33-99 ถนนมูฟู่ อี เขตกูลั่ว เมืองหนานจิง ประเทศจีน [email protected] | [email protected]
33-99 ถนนมูฟู่ อี เขตกูลั่ว เมืองหนานจิง ประเทศจีน [email protected] | [email protected]

 ข้อสรุป: ไม่มีสูตรลับอันทรงพลังเพียงสูตรเดียวสำหรับ PTFE ที่อุตสาหกรรมทั้งหมดใช้ร่วมกัน
ข้อสรุป: ไม่มีสูตรลับอันทรงพลังเพียงสูตรเดียวสำหรับ PTFE ที่อุตสาหกรรมทั้งหมดใช้ร่วมกัน
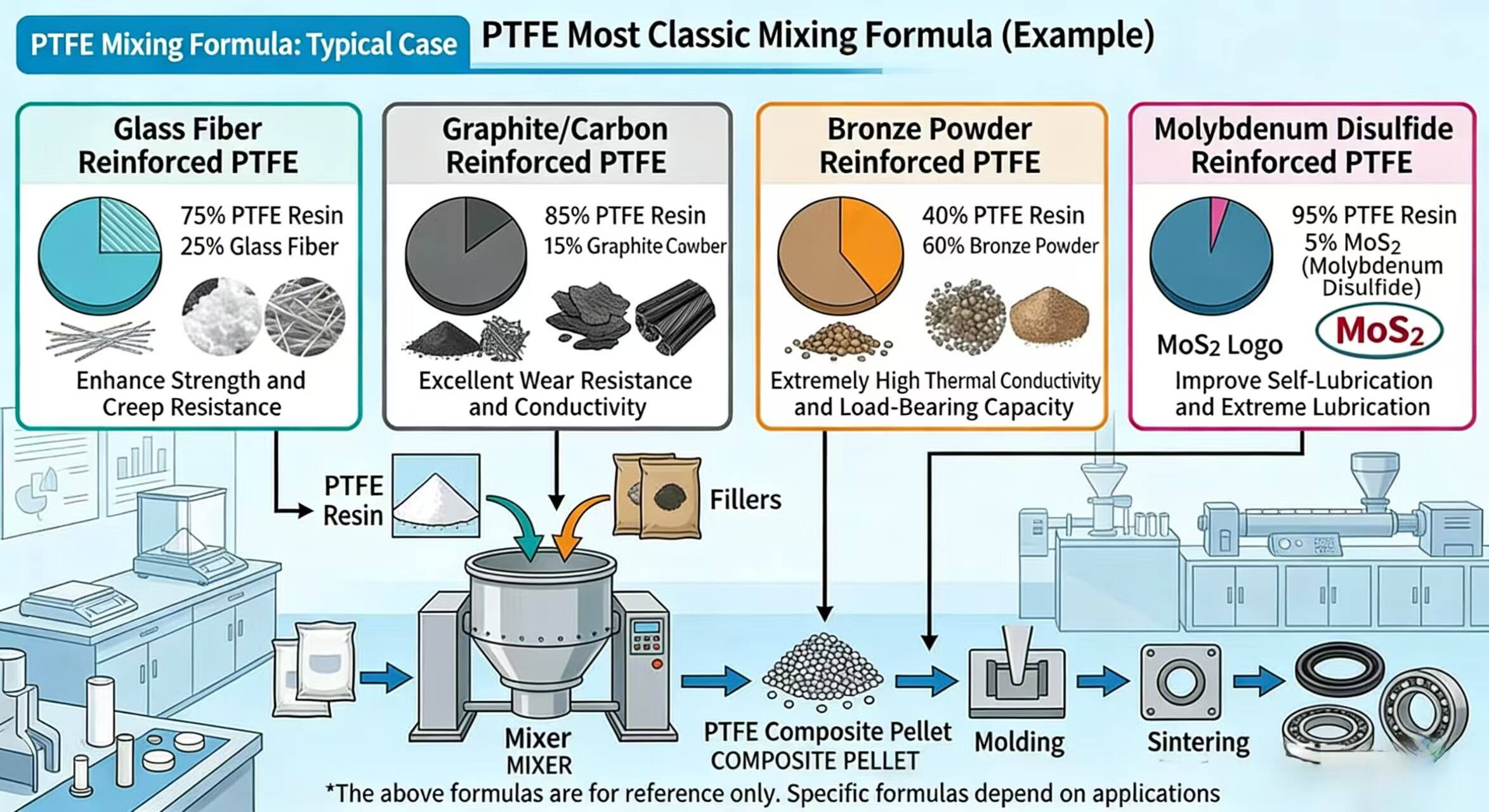
ตามข้อมูลสาธารณะล่าสุดจาก Chemours/Teflon การเติมสารเสริมลงใน PTFE (filled PTFE) มักหมายถึงการเติมสารอนินทรีย์ (inorganic fillers) ลงในผง PTFE ปริมาณ 5–40 น้ำหนักเปอร์เซ็นต์ (wt%) Teflon™ PTFE 7C X ระบุอย่างชัดเจนว่า “แนะนำให้นำไปผสมกับสารเสริม” โดยเฉพาะผงโลหะ หลังจากตรวจสอบข้อมูลนี้อย่างละเอียดกับมาตรฐานที่เผยแพร่โดย Daikin ช่วงปริมาณสารเสริมและแผนภูมิเปรียบเทียบของ 3M Dyneon รวมทั้งข้อมูลเก่าจาก DuPont สูตรที่ปรากฏซ้ำๆ บ่อยครั้งในการผลิต PTFE จริงคือสูตรต่อไปนี้
ร้อยละทั้งหมดคำนวณตาม น้ำหนักของผลิตภัณฑ์สำเร็จรูป (wt%) .
(1) 85/15: PTFE + เส้นใยแก้ว 15%
นี่คือเกรดที่เสริมความแข็งแรงทั่วไปที่พบได้บ่อยที่สุด Daikin ระบุอย่างเปิดเผยว่าเป็นเกรด 15GL ส่วน 3M ก็ระบุว่าเส้นใยแก้วเป็นหนึ่งในสารเสริมที่ใช้บ่อยที่สุด โดยปกติจะใช้ได้สูงสุดถึง 25 น้ำหนักเปอร์เซ็นต์ และอาจสูงได้ถึง 40 น้ำหนักเปอร์เซ็นต์ สูตรนี้ให้ความมั่นคงของขนาดที่ดี ต้านทานการไหลแบบเย็น (cold flow) ได้ดี และทนความร้อนได้ดี ข้อเสียคือทำให้พื้นผิวคู่สัมผัสสึกหรอมากขึ้น จึงไม่เหมาะสำหรับใช้ร่วมกับโลหะที่มีความแข็งต่ำ
(2) 75/25: PTFE + เส้นใยแก้ว 25%
นี่คือเวอร์ชันแบบหนักพิเศษของสูตรผสมเส้นใยแก้ว 15% และเป็นหนึ่งในสูตรมาตรฐานที่มีมาตั้งแต่สมัยแรกๆ Daikin ระบุสูตรนี้ว่าเป็น 25GL ตัวอย่างการเปรียบเทียบของ 3M ก็รวมสูตรที่มีเส้นใยแก้ว 25% ด้วย สูตรนี้มีความแข็งมากกว่าและต้านทานการไหลของวัสดุ (creep) ได้ดีกว่าสูตร 15% แต่ก็ส่งผลให้ผิวสัมผัสคู่ (mating surface) สึกหรอมากขึ้นเช่นกัน
(3) 80/15/5: PTFE + เส้นใยแก้ว 15% + กราไฟต์ 5%
หนึ่งในสูตรซีลที่มีแรงเสียดทานต่ำแบบคลาสสิกที่สุด แผนภูมิอัตราการสึกหรอที่เผยแพร่โดย 3M ใช้สูตรผสมเส้นใยแก้ว 15% / กราไฟต์ 5% เป็นตัวอย่างของสูตรที่มีอัตราการสึกหรอน้อย ข้อมูลเก่าจาก DuPont ก็จัดสูตรผสมเส้นใยแก้วพร้อมกราไฟต์ไว้ในกลุ่มที่มีอัตราการสึกหรอน้อยเมื่อใช้กับเหล็กกล้าธรรมดา
(4) 80/15/5: PTFE + เส้นใยแก้ว 15% + MoS 2
Daikin ระบุเกรดมาตรฐานว่าเป็น 15GL5M บริษัท 3M ระบุว่า MoS₂ มักถูกเติมเป็นสารเสริมรอง (secondary filler) ไม่เกิน 5 น้ำหนักเปอร์เซ็นต์ โดยแรงเสียดทานต่ำสุดมักเกิดจากกราไฟต์หรือ MoS₂ เพียงอย่างเดียว หรือผสมร่วมกับเส้นใยแก้ว ข้อมูลจาก DuPont ก็จัดสูตรผสมเส้นใยแก้ว/ MoS₂ ไว้ในโซนที่มีอัตราการสึกหรอน้อย
(5) 85/15: PTFE + กราไฟต์ 15%
สูตรแบบดั้งเดิมที่มีแรงเสียดทานต่ำ ซึ่งเป็นมิตรกับพื้นผิวคู่ที่สัมผัสกันแบบนุ่มกว่า Daikin ระบุสูตรนี้ว่าเป็น 15GR บริษัท 3M ระบุว่ากราไฟต์มักใช้ในปริมาณประมาณ 5 น้ำหนัก% เป็นสารหล่อลื่นเติมรอง แต่สามารถเพิ่มขึ้นได้สูงสุดถึง 20 น้ำหนัก% เพื่อปรับปรุงการนำความร้อน สูตรที่มีกราไฟต์โดยทั่วไปให้ค่าสัมประสิทธิ์แรงเสียดทานต่ำที่สุด
(6)75/25: PTFE + 25% คาร์บอน
อีกหนึ่งสายผลิตภัณฑ์ PTFE แบบคลาสสิก แบ่งออกเป็นคาร์บอนชนิดแข็งและคาร์บอนชนิดนุ่ม Daikin ระบุทั้ง 25CAR (คาร์บอนชนิดแข็ง) และ 25CAR/R (คาร์บอนชนิดนุ่ม) ช่วงปริมาณทั่วไปของ 3M คือคาร์บอนชนิดนุ่มสูงสุด 25 น้ำหนัก% และคาร์บอนชนิดแข็งสูงสุด 35 น้ำหนัก% คาร์บอนชนิดแข็งมักใช้ในงานที่ต้องรับโหลดสูง ทนต่อการสึกหรอ และแหวนลูกสูบ ในขณะที่คาร์บอนชนิดนุ่มมักใช้ในงานที่ไม่มีสารหล่อลื่น (dry running) และปลอกปิดแบบซีล
(7)90/10: PTFE + 10% เส้นใยคาร์บอน
สูตรที่พบได้ทั่วไปมากสำหรับซีลที่ใช้หล่อลื่นด้วยน้ำหรือซีลไฮดรอลิก Daikin มีสูตร 10CF บริษัท 3M ระบุว่าเส้นใยคาร์บอนมักใช้ได้สูงสุดถึง 15 น้ำหนัก% และเหมาะอย่างยิ่งสำหรับสภาวะที่มีของเหลว คู่มือการใช้งานในสภาพแวดล้อมที่มีน้ำของ DuPont ก็จัดเส้นใยคาร์บอนไว้ในกลุ่มวัสดุที่มีการสึกหรอน้อยเช่นกัน
(8)60/40: PTFE + 40% ทองแดง-ดีบุก
หนึ่งในตระกูล PTFE ที่เก่าแก่ที่สุดสำหรับระบบไฮดรอลิกความดันสูง บริษัท Daikin ระบุรุ่น 40BRR ไว้ ขณะที่ 3M ระบุว่าผงทองแดงสามารถเติมได้สูงสุดถึง 60 น้ำหนัก% โดยเน้นที่คุณสมบัติทนการสึกหรอสูง ใช้งานกับระบบไฮดรอลิกความดันสูง และมีการนำความร้อนได้ดี ข้อมูลจาก DuPont ก็ระบุว่าทองแดงอยู่ในกลุ่มวัสดุที่ให้ค่าการสึกหรอน้อยสำหรับเหล็กกล้าธรรมดา ข้อเสีย: คุณสมบัติด้านเคมีและไฟฟ้าลดลง และไม่เหมาะสำหรับการใช้งานกับน้ำ
(9)60/30/10: PTFE + ทองแดง 30% + เส้นใยคาร์บอน 10%
สูตรนี้จัดว่าเป็น 'เวอร์ชันสำหรับรับภาระหนักแบบคลาสสิก' มากกว่าจะเป็นมาตรฐานสากล แผนภูมิการสึกหรอของ 3M ใช้ ทองแดง 30% / เส้นใยแก้ว 10% และแสดงให้เห็นว่ามีค่าปัจจัยการสึกหรอต่ำที่สุดในแผนภูมินั้น — ซึ่งสอดคล้องกับแนวคิดการออกแบบเพื่อทนต่อสภาวะแรงดันสูง-ความเร็วสูง (high-PV) และงานหนัก
หากสรุปประเด็นทั้งหมดข้างต้นให้กระชับลงเป็นรายการสั้นๆ แล้ว สูตรผสม PTFE แบบคลาสสิกที่สุดคือ ตระกูลสูตรผสม PTFE แบบคลาสสิกที่สุด is: เส้นใยแก้ว 15%, เส้นใยแก้ว 25%, เส้นใยแก้ว 15% + กราไฟต์ 5%, เส้นใยแก้ว 15% + MoS₂ 5% 2 , คาร์บอน 25%, เส้นใยคาร์บอน 10%, ทองแดง 40% .
นี่ไม่ใช่คำตอบอย่างเป็นทางการแบบเดียวที่บริษัทใดบริษัทหนึ่งกำหนดไว้ แต่เป็นเพียงบทสรุปที่ได้จากการเปรียบเทียบแนวทางการเติมสารเติมแต่งของ Chemours/เทฟลอน ระดับมาตรฐานทั่วไปของ Daikin องค์ประกอบและแผนภูมิทั่วไปของ 3M รวมทั้งบันทึกเก่าของ DuPont
ข้อเตือนใจสั้นๆ สองข้อในตอนท้าย ประการแรก แคตตาล็อกสาธารณะเกือบทั้งหมดใช้ wt% แต่ในการอภิปรายเก่าของ DuPont บางฉบับกล่าวถึง "ประมาณ 20 ปริมาตร% เพื่อให้เกิดการสึกหรอน้อยที่สุด" ท่านไม่สามารถเปรียบเทียบค่าร้อยละน้ำหนัก (wt%) กับร้อยละปริมาตร (vol%) โดยตรงได้ เนื่องจากความหนาแน่นของทองแดงบรอนซ์ ไฟเบอร์แก้ว และคาร์บอนนั้นมีความแตกต่างกันมาก ประการที่สอง แรงเสียดทานและการสึกหรอของ PTFE ได้รับผลกระทบอย่างมากจาก รูปร่างของสารเติมแต่ง ปริมาณสารเติมแต่ง แรงโหลด ความเร็ว วัสดุคู่ที่สัมผัสกัน และสภาพแวดล้อม สูตรคลาสสิกเดียวกันนี้อาจให้ผลการจัดอันดับที่ต่างกันมากเมื่อใช้งานกับเหล็กแห้งเทียบกับสภาวะที่หล่อลื่นด้วยน้ำ

ยินดีต้อนรับสู่ Hovoo โรงงานปักผนึกจีน ผลิตปักผนึก PU, ยาง และ PTFE ปักผนึกประกอบด้วย O-ring, ปักผนึกพิสตอง, ปักผนึกไม้, ปักผนึกแหวนสีเทาและปักผนึกแก๊ส



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}