее внутреннее сопротивление течению по сравнению с маслом с низкой вязкостью (например, 150 SUS / 32 мм²/с), что приводит к большему выделению тепла в системе.
В большинстве гидравлических систем рабочий диапазон вязкости составляет 150–250 SUS (32–53,9 мм²/с) при 100 °F (37,7 °C).
Вязкость — это сопротивление течению, поэтому она может показаться нежелательной. Однако она оказывает существенное влияние на смазывание: крайне важна для формирования качественной масляной плёнки. Более высокая вязкость означает более толстую и прочную плёнку. В то же время масло должно свободно циркулировать, поэтому требуемая вязкость должна обеспечивать баланс между этими двумя потребностями.

Рисунок 3-7. Толщина масляной плёнки зависит от вязкости. Высокая вязкость обеспечивает более толстую плёнку, но увеличивает гидравлическое сопротивление течению. Низкая вязкость обеспечивает лёгкое течение, однако тонкая плёнка может разрушиться под нагрузкой.
Способность образовывать устойчивую масляную плёнку является важным свойством гидравлического минерального масла. Эту способность называют смазывающей способностью (лубрикационной способностью). Может показаться, что смазывание быстро движущихся деталей затруднено, поскольку высокая скорость способна «смыть» плёнку; однако на самом деле вязкость жидкости, как правило, предотвращает это явление.
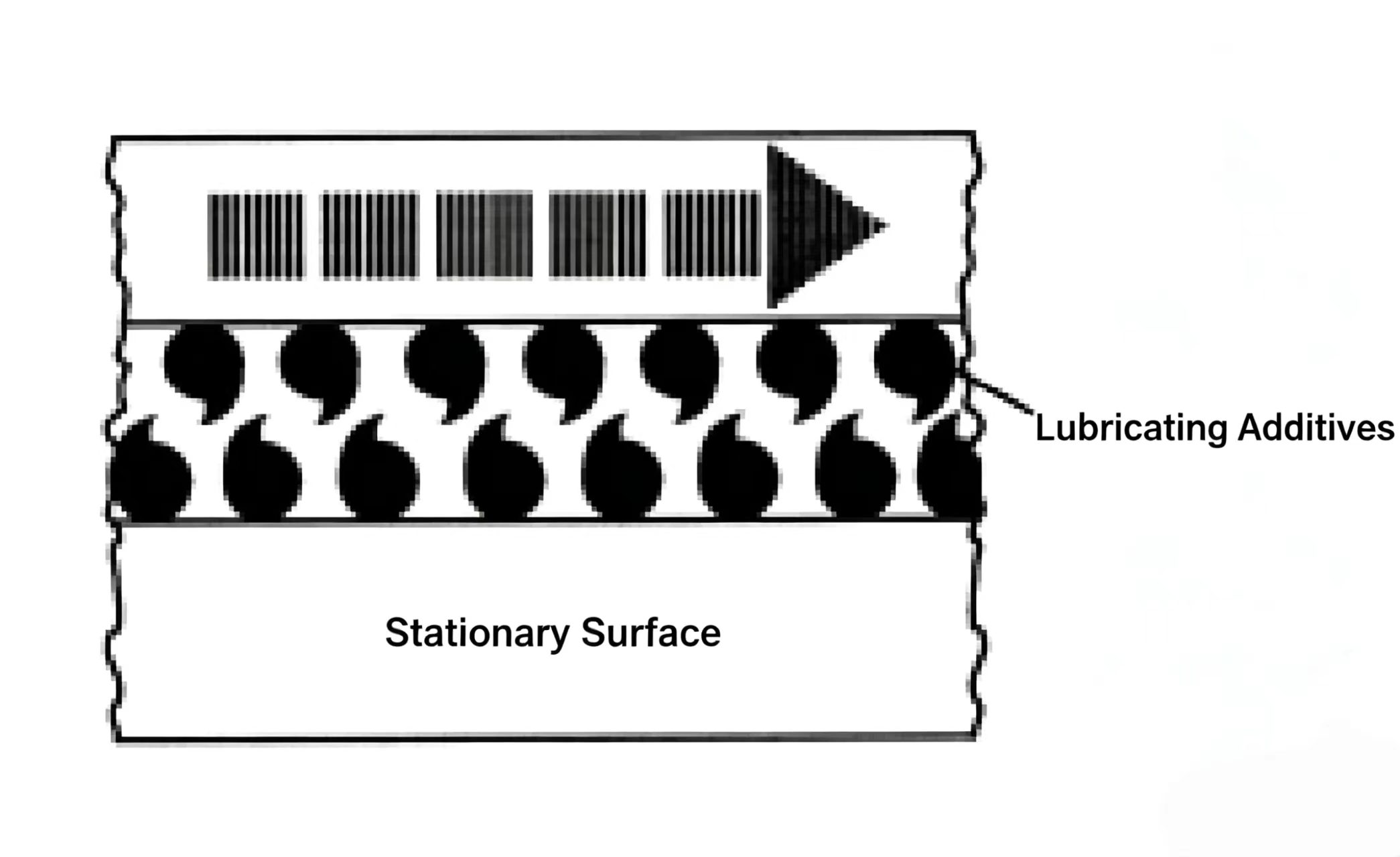
Когда неподвижный металлический блок находится на смазанной маслом металлической поверхности, а сила толкает его, передний край блока слегка приподнимается. Масло сопротивляется выдавливанию (из-за вязкости), и под блоком образуется масляный клин. Этот клин поддерживает блок во время движения — как лодка на воде. Пока давление на движущийся блок остаётся в определённых пределах, масляный клин предотвращает прямой металлический контакт поверхностей. Это динамическая (гидродинамическая) смазка.
Низковязкие жидкости, такие как вода, при низких скоростях и высоких нагрузках легко выдавливаются — клин не может полностью сформироваться, а масляная плёнка легко разрушается.
Когда компоненты системы находятся в движении, гидродинамический процесс обеспечивает хорошую смазку. Однако при пуске или при чрезмерном давлении, воздействующем на компоненты, способность масла формировать прочную плёнку (смазывающая способность) становится критически важной.

Рисунок 3-8. Гидродинамическая смазка. По мере перемещения блока формируется масляный клин, который воспринимает нагрузку и предотвращает металлический контакт поверхностей.
Вязкость также влияет на способность масла герметизировать зазоры между движущимися деталями с высокой точностью прилегания. Многие гидравлические компоненты (насосы, гидромоторы, клапаны) полагаются на металлическое уплотнение — например, в поршневом насосе между поршнем и его цилиндром отсутствуют резиновые уплотнения. В зазоре присутствует лишь тонкая масляная плёнка.
Зазоры между этими деталями действуют как постоянные дроссельные отверстия — они постоянно ограничивают небольшой поток утечки. Эта утечка одновременно обеспечивает смазку и герметизацию. Слишком малый объём утечки приводит к недостаточной смазке; слишком большой — к потере рабочего потока в системе, снижению её КПД и избыточному выделению тепла.
Для обеспечения наилучшего уплотнения зазоры должны быть как можно меньше — однако не настолько малы, чтобы масло не могло обеспечивать смазку, и не настолько велики, чтобы происходила чрезмерная утечка.
Если вязкость масла слишком низка (масло слишком жидкое), через зазоры происходит чрезмерная утечка. Это снижает расход масла, поступающего к исполнительным механизмам, и приводит к избыточному выделению тепла. При слишком высокой вязкости масляная плёнка всё ещё образуется, однако гидравлическое сопротивление потоку возрастает, а эффективность системы снижается.
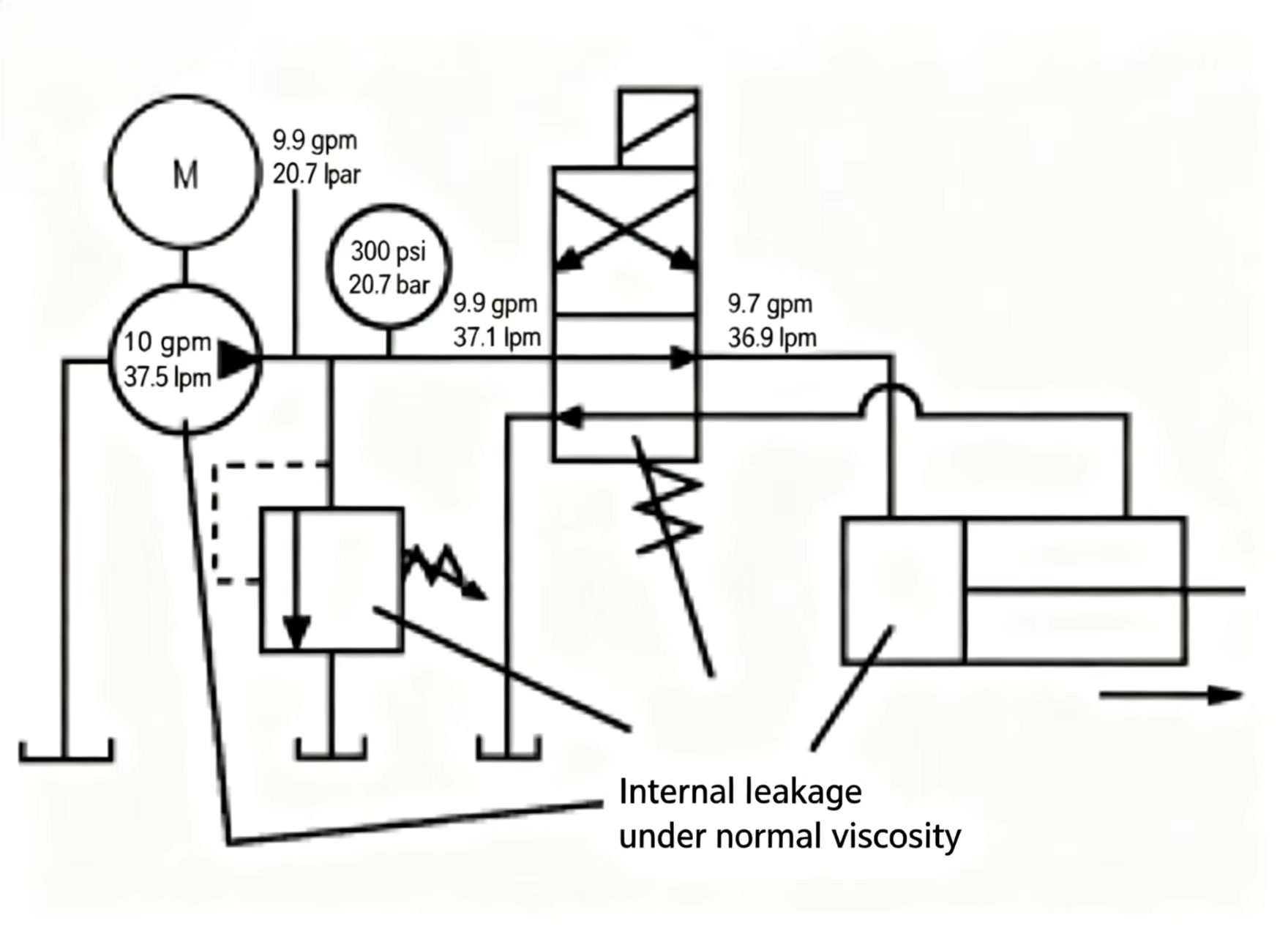
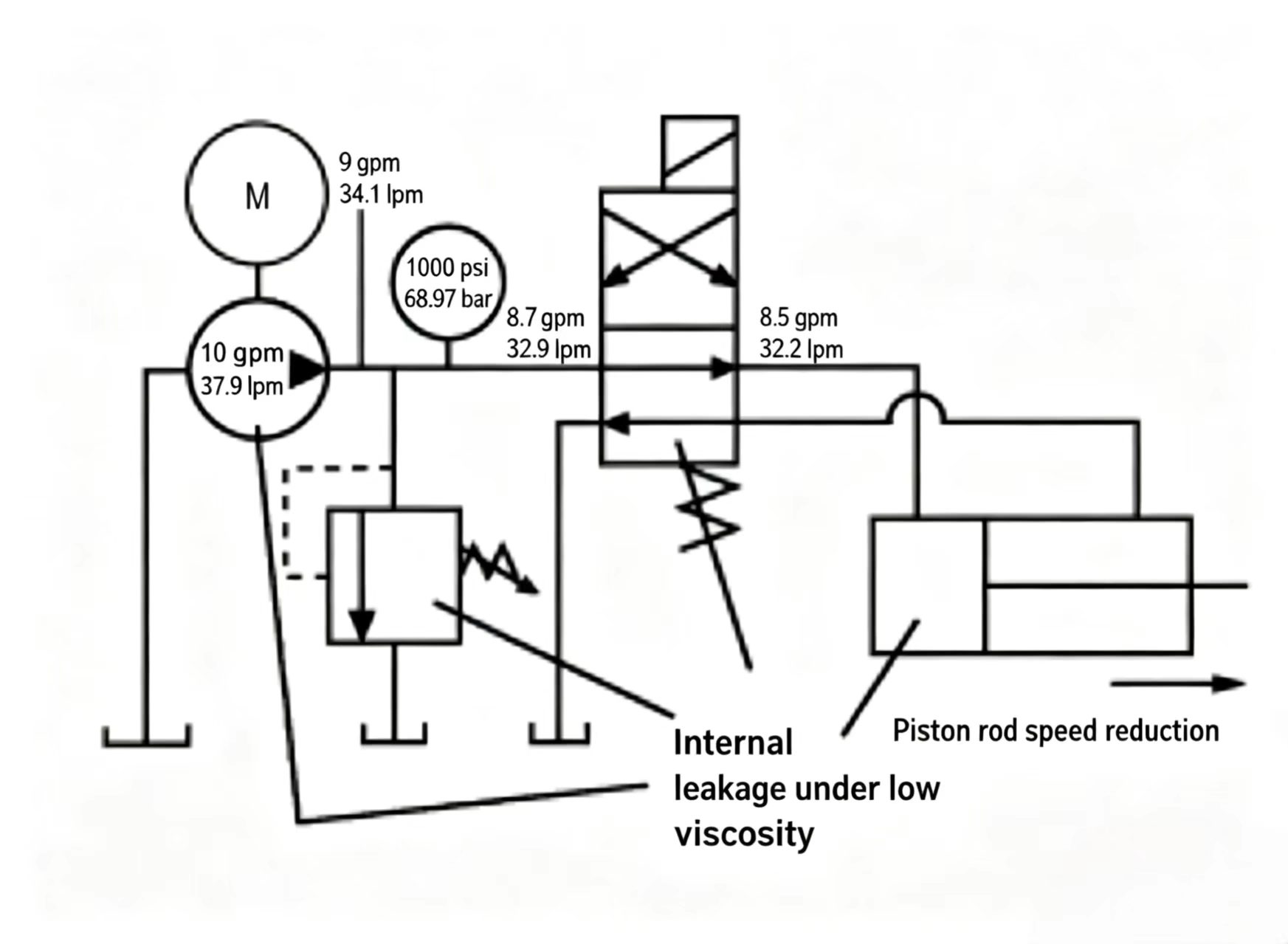
Рисунок 3-9. Влияние низкой вязкости на внутренние утечки. При использовании жидкого масла утечки через металлические зазоры увеличиваются, что снижает расход масла, поступающего к исполнительному механизму.
Вязкость гидравлического масла является важным параметром гидравлической системы. Однако вязкость изменяется с температурой, поэтому, если система не способна поддерживать постоянную рабочую температуру, вязкость масла должна оставаться относительно стабильной в пределах всего диапазона рабочих температур.
Индекс вязкости (VI) описывает, насколько изменяется вязкость с изменением температуры. Для определения этой зависимости используется стандартная ASTM-диаграмма зависимости вязкости от температуры (ASTM — Американское общество по испытаниям и материалам): когда вязкость масла при двух различных температурах наносится на эту диаграмму, получается прямая линия. Вязкость при любой другой температуре затем может быть определена по этой линии (этот метод применим к базовым маслам без химических присадок; присадки могут влиять на естественную зависимость вязкости от температуры).
Если две кривые вязкости масел нанесены на одну и ту же диаграмму, то более горизонтальная линия соответствует маслу с более высоким индексом вязкости. Например:
Линия для масла A более пологая — его вязкость слабее зависит от температуры — следовательно, у масла A более высокий индекс вязкости.
Когда впервые был представлен индекс вязкости (VI), его шкала варьировалась от 0 (худший показатель, наиболее чувствительный к температуре) до 100 (лучший показатель, наименее чувствительный к температуре). Современные методы переработки позволяют получать масла с индексом вязкости выше 100. В современных гидравлических системах обычно требуется индекс вязкости ≥ 90, хотя для систем, работающих при относительно постоянной температуре, значение индекса вязкости имеет меньшее значение.

Рисунок 3-10 — График зависимости вязкости от температуры по ASTM. Чем более горизонтальной является линия, тем выше индекс вязкости — масло менее чувствительно к изменению температуры.
Нефтяное гидравлическое масло является хорошим смазочным материалом для гидравлических систем, однако оно эффективно работает лишь в определённом диапазоне вязкости. Если вязкость масла слишком низкая, масляная плёнка становится слишком тонкой (подобно воде), и компоненты подвергаются износу. Если же вязкость слишком высока, масло не может достаточно быстро поступать в подшипники, и компоненты испытывают недостаток смазки.
Вращающиеся компоненты — гидравлические насосы и гидромоторы — особенно нуждаются в качественной смазке подшипников. Производители насосов указывают диапазон вязкости, рекомендуемый для их продукции. При правильной смазке этих компонентов все остальные элементы системы также получают достаточную смазку.
После определения требуемого диапазона вязкости выбор конкретного гидравлического масла зависит от рабочего температурного диапазона системы. Например, если система требует вязкость в пределах 70–250 SUS (15–54 сСт) при рабочей температуре 80–140 °F (26,7–60 °C), следует выбрать масло Y. Если же температурный диапазон составляет 110–170 °F (43,3–76,7 °C), выберите масло Z.
Даже в промышленных условиях температура может значительно понижаться. Чтобы обеспечить нормальную подачу масла насосом при запуске, производители насосов задают максимально допустимую вязкость при пуске: как правило, 1000 SUS (216 сСт) для поршневых насосов и 7500 SUS (1618 сСт) для пластинчатых и шестерёнчатых насосов.
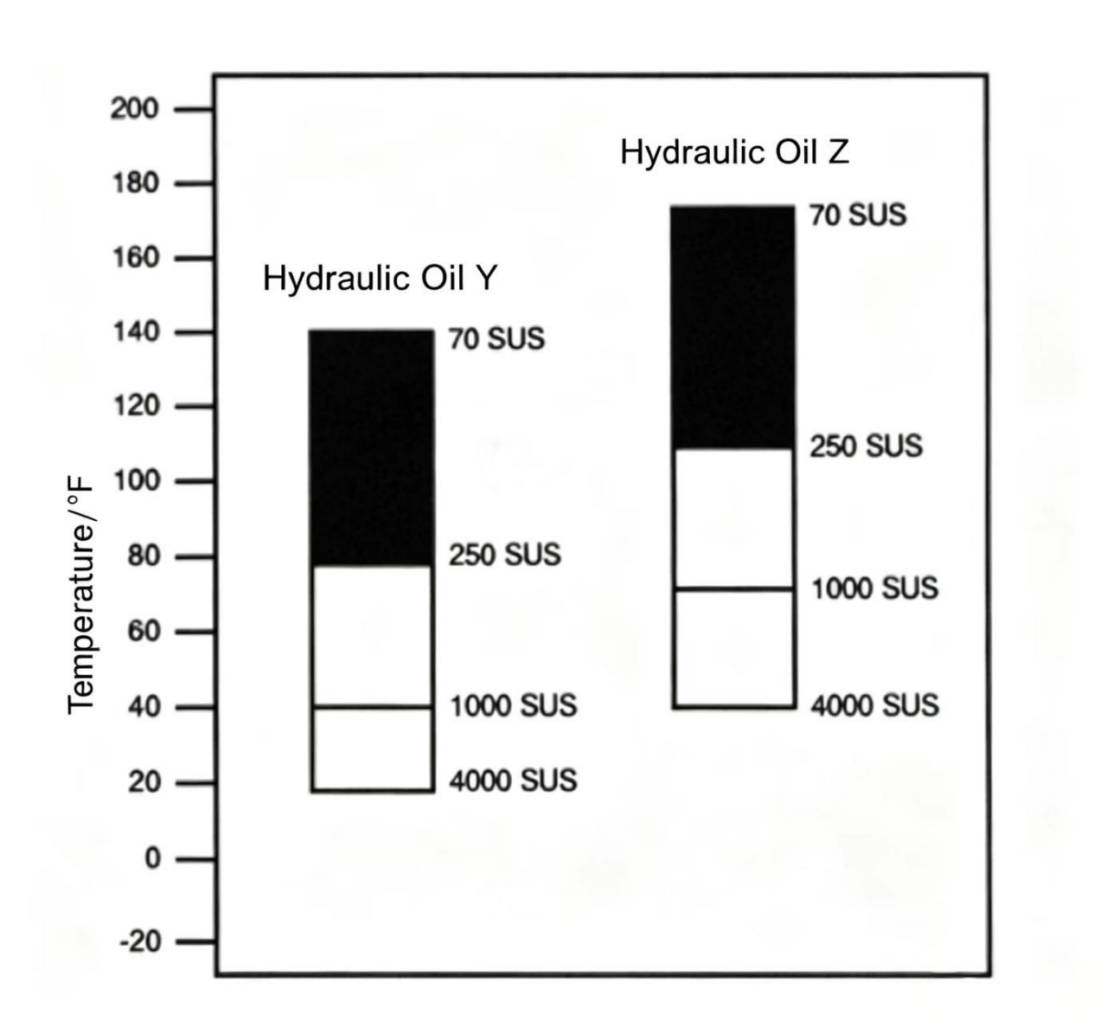
Рисунок 3-11. Выбор класса масла по рабочей температуре. Заштрихованная полоса показывает допустимый диапазон вязкости. Выберите масло, чья полоса охватывает ваш диапазон рабочих температур.
График вязкости по стандарту ASTM не отображает температуру застывания. При очень низких температурах минеральное масло полностью прекращает течь — воскоподобные парафиновые кристаллы выпадают из масла и блокируют его течение. Температура застывания — это самая низкая температура, при которой гидравлическое масло ещё способно течь, измеренная в лабораторных условиях ASTM.
В реальной системе, если выполняется требование к максимальной вязкости при пуске, температуру застывания, как правило, не требуется проверять отдельно. Однако, если система может эксплуатироваться при экстремально низких температурах, температура застывания масла должна быть как минимум на 20 °F ниже минимальной ожидаемой рабочей температуры.
Данные о температуре застывания любого конкретного масла можно найти в его техническом паспорте.
По мере того как гидравлическая система работает день за днём, минеральное масло подвергается экстремальным условиям эксплуатации. Возникает ряд проблем, которые негативно влияют как на само масло, так и на систему в целом: смазка при высоком давлении, окисление масла, загрязнение водой, попадание воздуха и загрязнение твёрдыми частицами. Химические присадки, содержащиеся в масле, позволяют решить многие из этих проблем.
Важно: химические присадки не способны полностью устранить все проблемы, связанные с маслом, и ни одно масло не может содержать все существующие присадки. «Супермасла», выполняющего все функции одновременно, не существует. Многие присадки несовместимы друг с другом — смешивание масел с различными пакетами присадок от разных поставщиков может вызвать вредные химические реакции.
Минеральное гидравлическое масло высокого качества не всегда обеспечивает надёжную смазку при высоком давлении. При повышении давления масляный клин между движущимися деталями легче разрушается, и решающее значение приобретает адгезионная плёнка (смазывающая способность). Химические присадки могут улучшить смазку при высоком давлении или граничную смазку.

Существует три типа противоизносных присадок:
Эти три типа присадок нельзя использовать одновременно в одном масле — они выполняют разные функции. Присадки, повышающие смазывающую способность/снижающие износ (WR), применяются в системах с низким давлением (ниже 1000 psi / 68,97 бар). Экстремально-давленные присадки (EP) используются преимущественно в системах с давлением выше 3000 psi (207 бар) или в смазочных материалах для зубчатых передач и станков. Противоизносные присадки (AW) предназначены для среднего диапазона давлений (1000–3000 psi / 68,97–207 бар).
Чтобы определить, содержит ли масло противоизносные присадки, обратите внимание на его название или ознакомьтесь с техническим паспортом поставщика. Пример: «Hamony 48 AW» (Gulf Oil Co.) — индекс «AW» означает «противоизносный»; «Sunvis 816 WR» (Sun Oil Co.) — индекс «WR» означает «снижение износа».
Многие производители очищенных масел не указывают наличие противоизносных присадок в названии продукта; для конкретных масел всегда следует обращаться к техническому паспорту. Если в системе наблюдаются чрезмерные износные повреждения, а в используемом масле отсутствуют противоизносные присадки, переход на масло с присадками AW может помочь — однако предварительно необходимо убедиться, что износ не вызван загрязнением масла.
Окисление — это химическая реакция материала с кислородом, распространённый процесс. Когда вы откусываете яблоко и его мякоть темнеет, это и есть окисление. Автомобильный крыло, поцарапанное и подвергшееся воздействию воздуха, реагирует с кислородом и ржавеет. Многие вещества в мире, включая масло, окисляются именно таким образом.
Окисление масла в гидравлической системе происходит главным образом в двух местах: в баке и на выходе насоса. В обоих случаях имеет место контакт масла с кислородом, однако сам процесс окисления в каждом из них различен.
В баке свободная поверхность масла реагирует с кислородом воздуха. Продуктами этой реакции являются слабые кислоты и мылоподобные вещества. Кислоты вызывают коррозию поверхностей компонентов и образуют тёмные пятна загрязнений. Мылоподобные вещества покрывают поверхности компонентов и забивают мелкие отверстия в датчиках давления и каналах смазки.
Тепло ускоряет окисление масла. Каждое повышение температуры на 18–20 °F (10–11 °C) выше средней температуры резервуара (130 °F / 54,4 °C) примерно удваивает скорость окисления. Частицы железа, меди и капли воды в масле также ускоряют окисление.
Второе место, где происходит окисление масла, — это выход насоса. Если в линии всасывания происходит подсос воздуха или возвращающееся масло создаёт перемешивание в резервуаре, вызывая попадание воздушных пузырьков на вход насоса, то эти воздушные пузырьки достигают высоконапорного выхода насоса и внезапно implode (взрываются с большой силой) под действием высокого давления. Этот процесс генерирует экстремальный локальный нагрев. Расчёты показывают, что при сжатии пузырька от почти нулевого до 3000 psi (207 бар) температура может достигать 2100 °F (1149 °C). При такой температуре масло воспламеняется, образуя смолоподобные отложения и резкий запах горения.
Если окисленные продукты образуются на выходе насоса, смола растворяется в масле. При контакте смолы с нагретыми поверхностями (ротор насоса, золотник предохранительного клапана и т. д.) она выпадает из масла в виде лакообразных отложений на этих поверхностях, что приводит к залипанию и заклиниванию подвижных деталей.
Смола в масле также взаимодействует с пылью и частицами, образуя шлам, который забивает мелкие отверстия в клапанах и фильтрах и препятствует отводу тепла через стенки бака. Обрушение пузырьков на выходе насоса является одной из основных причин быстрого окисления масла.

Рисунок 3-14 — Обрушение воздушных пузырьков на выходе насоса. При сжатии пузырьков от низкого до высокого давления локальная температура может превысить 2000 °F — этого достаточно для воспламенения масла и образования лакообразных отложений.
Сравните образец масла из системы (возможно, окисленного) с образцом свежего масла из бочки при одинаковой температуре. Свежее масло ощущается явно липким при растирании между большим и указательным пальцами и остаётся на пальцах. Окисленное масло ощущается водянистым — оно стекает, как вода, с низкой липкостью и адгезией.
Масло, окисленное за счёт имплозии пузырьков, также имеет резкий, едкий запах. Если образец показывает признаки окисления, направьте его в лабораторию для анализа. Если его невозможно регенерировать, промойте систему и залейте свежее масло.

Любое гидравлическое масло содержит некоторое количество влаги. В небольших количествах вода распадается на мельчайшие капли и переносится маслом. Вода и масло не смешиваются (за исключением масел, растворимых в воде); в больших количествах вода оседает на дно резервуара.
Если в масле уже присутствуют кислоты и смолы, образовавшиеся в результате окисления, они ускоряют удержание воды.
Сравнение подозрительного образца с образцом свежего масла — это базовая проверка. Налейте свежее масло в стеклянный флакон и поднесите его к свету: оно прозрачное, с незначительными пузырьками. Если в образце содержится 0,5 % воды, он выглядит мутным или туманным. При содержании 1 % воды масло приобретает молочный оттенок.
Другой метод: нагрейте мутный/туманный образец — если через некоторое время он прояснится, вероятно, вода присутствовала. Если в масле содержится большое количество воды, большая её часть со временем отделится; центрифугирование может ускорить этот процесс, если важна скорость.
Если в масле содержится лишь небольшое количество воды (< 0,5 %) и требования к системе не являются чрезвычайно жёсткими, замена масла может быть необязательной немедленно. Вода в масле ускоряет окисление и снижает смазывающую способность; сама вода в конечном итоге испаряется, однако образовавшиеся в результате окисления продукты остаются и продолжают наносить ущерб. Если состояние масла находится на грани допустимого, направьте его в лабораторию.
Рисунок 3-16. Визуальная проверка наличия воды. Количество воды в масле можно приблизительно оценить по степени мутности образца при просмотре на свет.
С точки зрения гидравлической системы коррозия представляет собой химическое воздействие на поверхности компонентов, вызванное кислотами, образующимися в процессе окисления масла. Ржавчина — это окисление поверхностей на основе железа, вызванное присутствием воды в масле.
Коррозия растворяет металл и смывает его — уменьшая размеры и массу прецизионных деталей. Ржавчина добавляет материал на поверхности железных деталей — увеличивая их размеры и массу. При изменении размеров прецизионных компонентов снижаются их эффективность и рабочие характеристики. Ни коррозия, ни ржавчина недопустимы в гидравлической системе.
Даже незначительные количества воды в масле могут вызывать появление ржавчины на поверхностях железных компонентов. В естественных условиях само по себе масло не обеспечивает достаточной защиты от коррозии, а полностью исключить попадание воды в гидравлическую систему практически невозможно — поэтому большинство гидравлических масел содержат ингибиторы ржавчины, которые образуют на металлических поверхностях химическую защитную плёнку.
Взаимодействие воздуха и масла в резервуаре также приводит к образованию продуктов окисления, которые в конечном счёте разрушают металлические поверхности и ускоряют дальнейшее окисление масла. Поэтому в состав масел добавляются антиокислители — эти химические вещества прерывают цепную реакцию окисления.
Окисление при высоких температурах вследствие коллапса пузырьков на выходе насоса невозможно предотвратить исключительно химическими средствами; его можно лишь контролировать путём удаления воздуха из потока на входе в насос. Присадки, предотвращающие окисление и коррозию (R&O), являются базовым пакетом присадок в большинстве промышленных гидравлических масел. Масла с такими присадками иногда называют «маслами R&O». Прозрачные (бесцветные) масла R&O премиум-класса обладают наивысшим качеством; масла турбинного типа низших сортов могут по-прежнему подходить для многих гидравлических применений и маркируются как «масла R&O ниже турбинного качества».
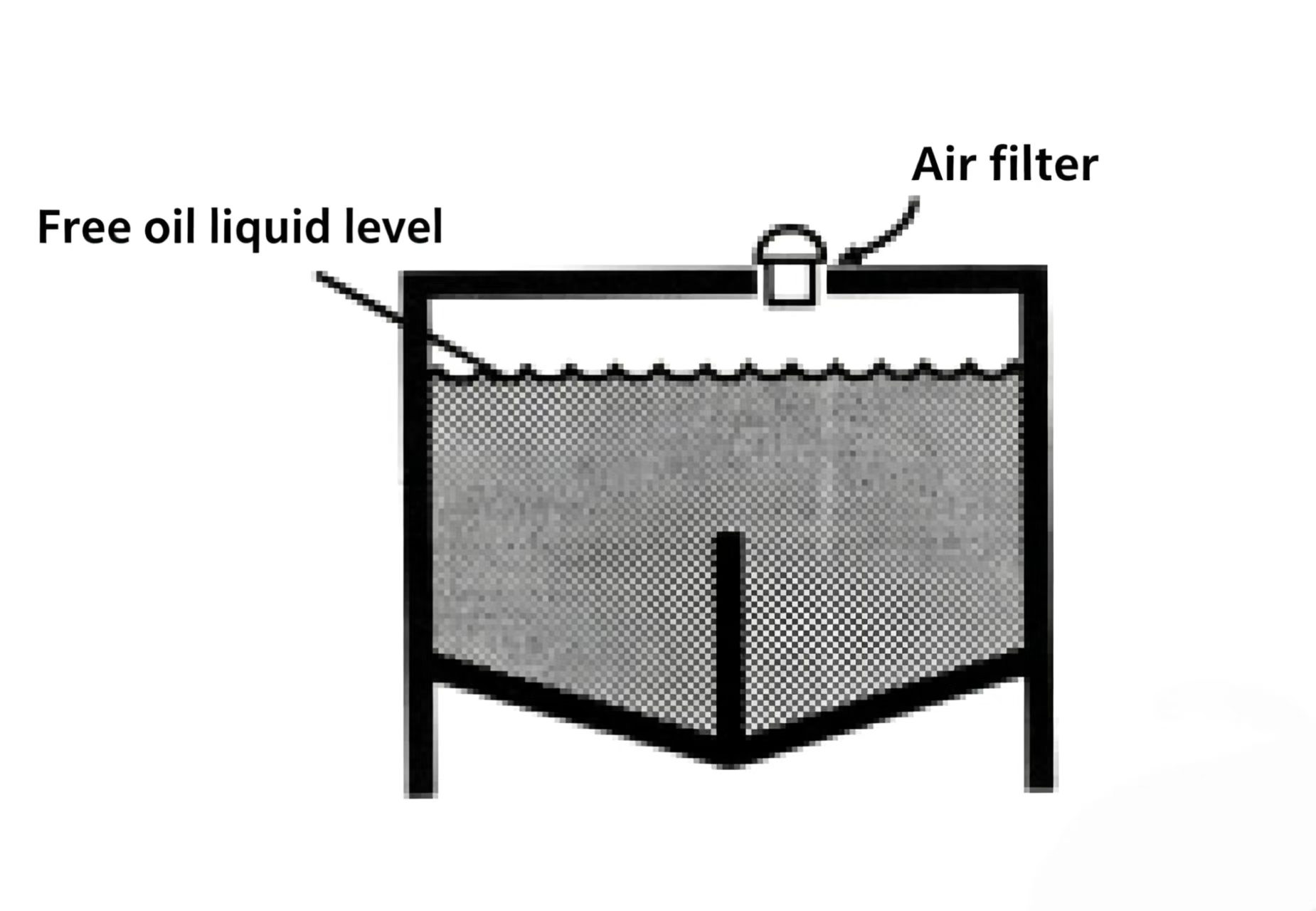
Масло, возвращающееся в резервуар, должно освобождаться от любого захваченного в системе воздуха. В некоторых системах утечки воздуха на стороне всасывания являются значительными, и при попадании возвращаемого масла в резервуар образуется пена — что в конечном итоге приводит к повторному всасыванию захваченного воздуха насосом, вызывая нестабильность работы системы, ускоряя окисление масла, создавая шум и потенциально приводя к переливу масла из резервуара, что создаёт экологическую опасность.
Наилучшим решением является устранение утечек и модернизация контура возврата масла, например: установка перегородки в резервуаре, использование более крупного возвратного трубопровода для снижения скорости поступления масла в резервуар. По экономическим, практическим или учебным соображениям вместо этого могут применяться химические присадки.
Анти-пенообразующие присадки предотвращают вспенивание масла. Некоторые из них действуют путём объединения мелких пузырьков в крупные, которые поднимаются к поверхности и лопаются. Другой тип воздействует на процесс выхода воздуха, снижая образование пены, но одновременно увеличивает количество мелких пузырьков в системе. При выборе анти-пенообразующей присадки убедитесь, что выбрана та её разновидность, которая способствует выходу воздуха, а не та, которая задерживает его в большем количестве.
Проверьте наличие пены в масле, взяв пробу из резервуара. Визуальный осмотр позволяет быстро определить, содержит ли масло воздух. Пробы следует брать как можно ближе ко входу насоса, чтобы образец отражал реальное состояние масла, поступающего в систему.
Другие признаки наличия воздуха в системе: высокочастотный нерегулярный шум от насоса; насос может периодически издавать громкий ударный звук, напоминающий выстрел из огнестрельного оружия внутри него. Неравномерное движение цилиндров и нестабильные показания манометра также указывают на наличие воздуха.
Рисунок 3-18. Воздух в гидравлической системе. Пена на поверхности бачка (слева) или шум насоса (справа) указывают на проблемы с попаданием воздуха.
Самая серьёзная проблема, связанная с гидравлическим маслом в эксплуатации, — это загрязнение. Загрязнителями могут быть вода, воздух или твёрдые частицы; наиболее распространёнными и наиболее разрушительными являются твёрдые частицы.
Твёрдые загрязнители могут забивать отверстия регулирующих клапанов, вызывать заклинивание подвижных деталей, ускорять износ и катализировать окисление масла.
Загрязнителем является любое нерастворимое вещество в масле. Загрязнители проникают в систему различными путями: при изготовлении, сборке, хранении и транспортировке компонентов системы; из внешней среды — через изношенные уплотнения штока цилиндра или неисправный дыхательный клапан бачка; а также из самой системы — изнашиваемые внутренние детали постоянно генерируют металлические частицы. Загрязнение никогда не прекращается.
Никакая химическая присадка не способна удалить загрязнения из масла или предотвратить их попадание в него. Цель грамотного проектирования и технического обслуживания системы — предотвращение проникновения загрязнений; удаление загрязнений из масла является задачей фильтров и службы технического обслуживания.
Уровень загрязнения невозможно надёжно определить невооружённым глазом. Визуальный осмотр масла в стеклянной колбе при освещении не даёт точной оценки степени загрязнения: многие частицы, вредные для гидравлических систем, слишком малы, чтобы быть видимыми. Точная оценка уровня загрязнения требует лабораторного анализа.
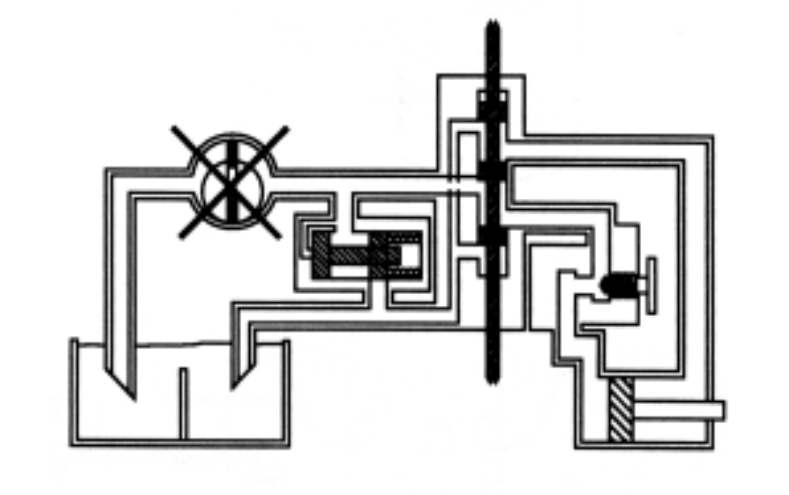
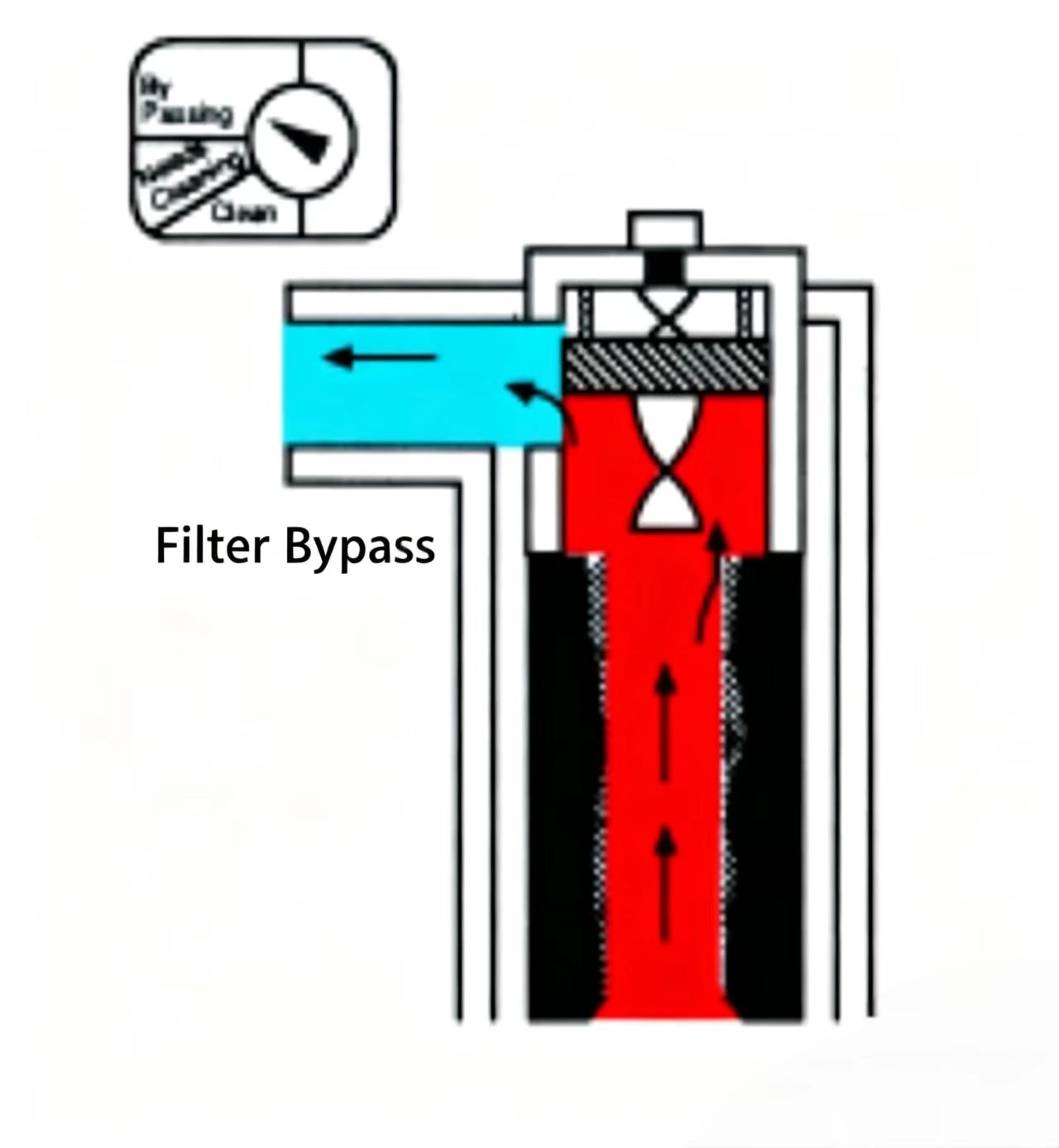
Индикатор засорения системного фильтра предоставляет ещё один способ контроля загрязнения. Если фильтр правильно подобран по пропускной способности для данной системы и индикатор функционирует исправно, то: индикация «чисто» означает, что масло достаточно чистое для эксплуатации системы; индикация «требуется обслуживание» указывает на необходимость технического обслуживания или замены фильтра; если индикатор показывает режим байпаса, это означает, что масло сильно загрязнено и фильтр требует немедленного обслуживания.

Рисунок 3-19. Индикатор состояния фильтра. «Чисто» (сверху): масло пригодно к использованию. «Требуется обслуживание» (в середине): выполните обслуживание или замените фильтрующий элемент. «Обход» (снизу): масло сильно загрязнено — немедленно выполните обслуживание.
Как уже упоминалось, гидравлическое масло выполняет в системе несколько функций и содержит различные присадки для поддержки этих функций. Особое внимание следует уделять маслу при хранении, транспортировке в резервуар, а также в течение всего периода эксплуатации системы.
При хранении ключевым является поддержание масла в наилучшем возможном состоянии. Загрязнение масла в бочках для хранения не только приводит к потере ресурсов — оно также может поставлять в систему деградировавшее масло и снижать её надёжность.
Бочки должны храниться в чистом и сухом месте. Бочки, хранящиеся на открытом воздухе, следует укладывать на бок, чтобы предотвратить скопление воды на верхней поверхности и её проникновение внутрь через уплотнение пробки.
Перед началом перекачки масла очистите крышку бочки, затем подготовьте все необходимые инструменты и оборудование: гибкий шланг, перекачивающий насос, воронку, фильтр для заливки в резервуар и чистые руки. Убедитесь, что название бренда и вязкость, указанные на бочке, соответствуют требуемым. Не все гидравлические масла содержат одни и те же присадки, поэтому не рекомендуется смешивать масла от разных поставщиков, если только поставщик не дал на это разрешение.
После заполнения системы маслом выполняйте его техническое обслуживание и контроль через установленные интервалы. Техническое обслуживание масла включает: долив до минимального уровня (используйте то же самое масло или совместимое с уже находящимся в системе), устранение утечек и замену фильтроэлемента.
Регулярная замена фильтрующего элемента даёт значительные преимущества. Загрязнение крайне вредно для масла, поскольку оно ускоряет окисление, особенно если загрязняющими частицами являются железо, свинец или медь. Фильтры удаляют большую часть загрязнений из потока, но не могут полностью очистить систему от загрязнений — они лишь поддерживают чистоту масла. Если индикатор фильтра сработал, но обслуживание не было выполнено своевременно, значительные объёмы неочищенных загрязнений обходят фильтр и поступают в нижестоящие компоненты системы, а загрязнители, задержанные в загрязнённом фильтрующем элементе, остаются в системе и продолжают ускорять окисление.
Сетчатые фильтрующие элементы можно очищать и использовать повторно. Качество очистки зависит от тщательности её выполнения, а не от выбранного метода очистки.
Распространённый метод: замочить в чистом растворителе или тёплой мыльной воде, затем продуть сжатым воздухом. Использование мягкой кисти (новой малярной кисти) помогает очистить сетку. Никогда не используйте проволочные щётки или абразивные материалы. После очистки поднесите фильтроэлемент к источнику света и осмотрите его — серые или чёрные участки указывают на необходимость дополнительной очистки.
Ультразвуковая очистка дороже, но удобнее: поместите загрязнённый фильтроэлемент в ультразвуковую очистную установку на заданное время, после чего извлеките его чистым и готовым к повторному использованию. Фильтроэлементы с номинальным размером пор 40 мкм и мельче следует очищать в ультразвуковой установке для эффективного восстановления срока службы.
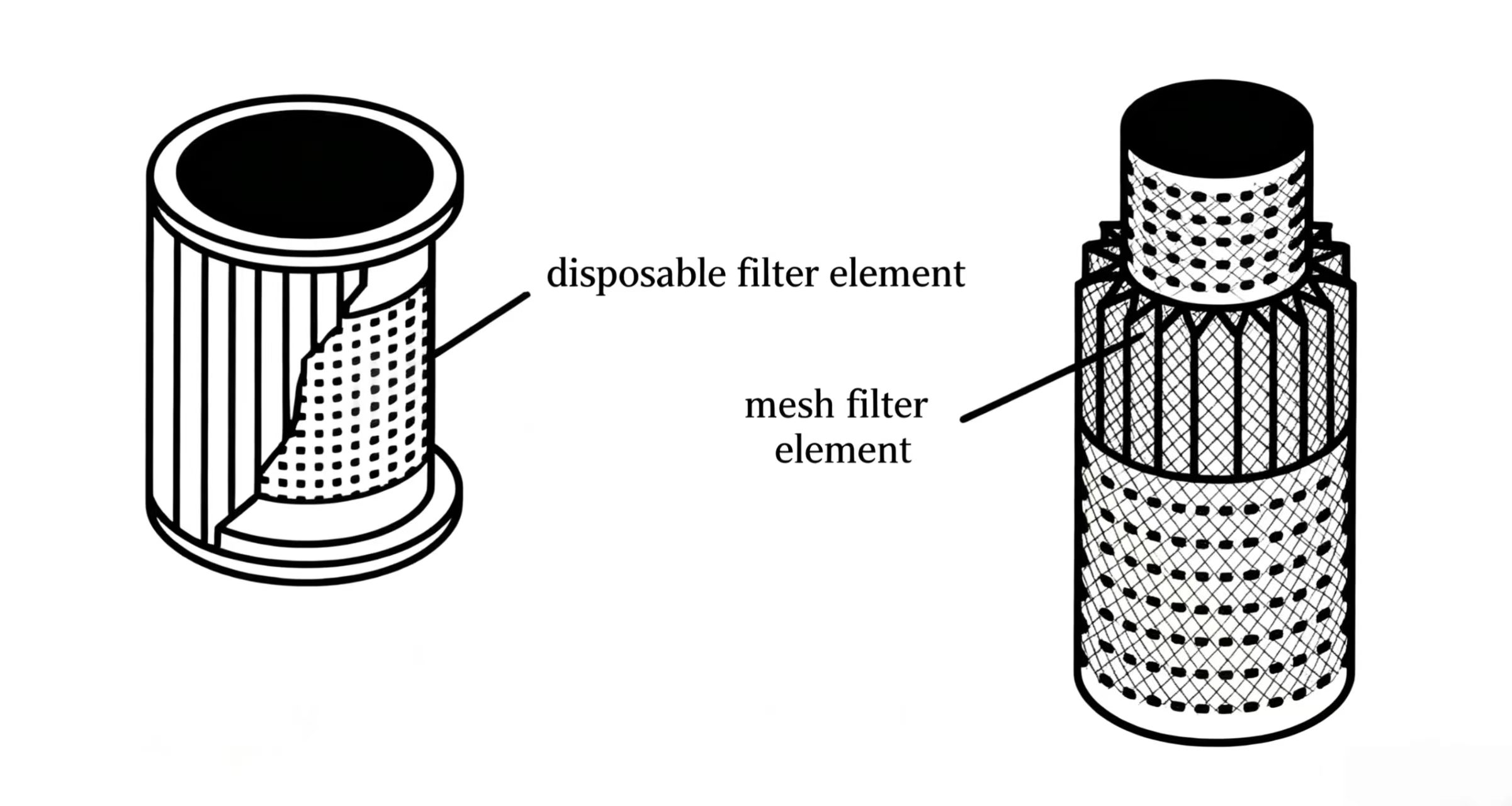
Рисунок 3-20 — Очистка сетчатого фильтроэлемента. (Слева) Ультразвуковая установка для очистки тонких элементов. (Справа) Проверка очищенного фильтроэлемента на просвет для выявления оставшихся забитых участков.
КЛЮЧЕВЫЕ ПОНЯТИЯ — ГЛАВА 3
|
Понятие |
Ключевой факт |
Практическое значение |
|
Вязкость |
Сопротивление потоку; снижается при нагреве, возрастает при охлаждении/повышении давления |
Должна оставаться в пределах 150–250 SUS (32–54 сСт) при 100 °F для большинства систем |
|
Индекс вязкости (VI) |
Стабильность вязкости в диапазоне температур |
Индекс вязкости (VI) ≥ 90 требуется для современных гидравлических систем |
|
Температура застывания |
Наименьшая температура, при которой масло ещё сохраняет текучесть |
Должна быть как минимум на 20 °F ниже минимальной температуры запуска |
|
Масляная плёнка / смазывающая способность |
Способность образовывать и поддерживать плёнку между поверхностями |
Критически важна при запуске и при высоком давлении — противоизносные (AW) присадки способствуют этому |
|
Типы присадок |
WR (повышающие смазывающую способность), AW (противоизносные), EP (для экстремальных давлений) |
Подбирайте присадки в соответствии с диапазоном рабочих давлений; не смешивайте несовместимые масла |
|
Оксидация |
Масло реагирует с кислородом — образуются кислоты, шлам и лаковые отложения |
Используйте масла типа R&O; поддерживайте низкую температуру; устраняйте воздушные пузырьки |
|
Загрязнение водой |
Способствует образованию ржавчины и ускоряет окисление |
Визуальный тест: мутность = 0,5 % воды; эмульсия (молочный цвет) = 1 % воды |
|
Загрязнение |
Твёрдые частицы — основная причина отказов гидравлических систем |
Следите за состоянием фильтров; регулярно проверяйте индикаторы; при необходимости заменяйте масло |


Добро пожаловать в HOVOO, китайскую фабрику уплотнений. Производство уплотнений из ПУ, резины и ПТФЭ. Уплотнения включают О-кольцо, поршневое уплотнение, валовое уплотнение, серое кольцо и газовое уплотнение.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}