33-99 Не. Муфу Ерд. Глуоу округ, Нанкинг, Кина [email protected] | [email protected]
33-99 Не. Муфу Ерд. Глуоу округ, Нанкинг, Кина [email protected] | [email protected]

Основно значење дизајна запљуњавања је да се осигура да, кроз комбиновани ефекат структуре, толеранција, материјала и других фактора, производ блокира све пролазне путеве током целог свог радног времена.
Ако проверите печат само када је потпуно нови и игноришете ствари као што су толеранције печатиних прстена, толеранције делова или како печат функционише након старења, касније можете лако добити цурења. Ови фактори треба да се размотри од самог почетка пројектовања.
Јавне информације деле пломбе на статичке пломбе и динамичке пломбе (да ли постоји релативно кретање између пломбе и делова када ради). Фокус дизајна је веома другачији за свако. Овај чланак говори само о статичким печатима.
1. у вези са Принцип запломбивања и начини неуспеха
2. Уколико је потребно. Дизајн структуре печатних прстенова
1. у вези са Начин неуспеха у различитим државама
2. Уколико је потребно. Притисак контакта и дужина контакта под ЛМЦ
3. Уколико је потребно. Стопа пуњења и локални стрес под ММЦ-ом
3. Уколико је потребно. Отпорност печатних прстенова на временске околности
1. у вези са Дефиниција скупа компресије
2. Уколико је потребно. Како се комплет за компресију односи на притисак (скорост компресије), температуру и време старења
3. Уколико је потребно. Метода брзе процене након старења
4. Уколико је потребно. Обхват овог члана и будуће теме
Производ формира запечатак јер се еластомер (печатни прстен) притиска на површину контакта и блокира пролаз гаса или течности.
Из гледишта трага пропуста, неуспех запечатања има два главна облика:
• Процурење на интерфејсу: Појављује се између запртног прстена и контактне површине када се причвршћивање не уклапа довољно добро. Течност тече дуж интерфејса или празнине.
• Продајање материјала: Молекули гаса или течности пролазе кроз гумени или пластични материјал на молекуларном нивоу.
У стварном инжењерству, тест са балонцима са позитивним притиском обично лакше ухвати велике цурења интерфејса. Непослушност изолације након наношења је боља за процењивање да ли цео производ цури на нивоу система.
Важна напомена: Резултати испитивања не откривају аутоматски тачан механизам неуспеха. На пример, производ не може да покаже мехуриће под позитивним притиском, али изолација не успева под негативним притиском. Ово не доказује да је то продозивање материјала, али би још увек могло бити цурење интерфејса, локални дефекти у заплетеним прстеном или други пут.
Јавни дизајн водичи сви наглашавају да када дизајнирате печатни прстен морате погледати количину компресије, пуњење жлебова, стање истезања / инсталације, завршну површину и толеранције заједно. Премало компресије значи лош контакт; превелико компресија може убрзати трајно деформацију, учинити да је сила састава превисока или изазвати локално оштећење.
За инжењерски дизајн, можете користити анализу коначних елемената (ФЕА) да симулирате печатни прстен под истезањем, монтажем итд., И да пресудите поузданост са кључним бројевима. Важне тачке прегледа су наведене испод.
Напомена: Ови бројеви су инжењерски прокси индикатори, а не директна мерења самог цурења.
Током прегледа конструкције, прво проверите да ли се очигледни режими неуспеха појављују под различитим комбинацијама величине и стањама монтажа, као што су:
• Колапс губице тюлена
• Круљање или чицање
• Локална екструзија
• Јасна абнормална концентрација стреса
Овај корак вам говори да ли је пломба још увек у нормалном радном стању. Чак и ако номинална стопа компресије изгледа добро, ако се губа за запечатање сруши или савија под екстремним монтажем, поузданост и даље може пасти.
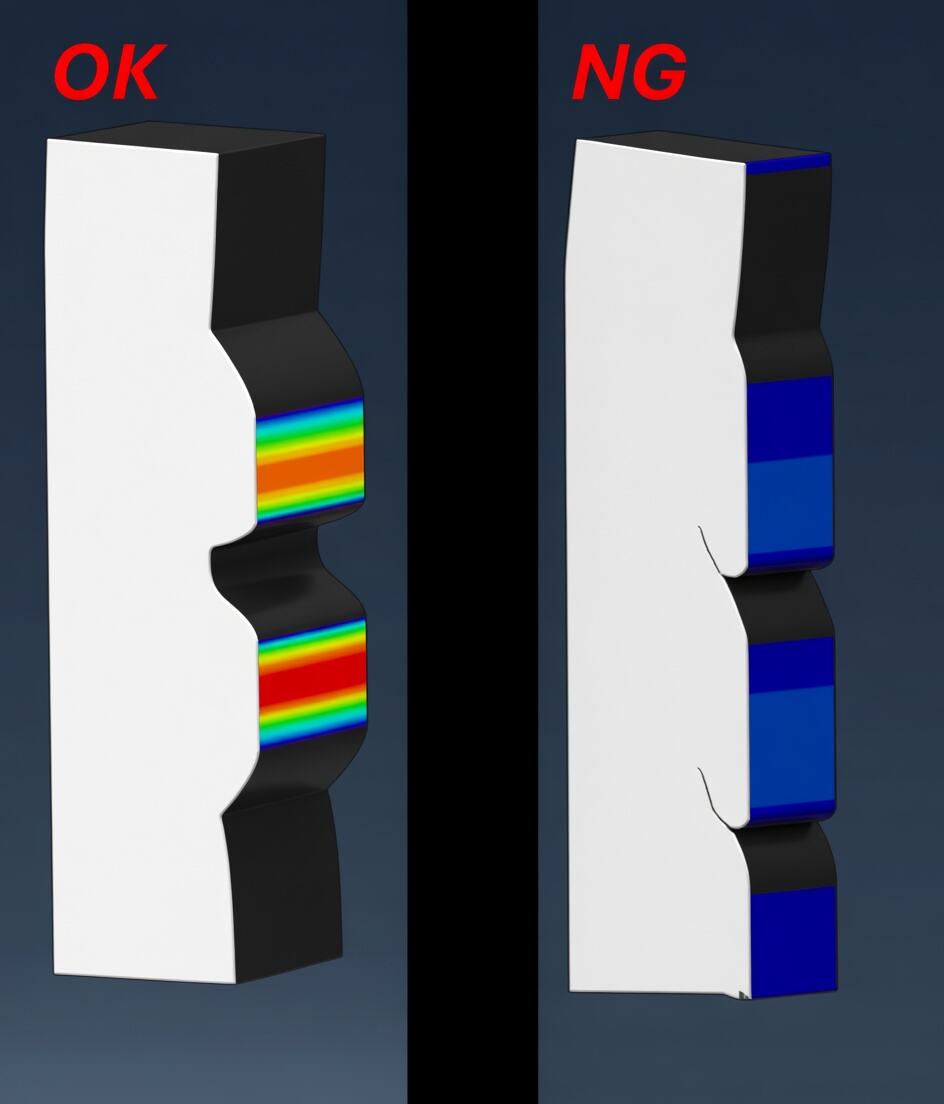
За статичке запечатање, ЛМЦ (величина запечатања прстена на минималном толеранцији, пролаз жлебова на максималном толеранцији) је често најслабији тренутак, јер комбинација лакше смањује контактни притисак и дужину контакта.
У области спојника, искуство показује да за силиконску гуму први дизајн треба да има за циљ позитиван притисак > 500 кПа и дужину контакта > 0,6 мм. Ово је референтна вредност која може да испуни 28 кПа ваздушно-тјесности након 1008 сати на 125 °C (приближно једнака дубини воде од 3 м).
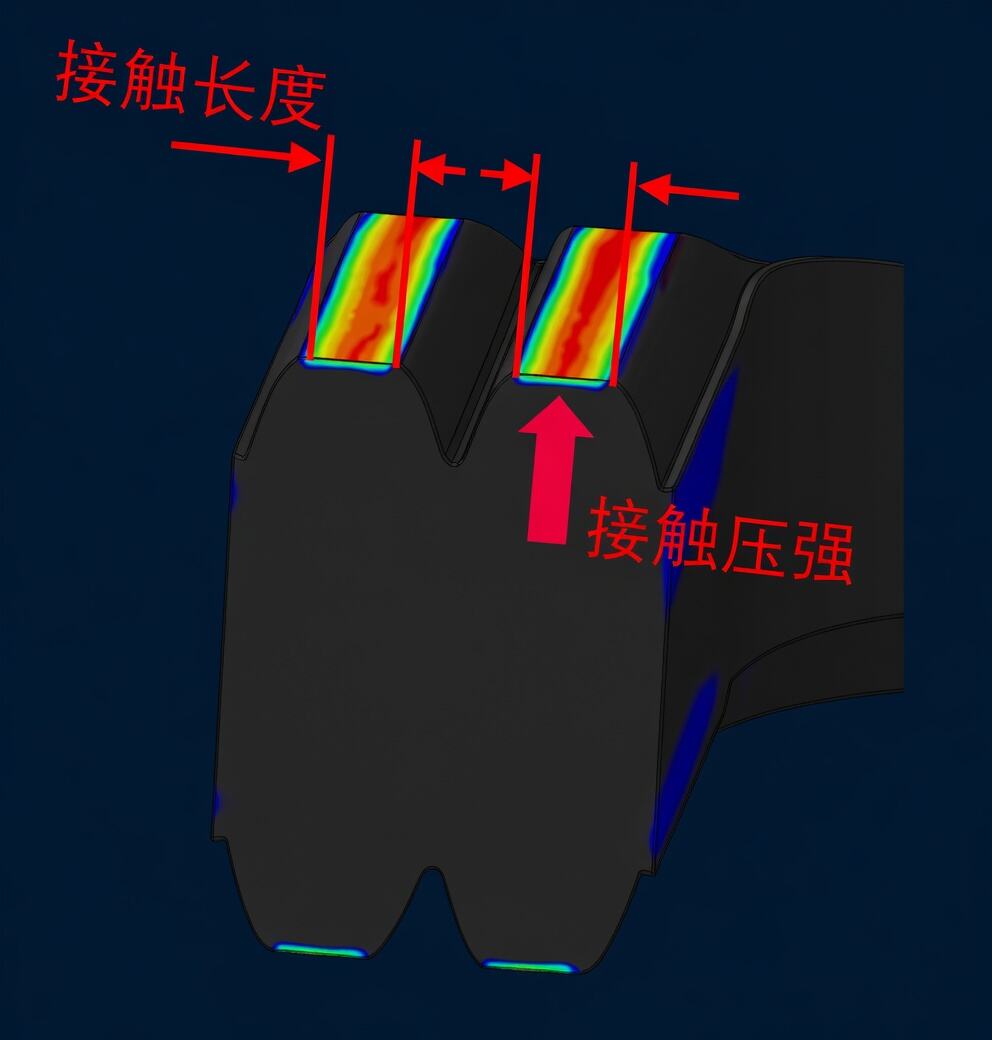
Додатне белешке:
1 Ако је потребно, размотрите и деформацију парних делова под силом.
2 Контактни притисак и дужина су проверке на макро нивоу; на микро нивоу још увек треба размишљати о каналима за цурење формираним грубошћу површине.
Под ММЦ-ом је вероватније да ће печатни прстен бити прекомпресиран. Фокусирајте се на:
• Да ли је стопа пуњења попречног пресека превише висока (може остати испод 100%).
• Да ли локални напор прелази оно што материјал може да носи (може да остане испод чврстоће гуме на истезању) и показује тенденцију да се сруши.
• Да ли постоји ризик од екструзије.
У претходном делу је био наведен начин на који је печатни прстен функционисао када је био нови, а ФЕА може дати прилично тачне резултате за то.
Али гумени материјали доживљавају трајно компресирање, релаксацију стреса, топлотно старење и опадање својства током времена, тако да запечатачки интерфејс постепено губи своју првобитну контактну снагу.
Пролазак почетних провера не значи да ће бити и даље поуздана на крају живота. Морате узети у обзир факторе старења од самог почетка дизајна.
Комплет компресије је кључни индекс за процену колико гума задржава еластичност након дуготрајне компресије.
То значи да након што је печатни прстен дуго стиснут и старија, када уклоните притисак, он не може потпуно да се врати у свој првобитни облик. Што је већи комплет компресије, то је горе способност опоравка и већи ризик од губитка ефективног контакта за запечатање на крају живота.
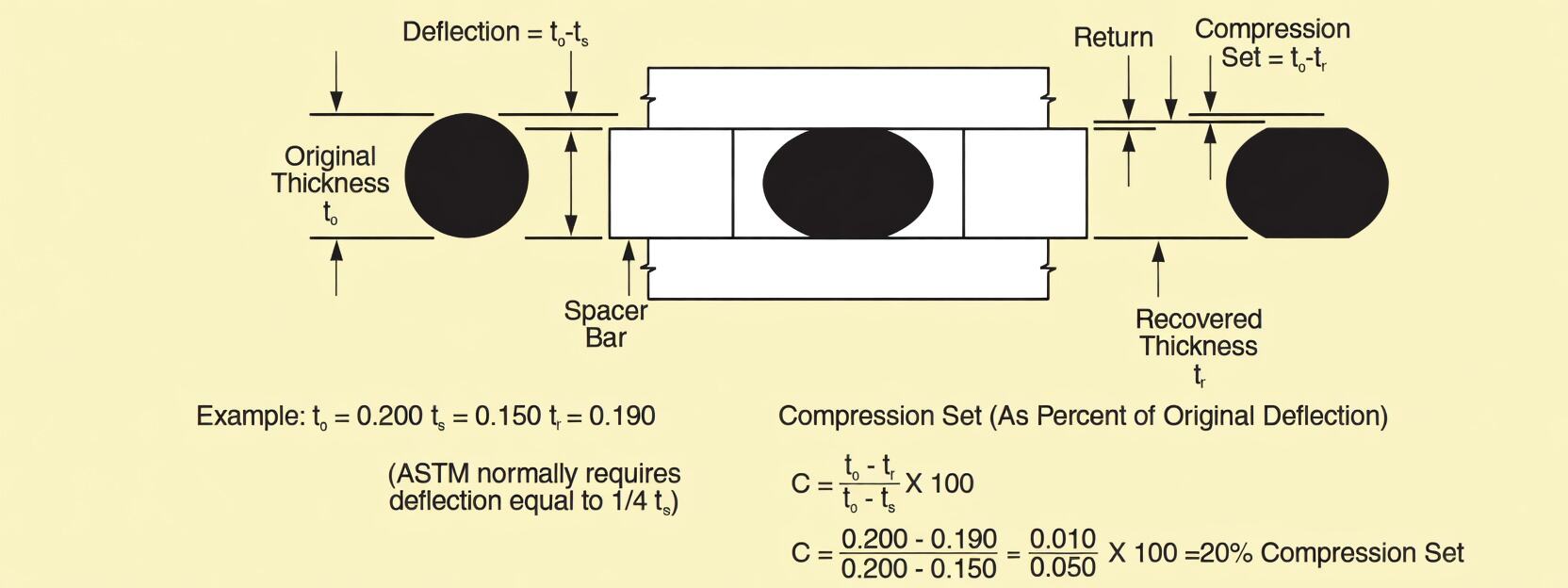
(Артикул показује дијаграм компресије постављен овде.)
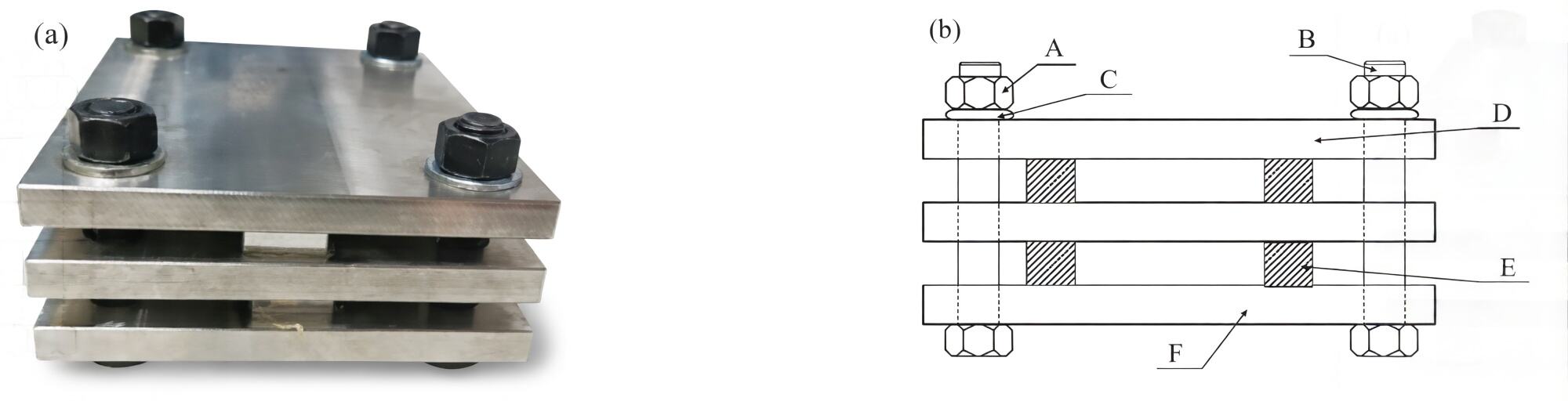
(Аутарциљ приказује стандардни индустријски испитивачки уређај за компресионску сет за печатне прстење гумени блок стандардне величине постављен између плоча.)
Квалитативно, три главна фактора су притисак (брзина компресије), температура и време.
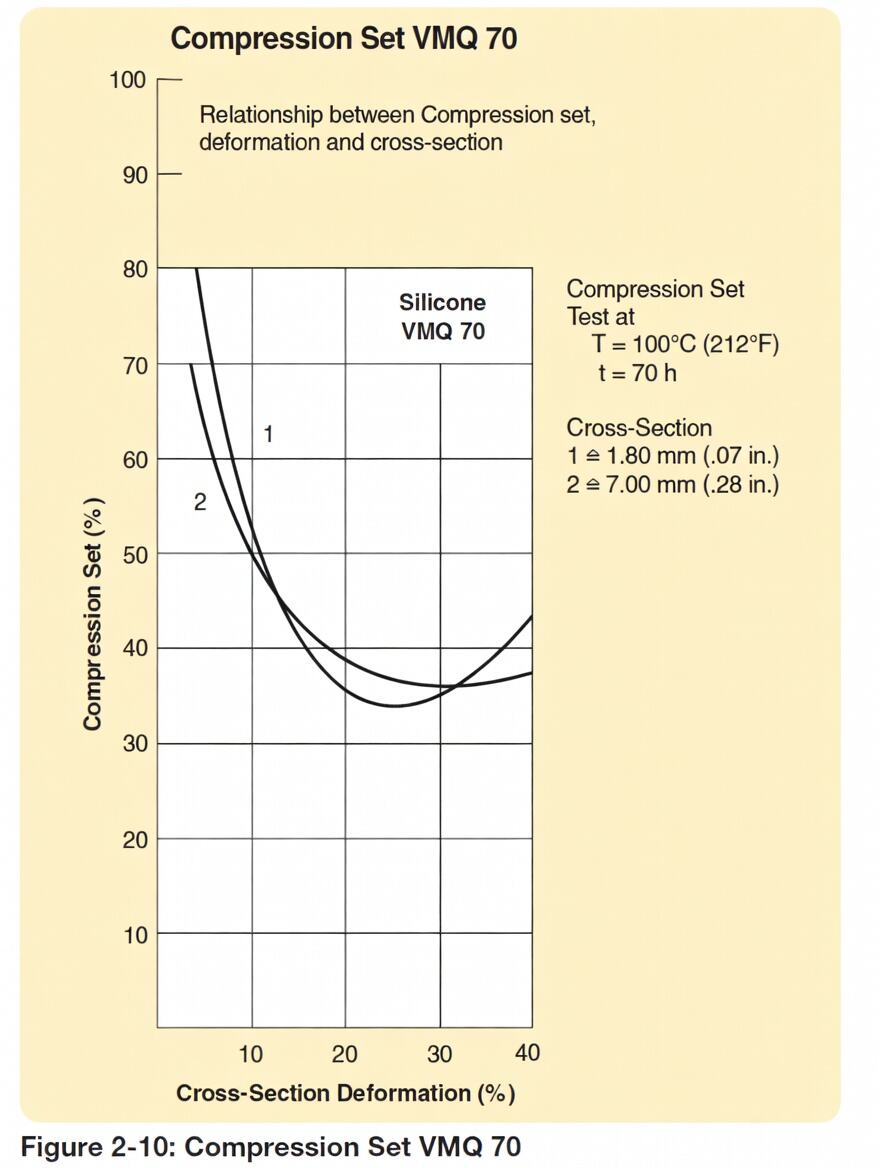
(Артикул приказује график компресије у компресији силиконе гуме VMQ у односу на брзину компресије. За ВМК, превише мало или превише компресије није најбоље за дугорочне перформансе.)
(Напомена: Када је компресија веома лага, број "проценат" компресије може изгледати веома високо.)
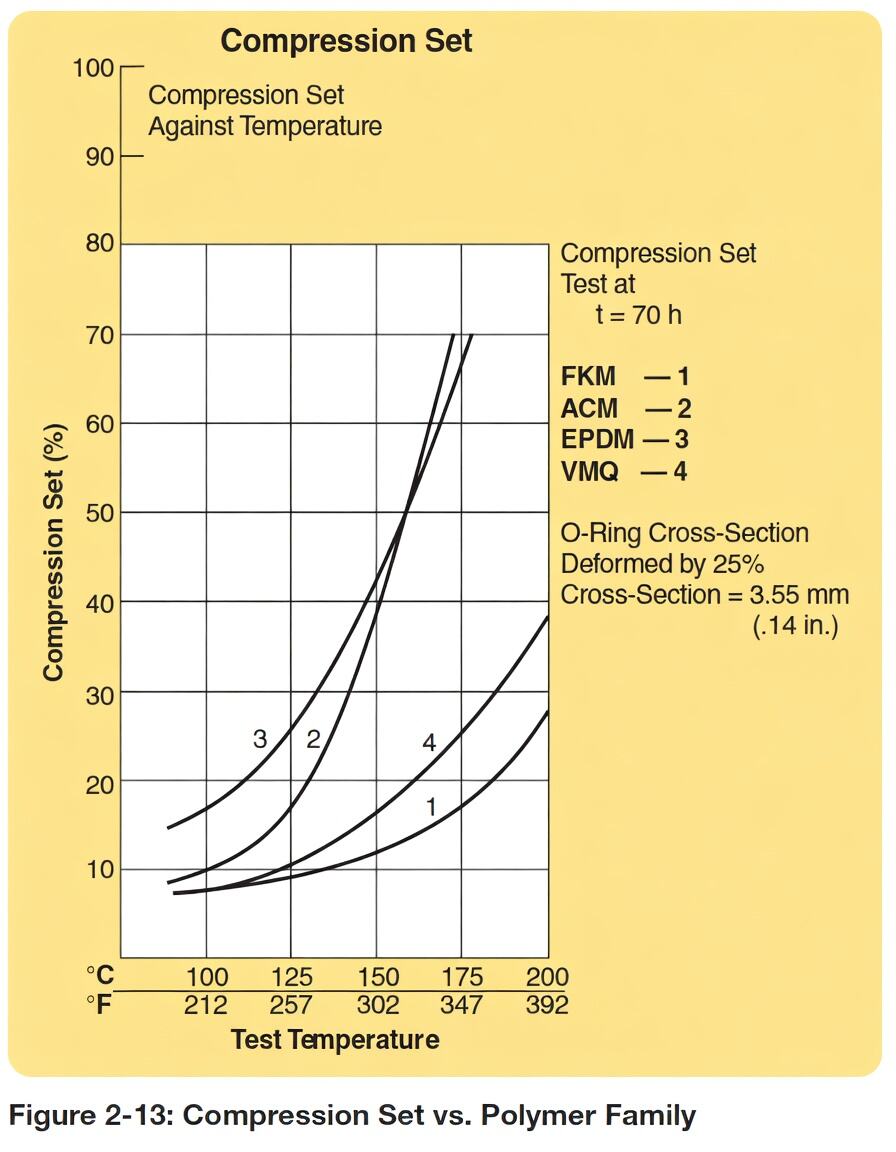
(Артикул показује графике компресије постављене након старења на различитим температурама већа температура погоршава опоравак.)
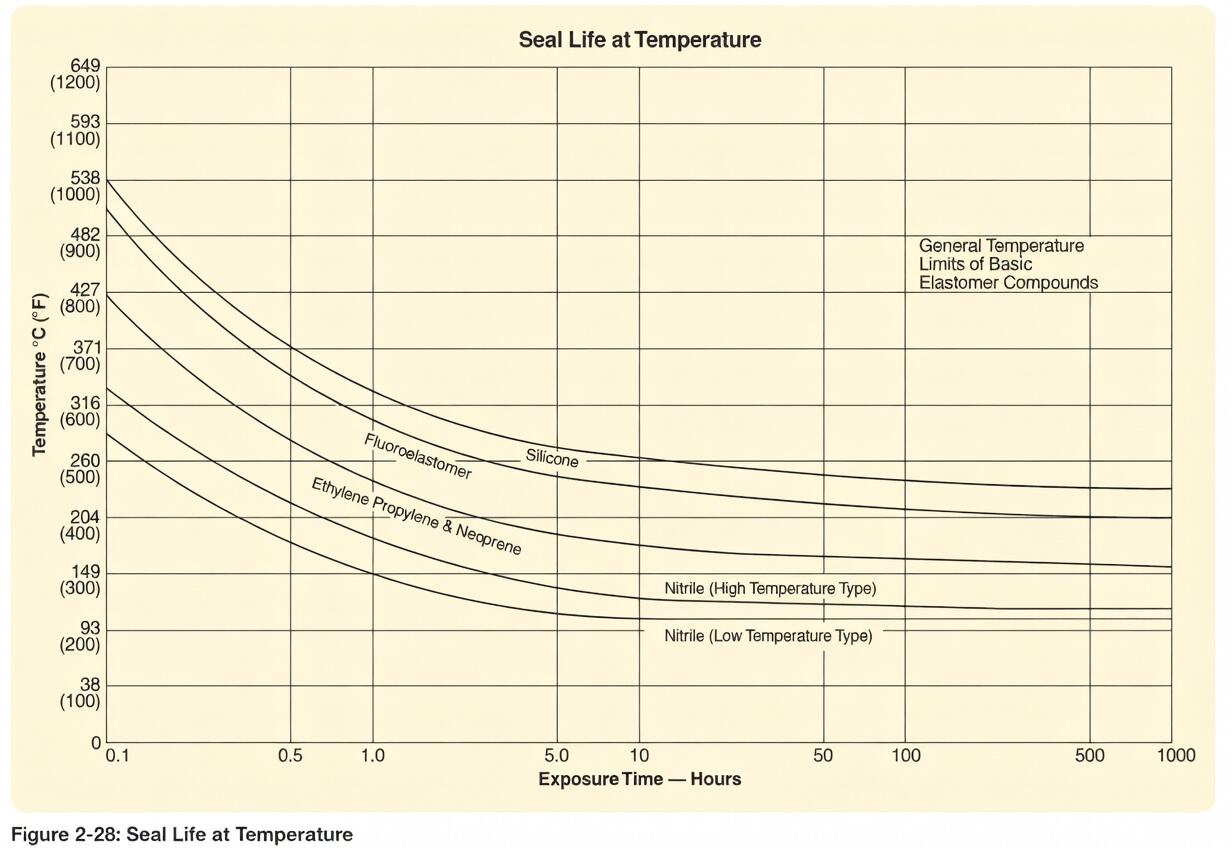
(Аутрал показује приближан живот различитих материјала за запечатање на различитим температурама само за референцу.)
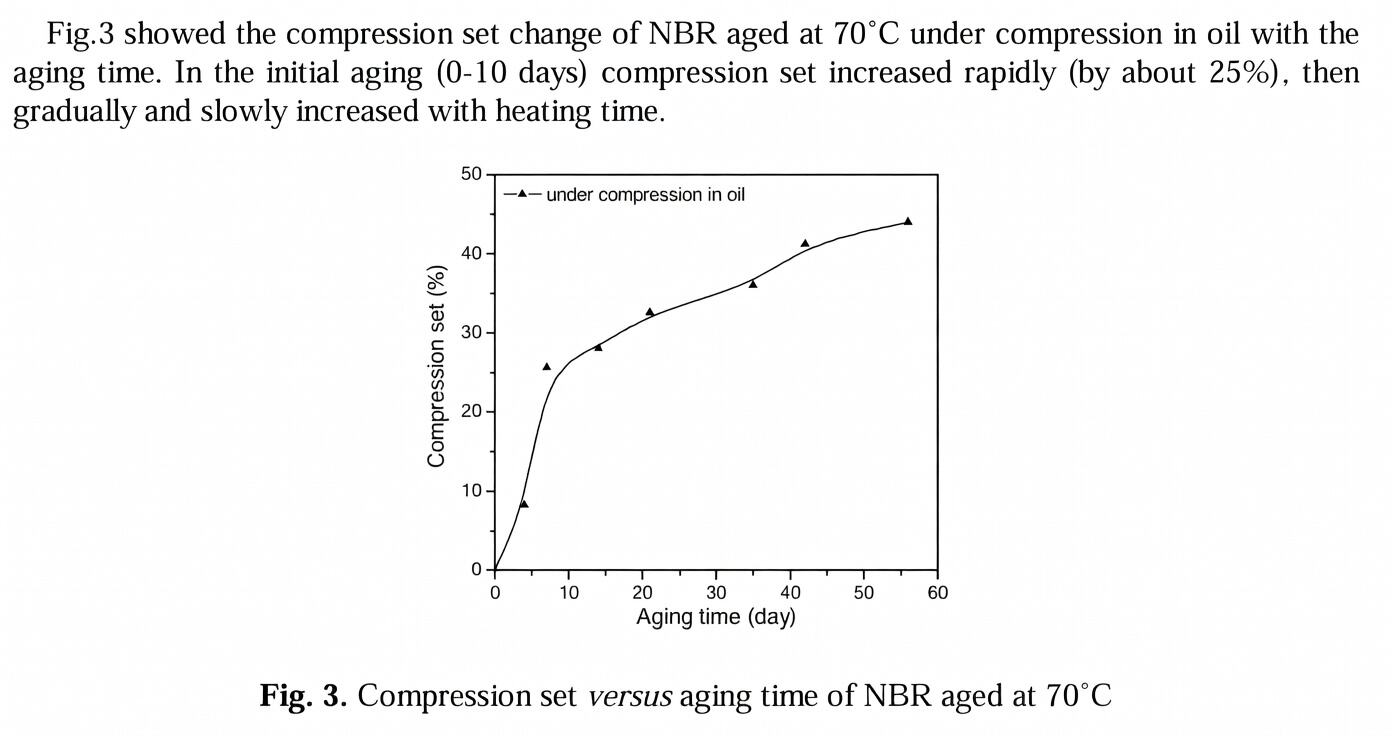
(Артикул показује график НБР гуме компресије у односу на време старења.)
У инжењерској пракси, можете поново укључити стару вредност компресије у почетни дизајн како бисте брзо проверили да ли имате довољно маргина и проценили ризик од неуспеха на крају живота.
Пример: Ако је почетна пројектована стопа компресије 10%, али након 1008 сати на 125 °C комплет компресије постаје 17%, онда је након старења запечатак веома вероватно да ће пропасти. Треба да повећате почетну брзину компресије или да изаберете гуму са бољом перформансом компресије.
Напомена: Ова метода је добра за брзе проверке или процена тренда, а не за директно предвиђање коначне стопе пропуста.
Овај чланак даје квалитативни оквир за дизајн пломби, али многе теме још нису покривене, као што су однос између грубости површине и пломби, ефекат ниске температуре на перформансе пломби, квантитативне методе за стопу пропуста и изградњу модела за прикључавање температуре
[1] Паркер Ханифин корпорација. Паркер О-Ринг Мануал: ОРД 5700[М]. Кливленд, ОХ: Паркер Ханифин Корпорација, 2021.
[2] ЦИАН ИХ, Ксиао ХЗ, НИЕ МХ, итд. Прогноза трајања нитрилне гуме под притиском у трансформаторском уљу[Ц]//Процедури 5. међународне конференције за мерење, инструментацију и аутоматизацију 2016. године (ИЦМИА 2016). Париз: Атлантис Пресс, 2016: 189-194. Дои: 10.2991/ицмия-16.2016.35.

Добродошли у Хову, кинеску фабрику за тюлени. Производња ПУ, гумених и ПТФЕ пломби. Запечати укључују О-прстен, пистолни запечати, штапни запечати, сиви прстен и гасни запечати.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}