33-99No. Mufu E Rd. Gulou District, Nanjing, Kina [email protected] | [email protected]
33-99No. Mufu E Rd. Gulou District, Nanjing, Kina [email protected] | [email protected]

Förutom att överföra energi har petroleumbaserad olja en annan avgörande funktion: smörjning. Båda funktionerna – energiöverföring och smörjning – påverkas kraftigt av viskositet. Detta gör viskositet till den enda viktigaste egenskapen hos hydraulolja.
Smörjning är processen att minska friktionen mellan två ytor som är i kontakt med varandra och rör sig i förhållande till varandra.
Smörjning är en avgörande funktion hos hydraulolja. Utan smörjning orsakar friktionen mellan rörliga delar överdriven slitage och genererar värme. 
Friktion är en kraft som motverkar rörelse. Även ytor som ser släta ut är mikroskopiskt ojämna. När två ytor gnider mot varandra kommer de mikroskopiska höjderna i kontakt, deformeras, smälter samman tillfälligt och rivs isär – denna rivning är friktionen. Ju ojämnare ytan är, desto större glidkraft krävs och desto mer friktion genereras.
Figur 3-1 Friktion uppstår när mikroskopiska högpunkter på två ytor kommer i kontakt, smälter samman tillfälligt och rivs isär medan ytorna glider mot varandra.
Om det finns en oljefilm mellan två metallytor elimineras den direkta metall-till-metall-kontakten. Ytorna glider istället på oljefilmen snarare än mot varandra, vilket minskar friktionen avsevärt.
Alla vätskor kan bilda en oljefilm, men vissa vätskor är bättre än andra. Vatten användes exempelvis som den första hydraulikvätskan, men dess film är svag och lätt att bryta. Hydraulikolja baserad på petroleum bildar en mycket starkare och mer motståndskraftig film.
Smörjförmåga är en vätskas förmåga att bilda en film som är svår att bryta. Den beror på:
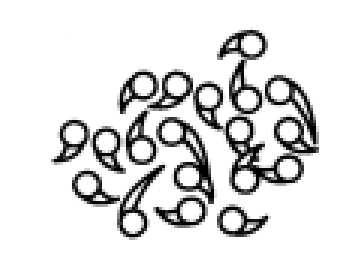
Petroleumbaserad hydraulolja har utmärkt smörjförmåga. Häll den på en stålplatta och du ser att en tjock, omfattande oljefilm täcker ytan och kvarstår där. Häll vatten på samma platta och en tunn film bildas, men brister lätt. Häll kvicksilver, och det samlas ihop i kulor – kvicksilver har nästan ingen adhesion till stål, så dess smörjförmåga är mycket dålig.
Figur 3-2 Jämförelse av smörjförmåga. God smörjförmåga kräver både en naturligt tjock film och stark adhesion till metallytan. Olja är bäst på båda punkterna.
Rätt viskositet för hydrauloljan måste balansera två behov: oljan måste vara tillräckligt tjock för att bilda en bra film, men ändå tillräckligt flytande för att kunna strömma fritt. Denna balans undersöks nästa.
Oljan har två viktiga funktioner i ett hydrauliskt system:
Båda dessa funktioner — och deras slutgiltiga effekt på systemet — påverkas kraftigt av viskositet. Låt oss först definiera viskositet och sedan undersöka dess effekt på värmeutveckling, smörjning, dynamisk smörjning, spaltflöde och mer.
Precis som alla vätskor består petroleumbaserad hydraulolja av molekyler som attraherar varandra. Den molekylära attraktionen i en vätska är mycket starkare än i en gas, men svagare än i en fast substans (där molekylerna är låsta i fasta positioner). Eftersom vätskemolekyler kan glida förbi varandra kan en vätska strömma kontinuerligt.
Viskositet är en egenskap som motverkar flödet av vätskemolekyler förbi varandra — det är en form av inre friktion. En vätska med hög viskositet (t.ex. honung eller melass) flyter långsamt och med stor motstånd. En vätska med låg viskositet (t.ex. vatten eller matolja) flyter lätt.
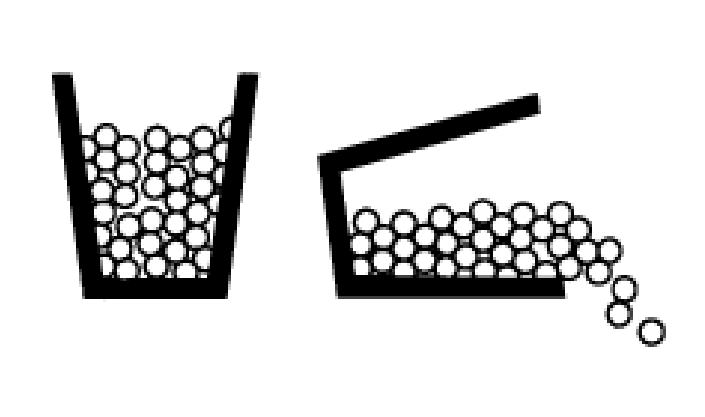
Som nämnts ovan består vätskor av molekyler i ständig rörelse som attraherar varandra. När molekylerna rör sig långsamt är attraktionen mellan dem starkare och motståndet mot flöde större – viskositeten är hög. När molekylerna rör sig snabbt (vid uppvärmning) minskar attraktionen och viskositeten sjunker.
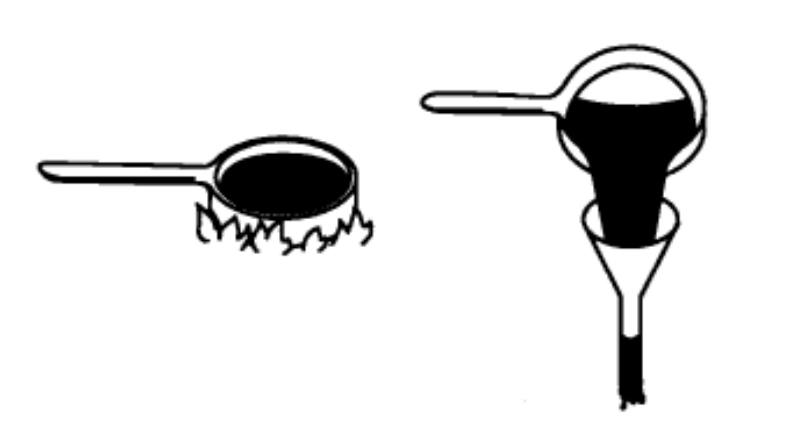
Kall molass från kylen har mycket hög viskositet – den hälls långsamt och med ansträngning. Värm den på spisen och molekylerna accelererar, attraktionen minskar, viskositeten sjunker och den flyter lätt genom en trichter.
Ett sätt att mäta oljeviskositet är med Saybolt Universal Seconds (SUS, även kallat SSU). SI-enheten är centistokes (cSt). SUS döptes efter George Saybolt, som föreslog Saybolts viskosimeter till US Bureau of Standards år 1919.
Metod: Häll vätskan i en behållare och värms upp till provtemperaturen. Dra ut underpluggen och starta en stoppur vid samma tidpunkt. Stoppa klockan när exakt 60 ml vätska har runnit ner i ett kärl. Den förflutna tiden i sekunder är SUS-viskositeten vid den aktuella temperaturen.
Exempel: Om olja som uppvärmts till 100 °F (37,7 °C) tar 143 sekunder att rinna ner, är dess viskositet 143 SUS @ 100 °F (37,7 °C). Om samma olja, uppvärmd till 130 °F (54,4 °C), tar 82 sekunder: viskositet = 82 SUS (17,7 cSt) @ 130 °F (54,4 °C). Viskositet beror alltid på temperatur, så både värdet och temperaturen måste alltid anges. "150 SUS (32 cSt)" utan angiven temperatur är en förkortning för 150 SUS (32 cSt) @ 100 °F (37,7 °C).
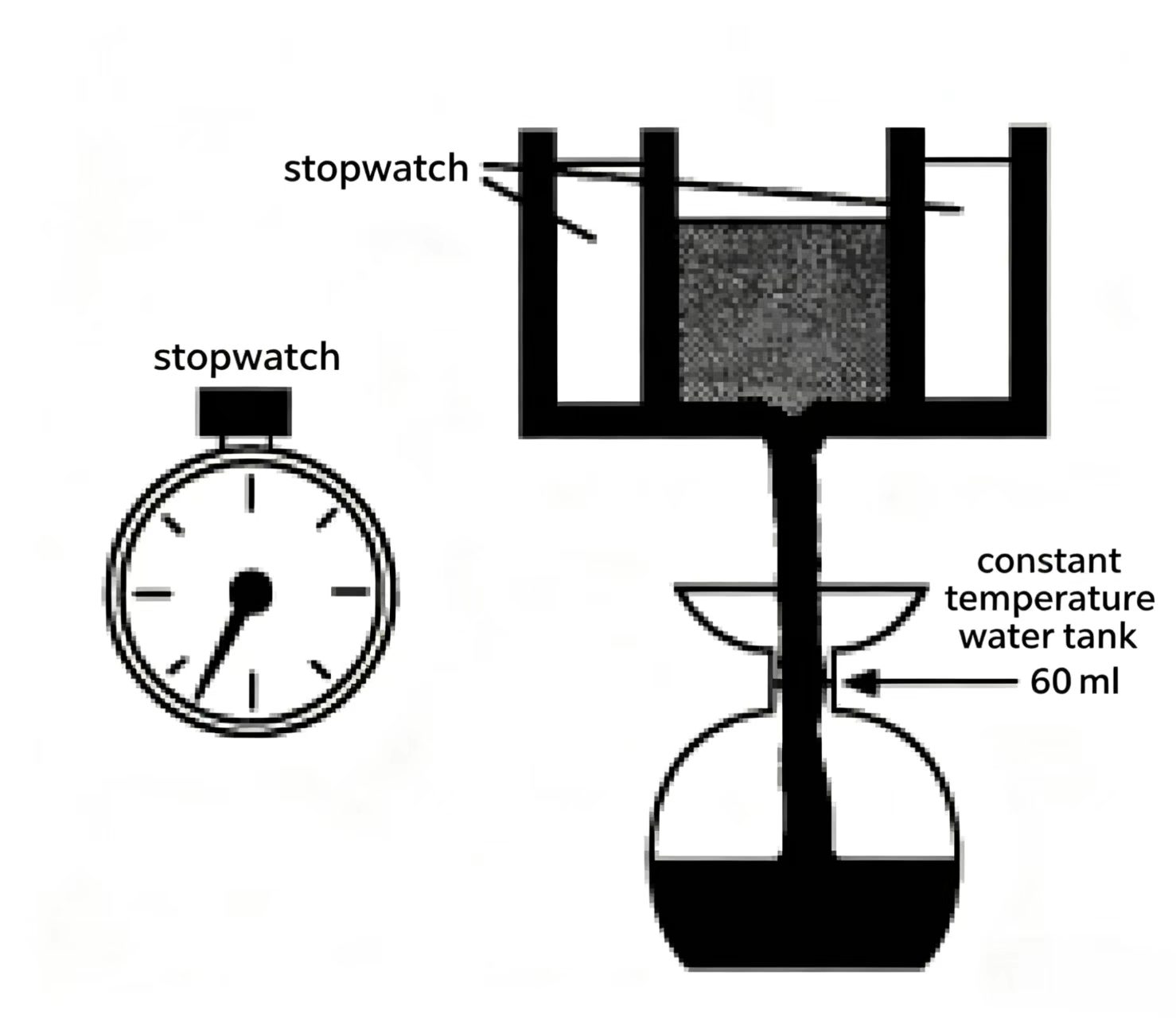
Figur 3-5 Saybolt-viskosimeter. Oljan värms upp till en inställd temperatur och tiden mäts medan exakt 60 ml rinner ner i ett kärl. Tiden i sekunder = SUS-viskositet.
Viskositeten ändras också med systemtrycket. När trycket ökar ökar även viskositeten (vilket visas av kurvan i figuren). En tryckökning från 0 till 3 000 psi (207 bar) kan öka viskositeten hos typisk industriell hydraulolja med cirka 40 %.
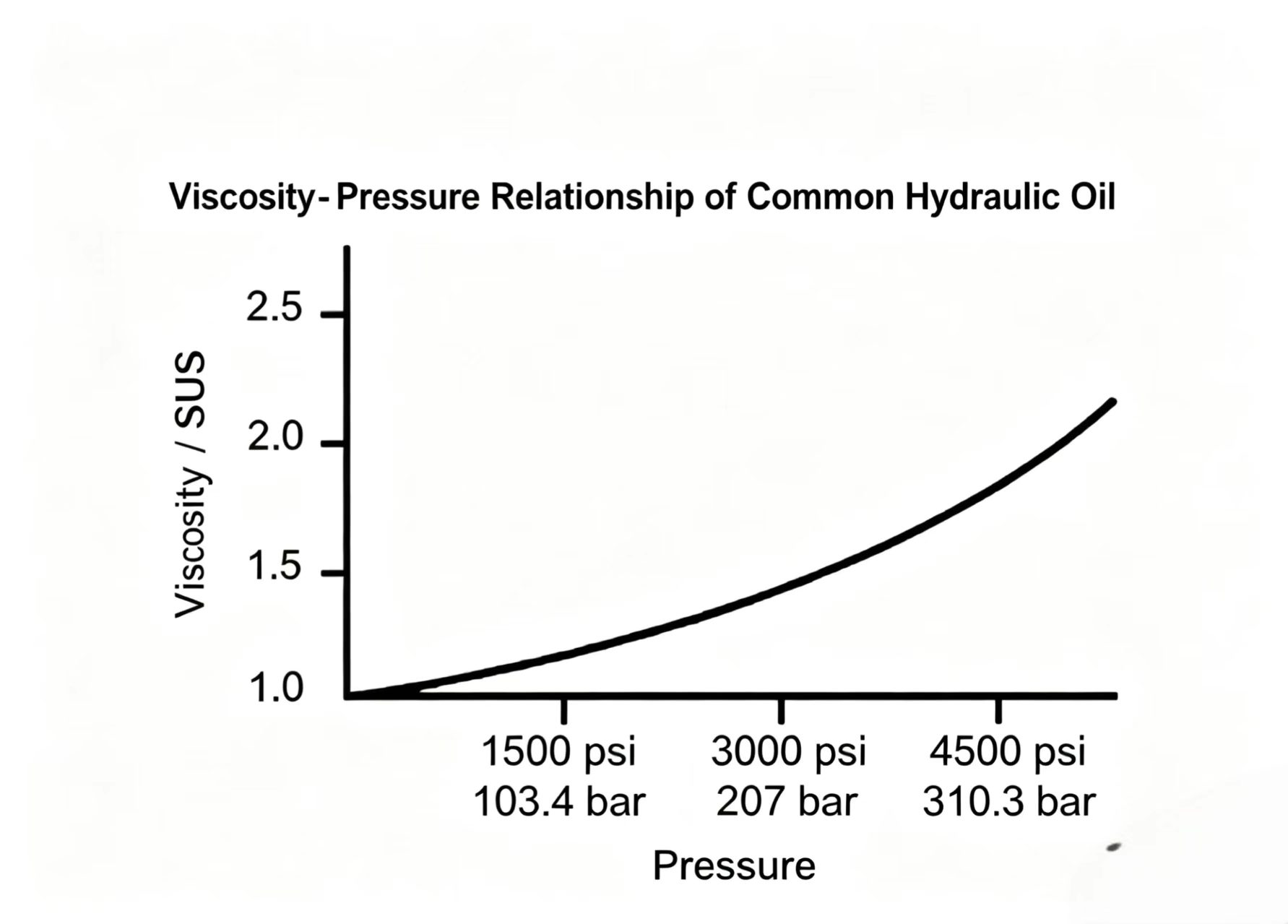
Figur 3-6 Visksiteten ökar med trycket. Vid 3 000 psi (207 bar) kan viskositeten vara 40 % högre än vid atmosfärstryck.
Viskositet påverkar direkt värmeutvecklingen. Olja med hög viskositet (t.ex. 500 SUS / 107,9 cSt) ger större inre flödesmotstånd än olja med låg viskositet (t.ex. 150 SUS / 32 cSt), vilket leder till mer värmeutveckling i systemet.
I de flesta hydraulsystem ligger den arbetsviskositet som används inom intervallet 150–250 SUS (32–53,9 cSt) vid 100 °F (37,7 °C).
Viskositet är en motstånd mot flöde, så det kan verka oönskvärt. Men den har en stor inverkan på smörjning – den är extremt viktig för att bilda en bra oljefilm. Högre viskositet innebär en tjockare och starkare film. Men oljan måste också kunna flöda fritt, så den rätta viskositeten måste balansera båda behoven.

Figur 3-7 Oljefilmens tjocklek varierar med viskositeten. Hög viskositet ger en tjockare film men ökar flödesmotståndet. Låg viskositet gör att oljan flödar lätt, men den tunna filmen kan brista under belastning.
Förmågan att bilda en stadig oljefilm är en viktig egenskap hos petroleumbaserad hydraulolja. Vi kallar denna förmåga för smörjförmåga. Det kan verka som om snabbt rörliga delar skulle vara svåra att smörja eftersom hastigheten skulle torka bort filmen – men i själva verket hindrar normalt sett vätskans viskositet detta.
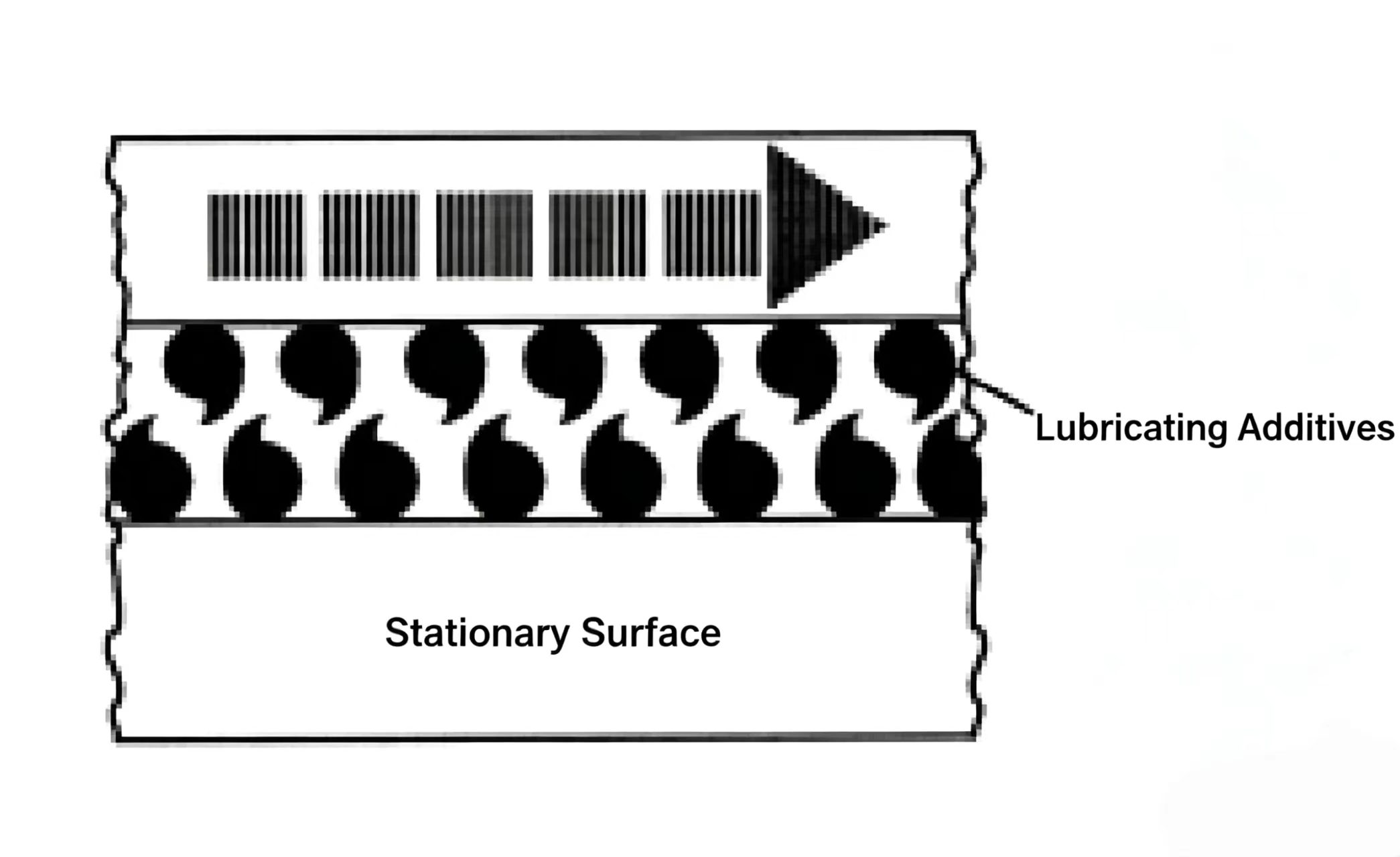
När en stationär metallblock ligger på en oljad metallyta och en kraft trycker på den lyfts framkanten av blocket lätt. Oljan motverkar att bli utpressad (på grund av viskositeten), och ett oljevinkel bildas under blocket. Vinkeln stödjer blocket när det rör sig – likt en båt på vatten. Så länge trycket på det rörliga blocket förblir inom ett visst intervall förhindrar oljevinkeln att ytor kommer i direkt metallkontakt. Detta är dynamisk (hydrodynamisk) smörjning.
Läggs-viskosa vätskor som vatten, vid låg hastighet och hög belastning, pressas lätt ut – vinkeln kan inte fullständigt bildas och filmen brister lätt.
När systemkomponenter är i rörelse ger hydrodynamiska processen god smörjning. Men vid uppstart eller när trycket som driver komponenterna är för högt blir oljans förmåga att bilda en stabil film (smörjförmåga) avgörande.

Figur 3-8 Hydrodynamisk smörjning. När blocket rör sig bildas en oljevärd som bärs upp av lasten och förhindrar metall-till-metall-kontakt mellan ytor.
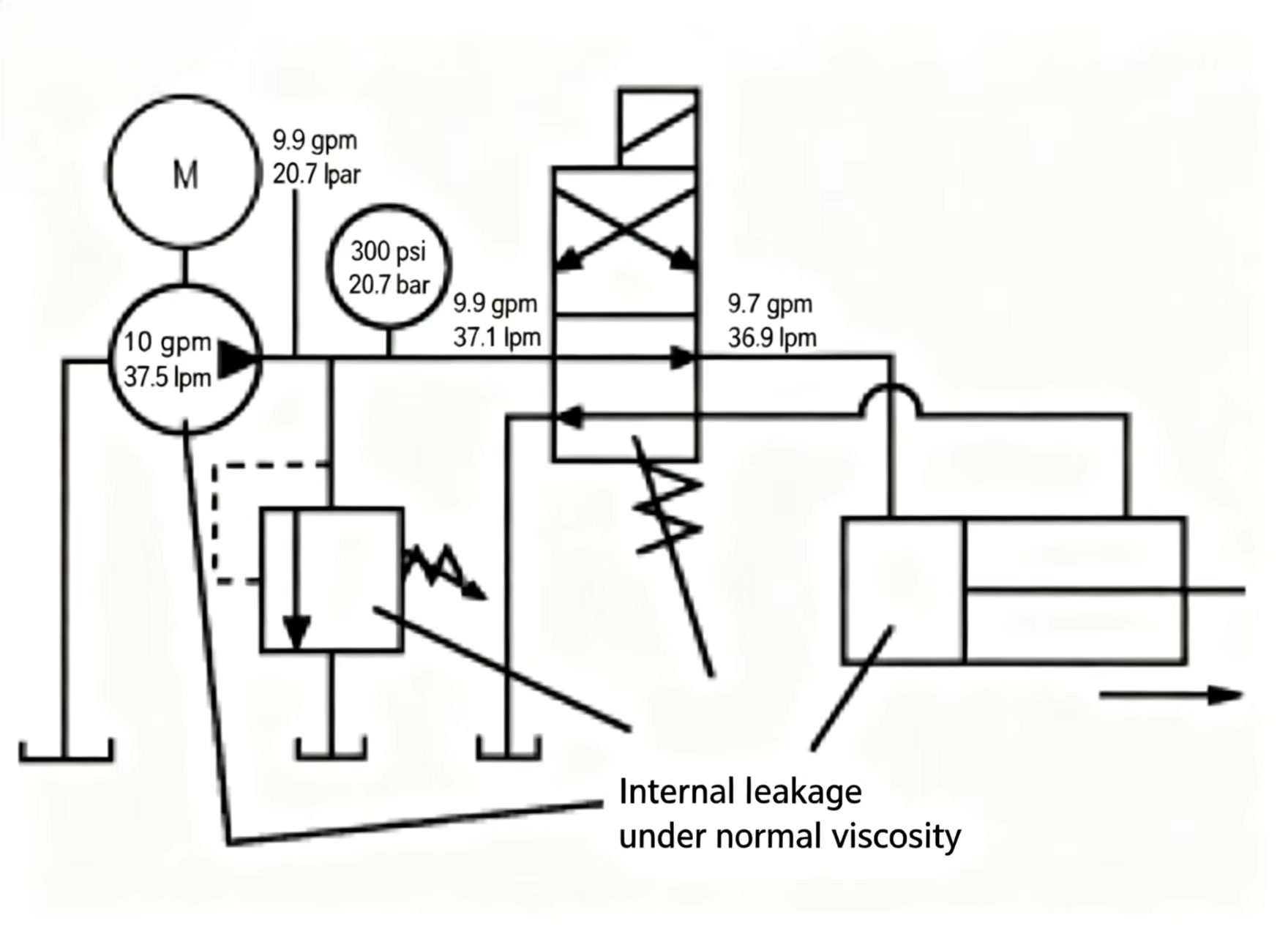
Viskositeten påverkar också hur väl oljan täter de tätt sittande spaltmåtten mellan rörliga delar. Många hydrauliska komponenter (pumpar, motorer, ventiler) använder metall-till-metall-tätning – det finns inga gummitytningar mellan till exempel en kolvmotor och dess cylinder i en kolvpump. Det finns endast en tunn oljefilm i spaltmåtten.
Spaltmåtten mellan dessa delar fungerar som fasta öppningar – de begränsar kontinuerligt ett litet läckflöde. Detta läckflöde både smörjer och täter. För lite läckflöde innebär otillräcklig smörjning; för mycket innebär att systemet förlorar flöde, verkningsgraden sjunker och onödig värme genereras.
För bästa täthet bör spelen vara så små som möjligt – men inte så små att oljan inte kan smörja, och inte så stora att för stor läckage uppstår. Det optimala spelet balanserar mellan täthet och smörjning.
När oljans viskositet är för låg (oljan är för tunn) blir läckagen genom spelen för stor. Detta minskar flödet till aktuatorerna och genererar onödig värme. När viskositeten är för hög bildas filmen fortfarande, men flödesmotståndet ökar och systemets verkningsgrad sjunker.
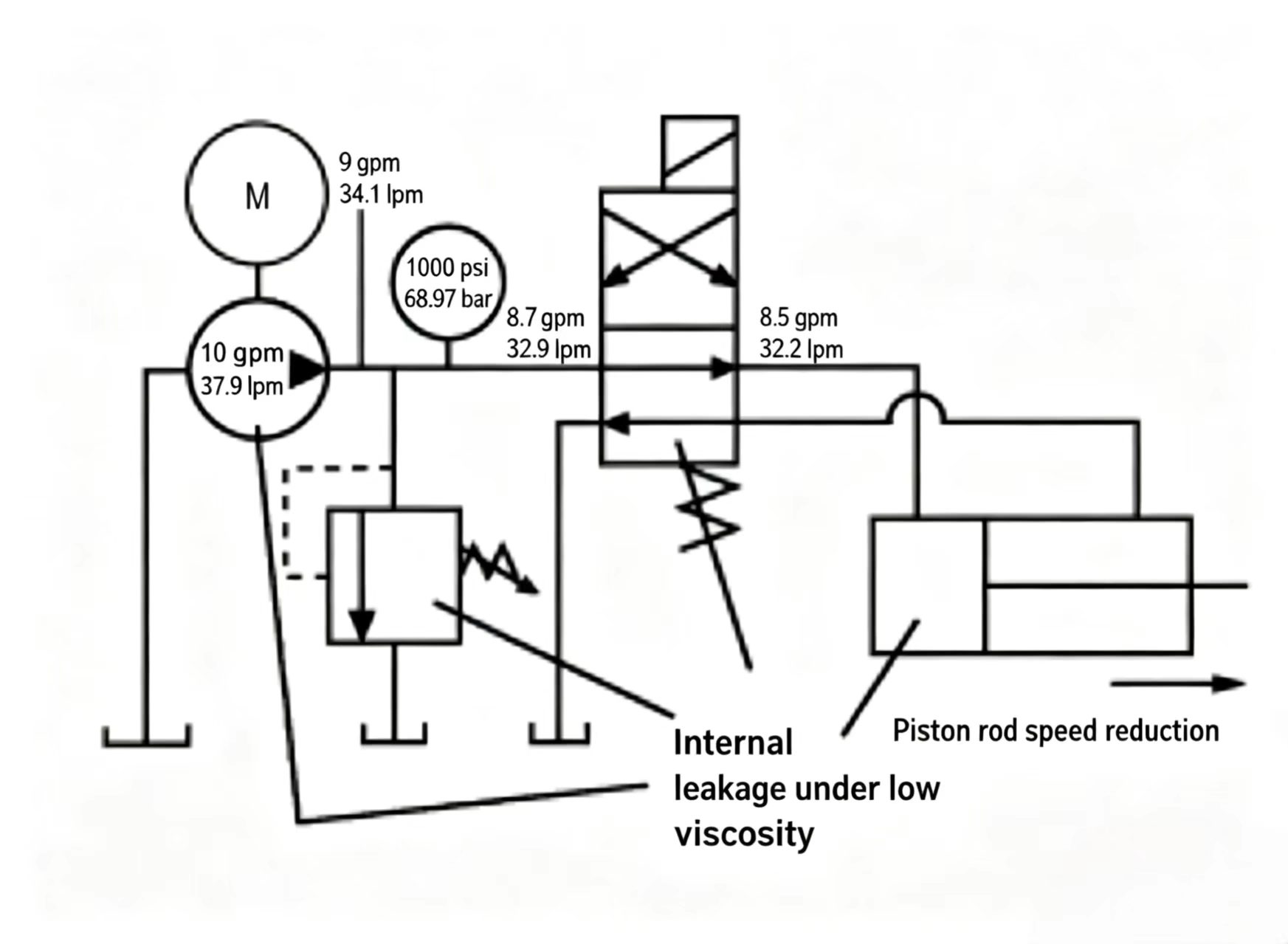
Figur 3-9 Effekten av låg viskositet på intern läckage. Med tunn olja ökar läckagen genom metall-till-metall-spelen, vilket minskar flödet till aktuatorn.
Hydrauloljans viskositet är en viktig parameter i ett hydrauliskt system. Men viskositeten varierar med temperaturen, så om systemet inte kan bibehålla en konstant driftstemperatur måste oljans viskositet förbli relativt stabil inom drifttemperaturområdet.
Viskositetsindex (VI) beskriver hur mycket viskositeten förändras med temperaturen. Sambandet använder ASTM-standardens (American Society for Testing and Materials) viskositet-temperaturdiagram: när oljans viskositet vid två olika temperaturer plottas i detta diagram erhålls en rät linje. Viskositeten vid vilken annan temperatur som helst kan sedan avläsas från denna linje (denna metod är giltig för basolja utan kemiska tillsatser; tillsatser kan påverka det naturliga sambandet mellan viskositet och temperatur).
Om två oljekurvor plottas i samma diagram är den mer horisontella linjen den olja som har högre viskositetsindex. Till exempel:
Olja A har en flackare linje – dess viskositet förändras mindre med temperaturen – och har därför ett högre viskositetsindex.
När VI-begreppet först introducerades sträckte sig skalan från 0 (sämst, mest känslomärkt för temperatur) till 100 (bäst, minst känslomärkt för temperatur). Moderna raffineringsmetoder kan producera oljor med ett VI över 100. I moderna hydraulsystem krävs vanligtvis ett VI ≥ 90, även om VI är mindre betydelsefullt för system som drivs vid en relativt konstant temperatur.

Figur 3-10 ASTM-viskositets-temperaturdiagram. Ju mer horisontell linjen är, desto högre är viskositetsindexet – oljan är mindre känslomärkt för temperaturändringar.
Petroleumbaserad hydraulolja är en bra smörjmedel för hydraulsystem, men den har ett viskositetsområde inom vilket den fungerar bäst. Om oljans viskositet är för låg blir oljefilmen för tunn (som vatten), och komponenterna slits. Om viskositeten är för hög kan oljan inte flöda till lager snabbt nog, vilket leder till att komponenterna får brist på smörjning.
Rotationskomponenter — hydraulpumpar och hydraulmotorer — kräver särskilt god lagerfettningsprestanda. Pumptillverkare anger viskositetsområdet för sina produkter. Om dessa komponenter är korrekt fettade är även alla andra systemkomponenter tillräckligt fettade.
När det erforderliga viskositetsområdet är känt bestämmer systemets drifttemperaturområde vilken specifik hydraulolja som ska väljas. Till exempel: om ett system kräver en viskositet mellan 70–250 SUS (15–54 cSt) och drifttemperaturen ligger mellan 80–140 °F (26,7–60 °C), välj olja Y. Om temperaturområdet är 110–170 °F (43,3–76,7 °C), välj olja Z.
Även i industriella miljöer kan temperaturen bli mycket låg. För att säkerställa att pumpen kan suga upp oljan normalt vid uppstart anger pumptillverkare den maximalt tillåtna startviskositeten: vanligtvis 1 000 SUS (216 cSt) för kolvpumpar och 7 500 SUS (1 618 cSt) för skovel- och tandhjulspumpar.
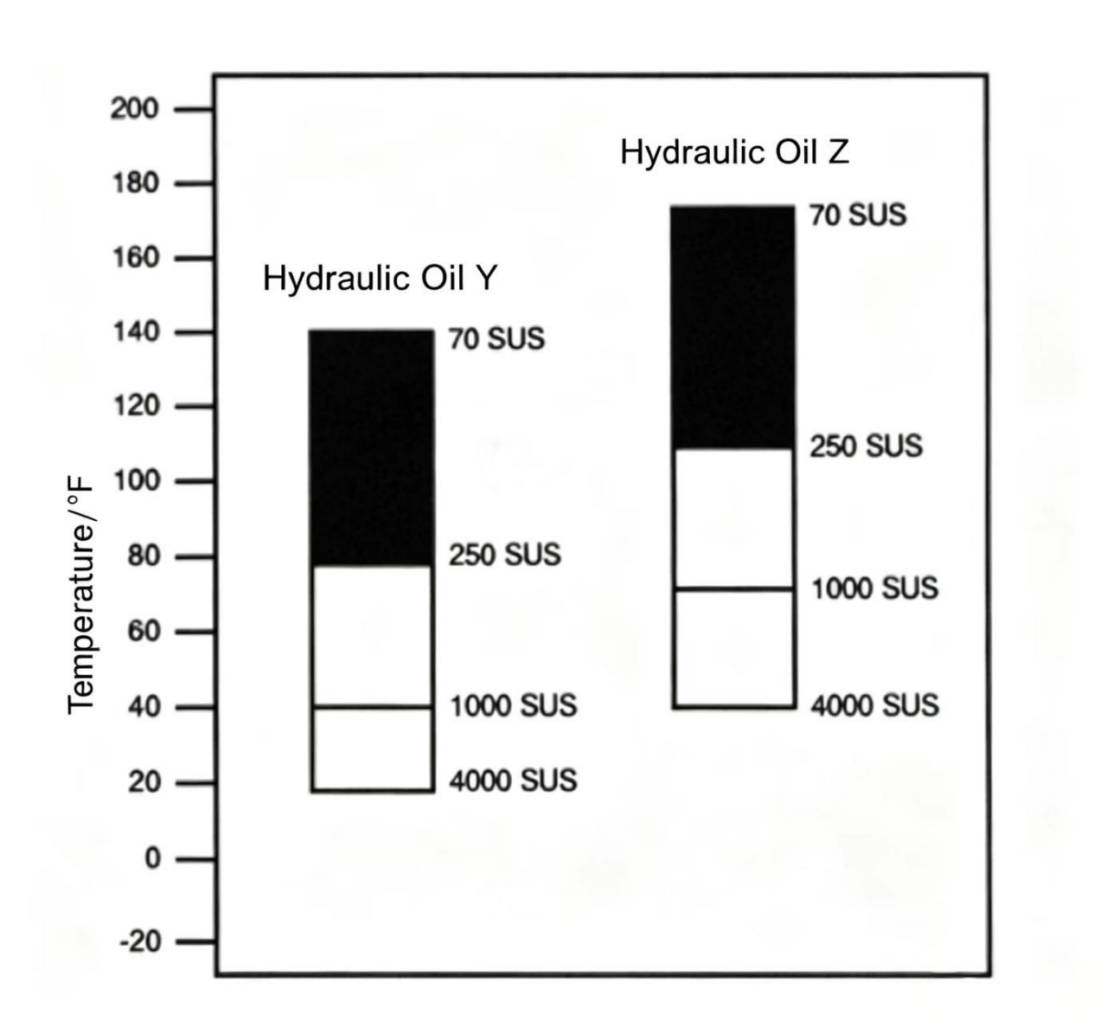
Figur 3-11 Välja oljegrad baserat på driftstemperatur. Den skuggade bandbredden visar det användbara viskositetsområdet. Välj den olja vars band täcker ditt driftstemperaturområde.
ASTM-viskositetsdiagrammet visar inte gjutpunkten. Vid mycket låga temperaturer slutar petroleumolja att flöda helt – vaxartade paraffinkristaller separerar ut ur oljan och blockerar flödet. Gjutpunkten är den lägsta temperaturen vid vilken en hydraulolja fortfarande kan flöda, mätt under ASTM-labvförhållanden.
I ett verkligt system behöver gjutpunkten vanligtvis inte kontrolleras separat om kravet på maximal startviskositet är uppfyllt. Om systemet dock kan drivas vid extremt låga temperaturer måste oljans gjutpunkt vara minst 20 °F lägre än den förväntade minimidriftstemperaturen.
Gjutpunktsdata för en given olja finns på dess produktdatablad.
När ett hydrauliskt system körs dag efter dag utsätts petroleumolja för krävande förhållanden. Flera problem kan uppstå som påverkar både oljan och systemet: smörjning under högt tryck, oljeoxidation, vattenkontaminering, luftinmatning och kontaminering med fasta partiklar. Kemiska tillsatser i oljan tar itu med många av dessa problem.
Viktigt: Kemiska tillsatser kan inte fullständigt lösa alla oljeproblem, och ingen olja kan innehålla alla tillsatser. En "superolja" som gör allt finns inte. Många tillsatser är inkompatibla med varandra – att blanda oljor med olika tillsatspaket från olika leverantörer kan ge skadliga reaktioner.
En petroleumhydraulikolja av god kvalitet är inte alltid en bra smörjmedel vid högt tryck. När trycket stiger bryts oljekilens film mellan rörliga delar lättare, och den adhesiva filmen (smörjegenskapen) blir avgörande. Kemiska tillsatser kan förbättra smörjningen under högt tryck eller gränsyts-smörjning.

Det finns tre typer av slitagefritt tillsats:
De tre typerna kan inte alla användas i samma olja — de har olika funktioner. Oljighet/WR-tillsatsmedel är avsedda för system med lägre tryck (under 1 000 psi / 68,97 bar). EP-tillsatsmedel används främst i system över 3 000 psi (207 bar) eller för växellåds- och verktygsmaskinsoljor. AW-tillsatsmedel täcker mellanområdet (1 000–3 000 psi / 68,97–207 bar).
För att kontrollera om en olja innehåller slitagehämmande tillsatsmedel bör du undersöka oljans namn eller konsultera leverantörens datablad. Exempel: "Hamony 48 AW" (Gulf Oil Co.) — "AW" betyder slitagehämmande; "Sunvis 816 WR" (Sun Oil Co.) — "WR" betyder slitageminskande.
Många raffinerade oljetillverkare anger inte innehållet av slitagehämmande tillsatsmedel i produktnamnet; för specifika oljor bör du alltid konsultera databladet. Om ett system uppvisar alltför stort slitage och oljan saknar slitagehämmande tillsatsmedel kan en övergång till en AW-olja vara till hjälp — men bekräfta först att slitage inte orsakas av oljeföroreningar.
Oxidation är en kemisk reaktion mellan ett material och syre – en vanlig process. När du biter i ett äpple och köttet blir brunt är det oxidation. En bilens skärm som skavts och utsatts för luften reagerar med syre och rostar. Stora delar av världen, inklusive olja, oxideras på detta sätt.
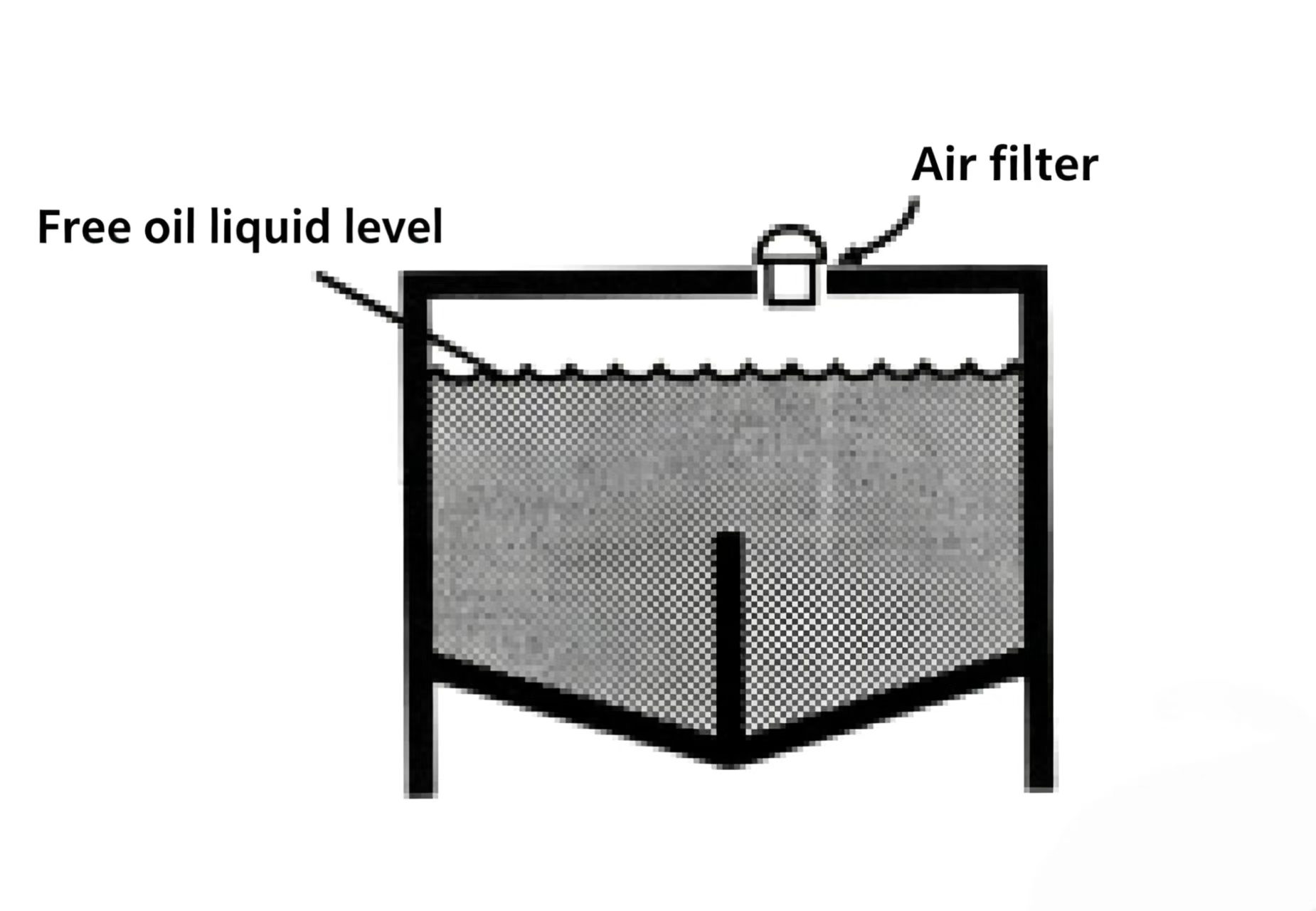
Oljeoxidation i ett hydraulsystem sker främst på två ställen: i reservoaren och vid pumpens utlopp. Båda involverar kontakt mellan olja och syre, men oxidationsprocessen skiljer sig åt på varje ställe.
I reservoaren reagerar oljans fria yta med syret i luften. Produkterna från denna reaktion inkluderar svaga syror och tvålliknande ämnen. Syrorna orsakar korrosion på komponentytorna och bildar mörka fläckar. Tvålliknande ämnena täcker komponentytorna och blockerar de små öppningarna i tryckkänsliga portar och smörjkanaler.
Värme accelererar oxidationen av olja. Varje ökning med 18–20 °F (10–11 °C) över den genomsnittliga reservoartemperaturen (130 °F / 54,4 °C) fördubblar ungefär oxidationshastigheten. Järn-, kopparpartiklar och vattendroppar i oljan förskapar också en snabbare oxidation.
Den andra platsen där oljan oxiderar är vid pumpens utlopp. Om sugledningen läcker luft eller om returoljan stör reservoaren och orsakar att pumpens intag suger in luftbubblor, når dessa luftbubblor det högtrycksladdade pumpens utlopp och imploderar plötsligt (kollapsar våldsamt) under högt tryck. Denna process genererar extrem lokal värma. Beräkningar visar att när en bubbla komprimeras från nästan noll till 3 000 psi (207 bar) kan temperaturen nå 2 100 °F (1 149 °C). Vid denna temperatur antänder oljan, vilket ger upphov till harmliga, hartsliknande avlagringar och en stickande, brännande lukt.
Om oxideringsprodukter bildas vid pumpens utlopp löser harten sig upp i oljan. När harten kommer i kontakt med varma ytor (pumprotor, tryckbegränsningsventilspets etc.) utfälls den ur oljan som lackavlagringar på dessa ytor, vilket orsakar att rörliga delar fastnar och klibbar.
Harten i oljan kombinerar sig också med damm och partiklar och bildar slam, vilket blockerar små öppningar i ventiler och filter samt hindrar värme från att avledas genom reservoarens väggar. Bubbelkollaps vid pumpens utlopp är en huvudsaklig orsak till snabb oxidation av oljan.

Figur 3-14 Bubbelkollaps vid pumpens utlopp. När bubblor komprimeras från lågt till högt tryck kan de lokala temperaturerna överstiga 2 000 °F – tillräckligt för att antända oljan och bilda lackavlagringar.
Jämför en provmängd olja från systemet (möjligen oxiderad) med en färsk oljaprovmängd från burken, vid samma temperatur. Färsk olja känns tydligt kladdig när den gnids mellan tummen och pekfingret och sitter kvar på fingrarna. Oxiderad olja känns vattenartad – den rinner av som vatten, med dålig klibbighet och adhesion.
Olja som oxiderats genom bubbelkollaps har också en skarp, bitande lukt. Om provet visar tecken på oxidation ska det skickas till ett laboratorium för analys. Om oljan inte kan återställas bör systemet spolas och fyllas på med ny olja.

All hydraulolja innehåller något vatten. I små mängder bryts vattnet ner i mikroskopiska droppar som transporteras av oljan. Vatten och olja blandas inte (förutom vattenvlösliga oljor); i större mängder sjunker vattnet till botten av reservoaren.
Om oljan redan innehåller syreoxidationsprodukter såsom syror och harsar kommer dessa att accelerera vattnets kvarhållning.
Jämförelse av den misstänkta provet med ett färskt oljeprov är den grundläggande kontrollen. Häll färsk olja i en glasflaska och håll den mot ljuset — den är klar med lätt bubblor. Om ett prov innehåller 0,5 % vatten ser det grumligt eller dimmigt ut. Vid 1 % vatten ser det mjölkt ut.
En annan metod: uppvärm det mjölka/dimmiga provet — om det klarnar efter en stund var sannolikt vatten närvarande. Om oljan innehåller en stor mängd vatten kommer de flesta av vattnet till slut att separera sig; centrifugalseparation kan påskynda detta om tiden är avgörande.
Om oljan endast innehåller en liten mängd vatten (< 0,5 %) och systemkraven inte är extremt strikta behöver den inte nödvändigtvis bytas ut omedelbart. Vatten i olja accelererar oxidationen och minskar smörjförmågan; vattnet självt avdunstar till slut, men de oxidationsprodukter som det orsakat kvarstår och fortsätter att orsaka skada. Om oljan är i gränsområdet bör den skickas till ett laboratorium.
Figur 3-16 Visuell vattenkontroll. Mängden vatten i olja kan uppskattas utifrån hur grumligt provet ser ut när det hålls mot ljuset.
Ur ett hydrauliskt systemperspektiv är korrosion den kemiska påverkan på komponentytorna som orsakas av syror som bildas under oljeoxidation. Rost är oxidationen av järnbaserade ytor som orsakas av vatten i oljan.
Korrosion löser upp metall och spolar bort den – vilket minskar storleken och vikten på precisiondelar. Rost lägger till material på järnytor – vilket ökar deras storlek och vikt. När precisionkomponenter ändrar storlek påverkas deras effektivitet och prestanda. Varken korrosion eller rost är acceptabel i ett hydrauliskt system.
Även mycket små mängder vatten i oljan kan orsaka rost på järnkomponentytorna. Under naturliga förhållanden ger olja ensam inte tillräcklig korrosionsskydd, och det är praktiskt taget omöjligt att hålla allt vatten utomstående från ett hydrauliskt system – därför innehåller de flesta hydrauloljor rostinhibitorer, som bildar en kemisk skyddsfilm på metallytorna.
Luft-oljeinteraktionen i reservoaren ger också upphov till oxidationprodukter som till slut angriper metallytorna och accelererar ytterligare oljeoxidation. Därför tillsätts även oxidationshämmare – dessa kemikalier avbryter oxidationens kedjereaktion.
Högtemperatur-oxidation från bubbelkollaps vid pumpens utlopp kan inte förhindras enbart med hjälp av kemi; den kan endast kontrolleras genom att eliminera luft från pumpens intillflöde. R&O-tillsatsmedel (oxidations- och rostskydd) utgör den grundläggande tillsatspaketet i de flesta industriella hydrauloljor. Oljor med dessa tillsatsmedel kallas ibland "R&O-oljor". Premiumklassens transparenta (klara) R&O-oljor är av högsta kvalitet; lägre klasser av turbinoljor kan fortfarande vara lämpliga för många hydraulikapplikationer och är märkta som "under turbinkvalitet R&O".
Olja som återvänder till reservoaren bör frigöra all inblandad luft från systemet. I vissa system är luftläckningarna på sugsidan allvarliga, och när återförda oljan stänker ner i reservoaren bildas skum – vilket till slut orsakar att inblandad luft återförs till pumpen, vilket leder till systeminstabilitet, accelererar oxidationen, genererar brus och potentiellt kan orsaka att oljan rinner över reservoaren, vilket skapar en miljörisk.
Den bästa lösningen är att åtgärda läckningarna och omforma återföringskretsen, till exempel genom att använda en brytavskärm i reservoaren eller en större återföringsledning för att minska oljans hastighet vid inträdet i reservoaren. Av ekonomiska, praktiska eller utbildningsmässiga skäl kan kemiska tillsatser istället användas.
Antiskumtillsatsmedel förhindrar oljeförsämring. Vissa fungerar genom att sammanföra små bubblor till större som stiger till ytan och spricker. En annan typ fungerar genom att störa luftavläppningen för att minska skummet, men ökar antalet mikroskopiska bubblor i systemet. När du väljer ett antiskumtillsatsmedel bör du se till att välja den typ som låter luften undkomma – inte den typ som fängslar mer luft.
Kontrollera oljeskum genom att ta ett prov från reservoaren. Visuell inspektion ger dig snabbt information om huruvida oljan innehåller luft. Prover bör tas så nära pumpens intag som möjligt, så att provet representerar den olja som faktiskt kommer in i systemet.
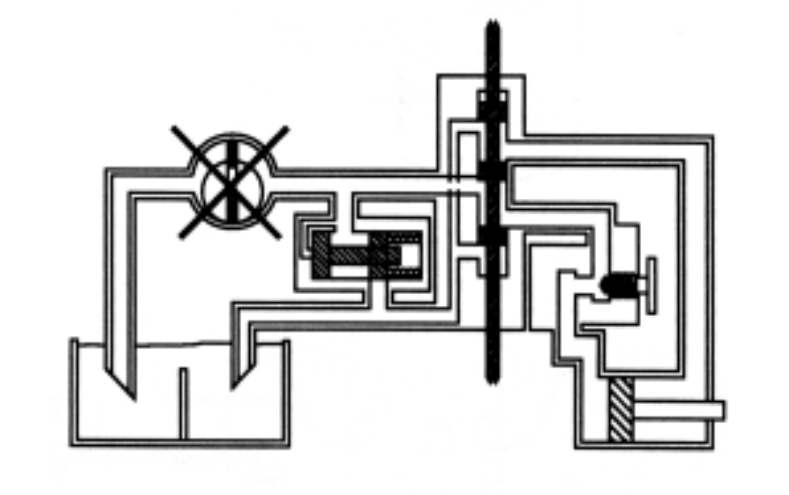
Andra tecken på luft i systemet: högfrekvent, oregelbunden ljud från pumpen; pumpen kan ibland göra ett högljutt hammarslag, som om någon avfyrade en pistol inuti. Oregelbundna cylinderrörelser och instabila tryckmätaravläsningar är också tecken på luft.
Figur 3-18 Luft i hydraulsystemet. Skum på reservoarytans yta (vänster) eller pumpens ljud (höger) indikerar båda problem med luftinträde.
Det största problemet med hydraulolja under drift är föroreningar. Föroreningar kan vara vatten, luft eller fasta partiklar – fasta partiklar är vanligast och orsakar störst skada.
Fasta föroreningar kan blockera reglerventilens öppningar, orsaka att rörliga delar fastnar, accelerera slitage och katalysera oxidation av oljan.
En förorening är varje olöslig substans i oljan. Föroreningar kommer in i systemet på många sätt: under tillverkning, montering, lagring och transport av systemkomponenter; från den yttre miljön genom slitna cylinderstängsel eller en defekt reservoarlucka; samt från systemet självt – slitna interna delar genererar kontinuerligt metallpartiklar. Föroreningar upphör aldrig.
Ingen kemisk tillsats kan ta bort föroreningar från olja eller förhindra att de kommer in. Målet med en bra systemdesign och underhåll är att förhindra att föroreningar kommer in, och att ta bort föroreningar från oljan är filterns och underhållslaget ansvar.
Med blotta ögat kan man inte pålitligt bedöma föroreningsnivån. Att betrakta olja i en glasflaska under ljus är inte en exakt kontroll av föroreningar – många partiklar som är skadliga för hydraulsystem är för små för att ses. En exakt bedömning av föroreningar kräver laboratorieanalys.
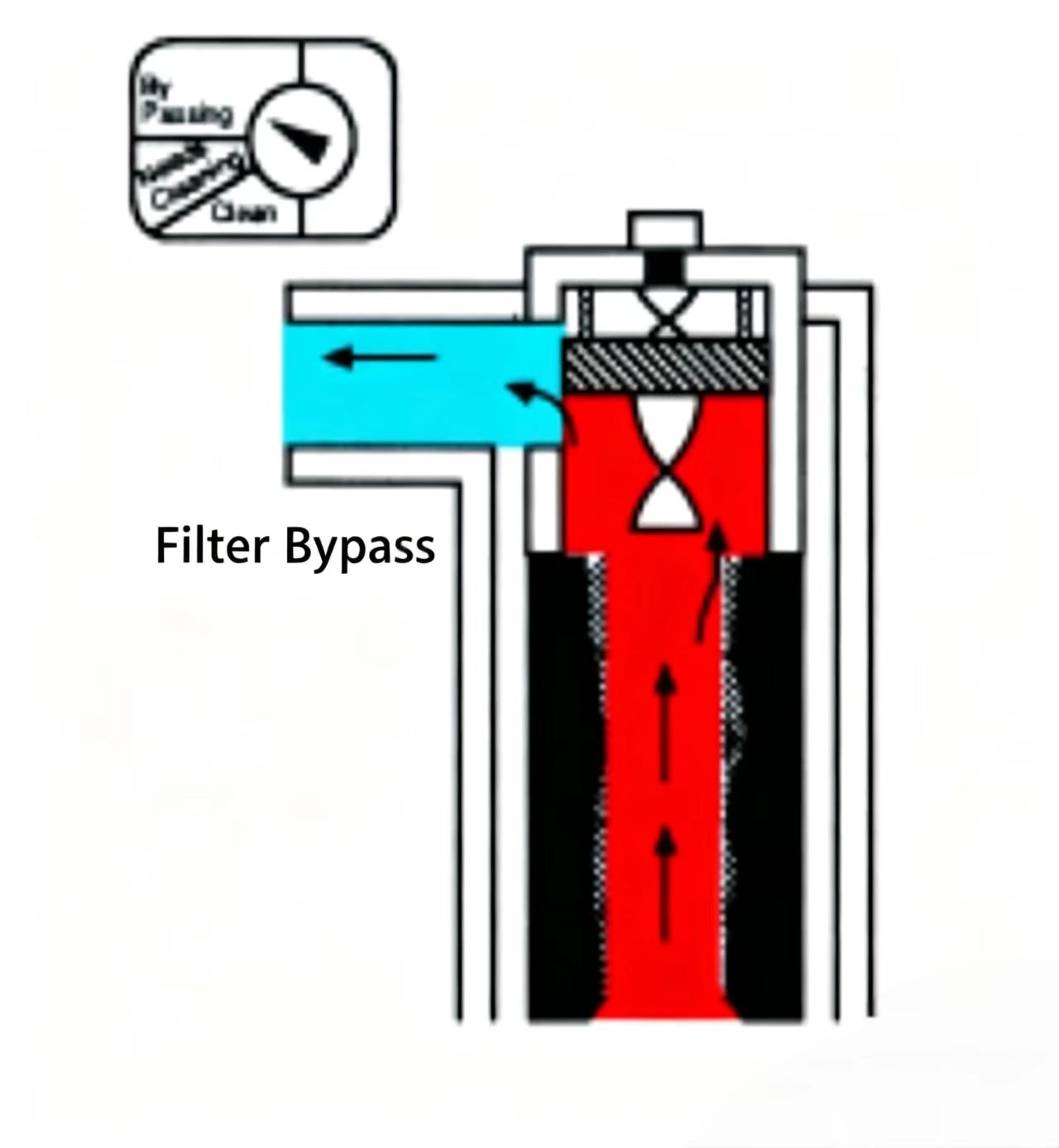
Blockeringsindikatorn för systemfiltret ger ett annat sätt att kontrollera föroreningar. Om filtret är korrekt dimensionerat för systemet och indikatorn fungerar ordentligt: en indikation av "rent" betyder att oljan är tillräckligt ren för systemet; en indikation av "behöver service" betyder att filtret behöver underhåll eller utbyte; om indikatorn visar att oljan går förbi filtret (bypass), är oljan mycket smutsig och filtret kräver omedelbart underhåll.

Figur 3-19 Filtervillkorsindikator. "Rent" (överst): oljan är godkänd. "Service krävs" (mitt): service eller byt ut filterelementet. "Bypassad" (nederst): oljan är mycket smutsig – utför omedelbar service.
Som nämnts har hydraulolja flera funktioner i systemet och innehåller olika tillsatser för att stödja dessa funktioner. Den kräver särskild uppmärksamhet vid lagring, transport till reservoaren samt under hela systemdriften.
Vid lagring är det viktigt att hålla oljan i bästa möjliga skick. Att oljan förorenas i lagringsdrummarna är inte bara slöseri – det kan även leda till att systemet fylls med försämrad olja och påverkar tillförlitligheten negativt.
Drummarna bör förvaras på en ren och torr plats. Drummarna bör, om de förvaras utomhus, ligga på sidan för att förhindra att vatten samlas på toppen och sipprar in genom korkens tätningsyta.
Innan du börjar överföra olja, rengör trumlocken och förbered sedan alla nödvändiga verktyg och utrustning: flexibel slang, överföringspump, tratt, reservoarfyllnadsfilter och rena händer. Kontrollera att varumärkesnamnet och viskositeten på trumman stämmer överens med de krav som gäller. Inte alla hydrauloljor innehåller samma tillsatser, så det rekommenderas att inte blanda oljor från olika leverantörer om inte leverantören godkänner detta.
När oljan är i systemet ska den underhållas och övervakas vid de angivna intervallen. Oljeunderhåll inkluderar: påfyllning till miniminivån (använd samma olja eller en olja som är kompatibel med den befintliga oljan), hantering av läckage samt byte av filterelement.
Att byta filterelementet regelbundet är mycket fördelaktigt. Föroreningar är extremt skadliga för oljan eftersom de katalyserar oxidation, särskilt när förorenande partiklar består av järn, bly eller koppar. Filter tar bort de flesta föroreningar från flödet, men kan inte rensa systemet helt från föroreningar – de underhåller endast oljan. Om filterindikatorn varnar men inte omedelbart serviceras, bypassar stora mängder outfiltrerade föroreningar nedströms, vilket påverkar komponenter, och föroreningar som fastnat i det smutsiga elementet förblir i systemet och fortsätter att katalysera oxidation.
Nätformade filterelement kan rengöras och återanvändas. Reningsgraden beror på hur noggrant rengöringen utförs, inte på själva rengöringsmetoden.
Vanlig metod: blötlägg i ren lösningsmedel eller varmt tvålvtatten, sedan blås rent med tryckluft. Användning av en mjuk borste (ny målarborste) hjälper till att rengöra nätet. Använd aldrig trådborstar eller slipande material. Efter rengöring håller du elementet upp mot ljuset och undersöker det – gråa eller svarta områden indikerar att elementet behöver ytterligare rengöring.
Ultraljudsrengöring är dyrare men bekvämare: placera det smutsiga elementet i ultraljudsrengöraren under en angiven tid, sedan tar du ut det rent och klart för återanvändning. Filterelement med klassning på 40 μm eller finare bör rengöras med en ultraljudsrengörare för att effektivt återställa deras livslängd.
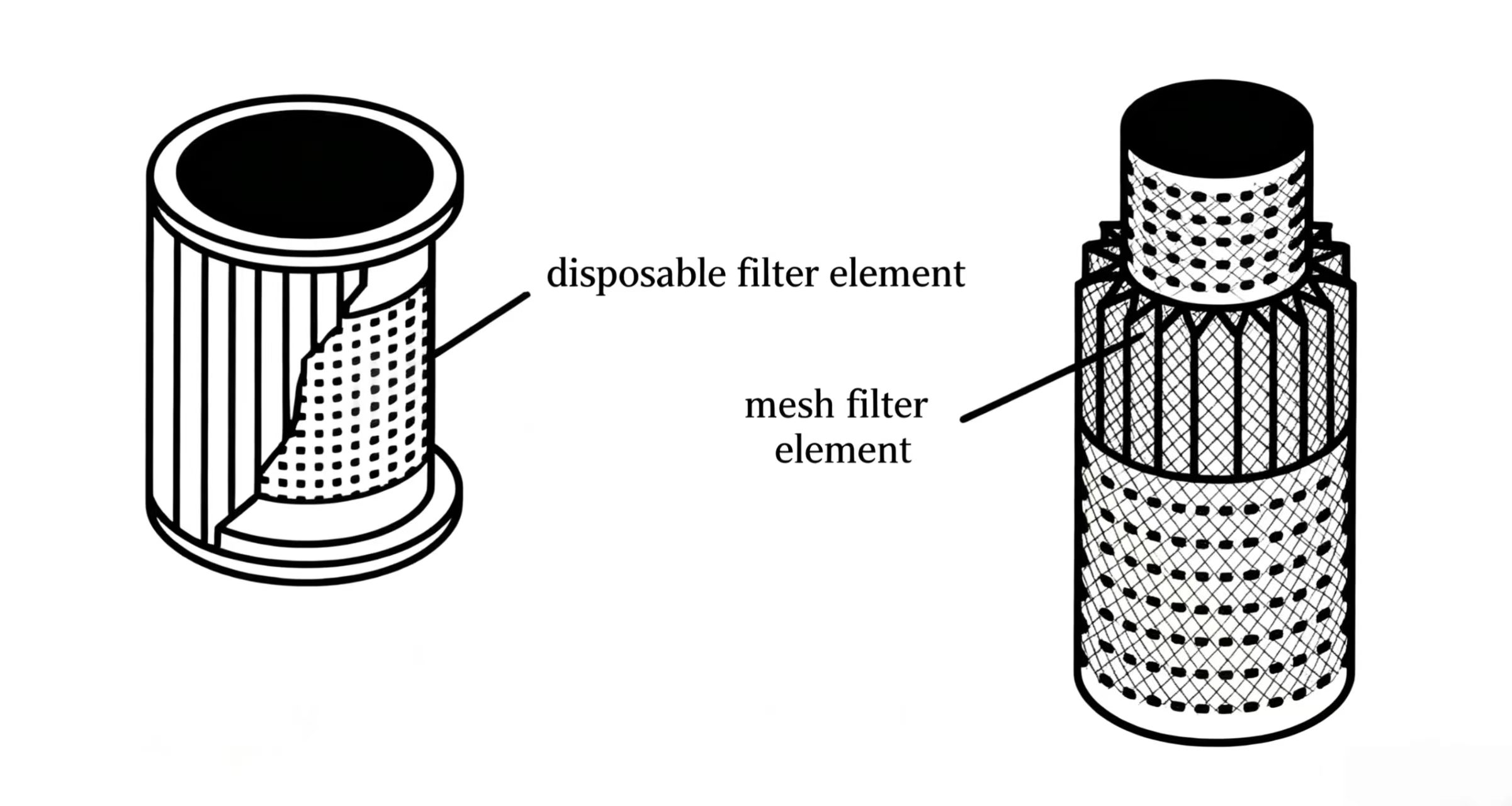
Figur 3-20 Rengöring av ett nätfilterelement. (Vänster) Ultraljudsrengörare för fina element. (Höger) Att hålla det rena elementet upp mot ljuset för att kontrollera om det finns kvar blockerade områden.
NYCKELKONCEPT – KAPITEL 3
|
Begreppet |
Nyckelfakta |
Praktisk implikation |
|
Viskositet |
Flödesmotstånd; minskar vid värme, ökar vid kyla/tryck |
Måste ligga mellan 150–250 SUS (32–54 cSt) vid 100 °F för de flesta system |
|
Viskositetsindex (VI) |
Hur stabil viskositeten är över temperaturintervallet |
VI >= 90 krävs för moderna hydraulsystem |
|
Gjutpunkt |
Lägsta temperatur vid vilken oljan fortfarande rinner |
Måste vara minst 20 °F under lägsta starttemperatur |
|
Oljefilm / smörjförmåga |
Förmågan att bilda och bibehålla en film mellan ytor |
Kritisk vid start och högt tryck – AW-tillsatsmedel hjälper |
|
Typer av tillsatsmedel |
WR (oljighet), AW (slitagehämmande), EP (extremt tryck) |
Anpassa tillsatsmedel till tryckintervallet; blanda inte oljor som är inkompatibla |
|
Oxidation |
Olja reagerar med syre — bildar syror, slam och lack |
Använd R&O-oljor; håll temperaturen låg; eliminera luftbubblor |
|
Vattenförorening |
Främjar rost och accelererar oxidationen |
Visuell test: grumlig = 0,5 % vatten; mjölkaktig = 1 % vatten |
|
Förstoring |
Fasta partiklar — orsak nr 1 till hydraulikfel |
Underhåll filter; kontrollera indikatorn regelbundet; byt olja efter behov |


Välkommen till Hovoo, en kinesisk tätningsfabrik. Produktion av PU, gummi och PTFE tätningar. Tätningarna inkluderar O-ring, kolv tätning, stang tätning, grå ring och gas tätning.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}