33-99 Не. Муфу Ерд. Глуоу округ, Нанкинг, Кина [email protected] | [email protected]
33-99 Не. Муфу Ерд. Глуоу округ, Нанкинг, Кина [email protected] | [email protected]

 Закључак:Не постоји јединствена "златна тајна формула" за ПТФЕ коју користи цела индустрија.
Закључак:Не постоји јединствена "златна тајна формула" за ПТФЕ коју користи цела индустрија.
Према тренутним јавним информацијама из компаније Chemours/Teflon, испуњен ПТФЕ обично значи додавање 5-40% масног процента неорганских пунила у ПТФЕ прах. ТефлонTM ПТФЕ 7Ц Х је јасно наведен као "препоручан за мешање са пуњелицама", посебно металним праховима. Након крстосне провере са објављеним стандардима Даикин-а, 3М Динеон-овим опсегом пуњача и поређеним табелама, и старим ДаПонт подацима, формуле које се стално појављују у стварној производњи ПТФЕ-а су оне испод.
Сви проценат је завршена тежина (в.т.) .
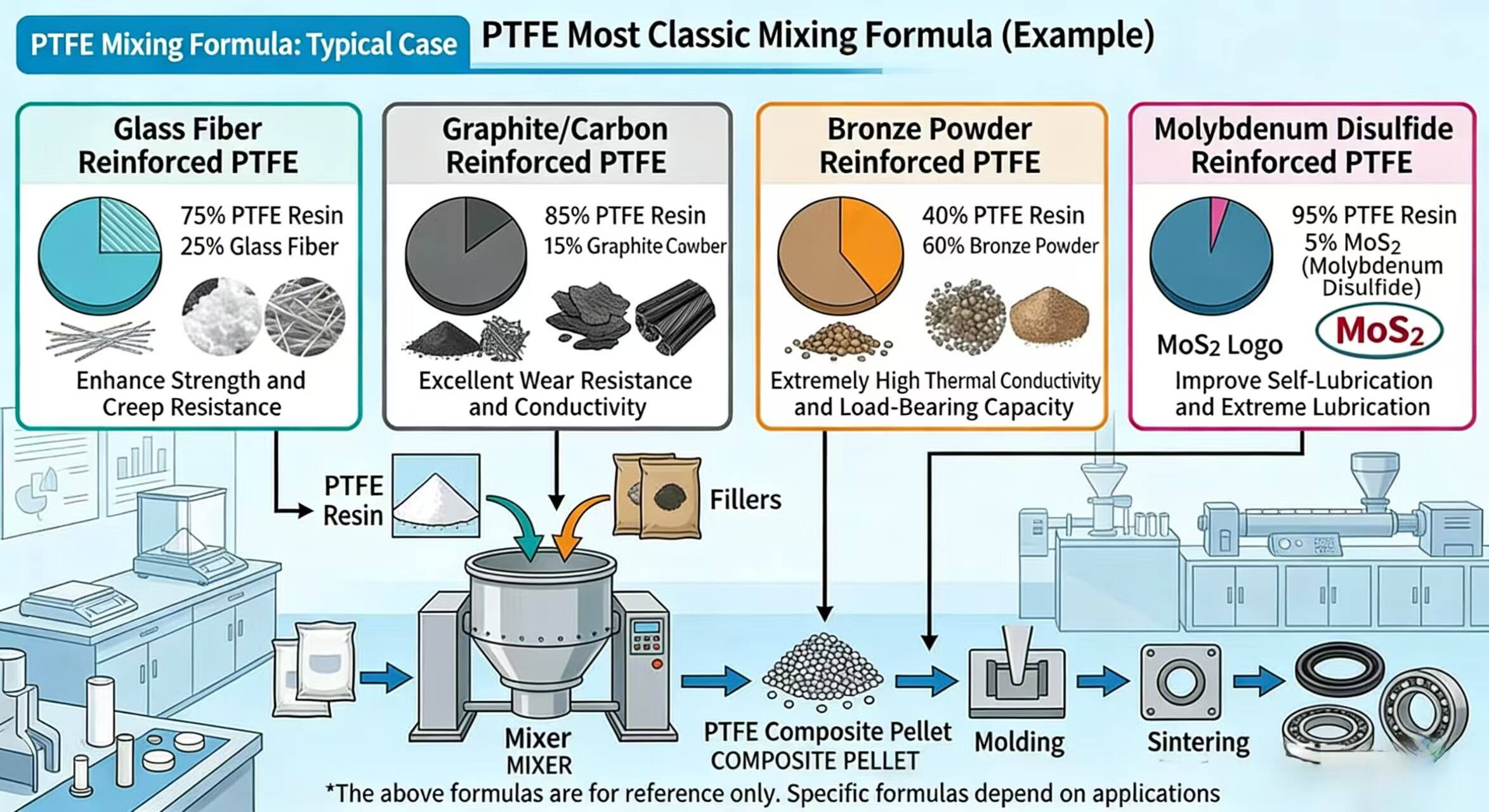
(1)85/15:ПТФЕ+15%Склана влакна
Ово је најчешћи јачана за општу сврху. Дајкин га отворено наводи као 15ГЛ. 3М такође назива стаклено влакно као један од најчешћих пуњача, обично до 25 тег. % и чак 40 тег. %. Доноси добру стабилност у величини, отпорно је хладном течењу и добро се носи са топлотом. Недостатак: више носи површину парења, тако да није добро са меким металима.
(2)75/25:ПТФЕ+25%Склано влакно
Ово је тешка верзија 15% мешавине стаклених влакана и једна од најстаријих стандардних формула. Дајкин га наводи као 25ГЛ. 3М-ови упоређивани узорци такође укључују 25% стакленог влакана. То је теже и отпорно се плови боље од 15%, али још више носи површину парења.
(3)80/15/5:ПТФЕ+15%Склони влакна+5%Графит
Једна од најкласичнијих формула за мало трње. 3М'с објављена табела зноја користи тачно 15% стаклених влакана / 5% графита као пример ниског зноја. Стари ДуПонтови подаци такође стављају мешавину стаклених влакана и графита у подручје ниског зноја за меки челик.
(4) 80/15/5:ПТФЕ+15%Склони влакна+5%МоС 2
Даикин наводи стандардни квалитет 15ГЛ5М. 3М каже да се МоС2 обично додаје као секундарни пунило до 5 масовних одсто, а најниже триње често долази од графита или МоС2 самог или помешаног са стакленим влакном. DuPont подаци такође стављају стакло влакна / МоС2 у зону ниског зноја.
(5) 85/15:ПТФЕ+15%Графит
Стара школа, формула са ниским трњањем која је љубазна према меким површинама за парење. Даикин га наводи као 15ГР. 3М примећује да се графит обично користи у око 5 масовних % као секундарни пунило за подмазивање, али може и до 20 масовних % како би се побољшала топлотна проводљивост. Графитне формуле обично дају најнижи коефицијент трња.
(6) 75/25:ПТФЕ+25% угљеник
Још једна класична линија ПТФЕ, подељена на тврд и мек карбон. Даикин наводи и 25ЦАР (тврд угљен) и 25ЦАР/Р (мек угљен). Типичан опсег 3М је меки угљеник до 25 масовних % и тврд угљеник до 35 масовних %. Тврди угљен се више користи за велике оптерећења, отпорност на знос и прстенове. Мјекаг угља се више користи за суво трчање и затварање бушингс.
(7) 90/10:ПТФЕ+10%Карбонска влакна
Веома типична формула за воденим или хидрауличким запљуцима. Дајкин има 10CF. 3М каже да се угљенична влакна обично користе до 15 масовних % и да су очигледно добра за течне услове. ДуПонтова вода за животну средину такође ставља угљеничне влакна на страну са ниским износом.
(8)60/40:ПТФЕ+40%Бронза
Једна од најстаријих породица ПТФЕ-а за хидраулику високог притиска. Дајкин наводи 40БРР. 3М каже да пуњење бронзног праха може да буде до 60 wt%, фокусирајући се на високу отпорност на зношење, хидраулику под високим притиском и добру проводност топлоте. Подаци Дјупонта такође стављају бронзу у подручје ниског зноја за благи челик. Недостатак: слабије хемијске и електричне перформансе, и не одговара за воду.
(9)60/30/10:ПТФЕ+30%Бронза+10%Угледни влакон
Ово је више "класична верзија за тешке оптерећење" него универзални стандард. 3Мс употреба на табели знојања 30% бронзе / 10% стаклених влакана и показује да има најнижи фактор знојања у тој табели типично високо-ПВ, тешко-наменино носи размишљање.
Ако све горе наведено сведимо на једну кратку листу, најкласичније ПТФЕ формуле за мешање je: 15% стакленог влакна, 25% стакленог влакна, 15% стакленог влакна + 5% графита, 15% стакленог влакна + 5% МоС 2 , 25% угљеника, 10% угљеника, 40% бронзе .
Ово није званични одговор било које компаније. То је једноставно сажетак који долази од преласка смерница за пуњење Хемоурса / Тефлона, стандардних квалитета Даикина, типичних садржаја и графиконима 3М и старих ДуПонтових записа.
Два брза подсећања на крају. Прво, скоро сви јавни каталози користе у % , али неке старе дискусије ДуПонта помињу око 20 волуменских% за најниже трошење. Не можете директно упоређивати масовне и волуменске проценат јер бронза, стакловолокно и угљен имају веома различите густине. Друго, на тржење и знојење ПТФЕ-а снажно утичу облик пуњења, количина, оптерећење, брзина, материјал за парење и околина ... и не само. Иста "класична формула" може се веома разликовати у сувом челику у односу на услове под водом.

Добродошли у Хову, кинеску фабрику за тюлени. Производња ПУ, гумених и ПТФЕ пломби. Запечати укључују О-прстен, пистолни запечати, штапни запечати, сиви прстен и гасни запечати.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}