33-99No. Đường Mufu E, Quận Gulou, Nam Kinh, Trung Quốc [email protected] | [email protected]
33-99No. Đường Mufu E, Quận Gulou, Nam Kinh, Trung Quốc [email protected] | [email protected]

 Kết luận: Không tồn tại một "công thức bí mật vàng" duy nhất cho PTFE mà toàn ngành sử dụng.
Kết luận: Không tồn tại một "công thức bí mật vàng" duy nhất cho PTFE mà toàn ngành sử dụng.
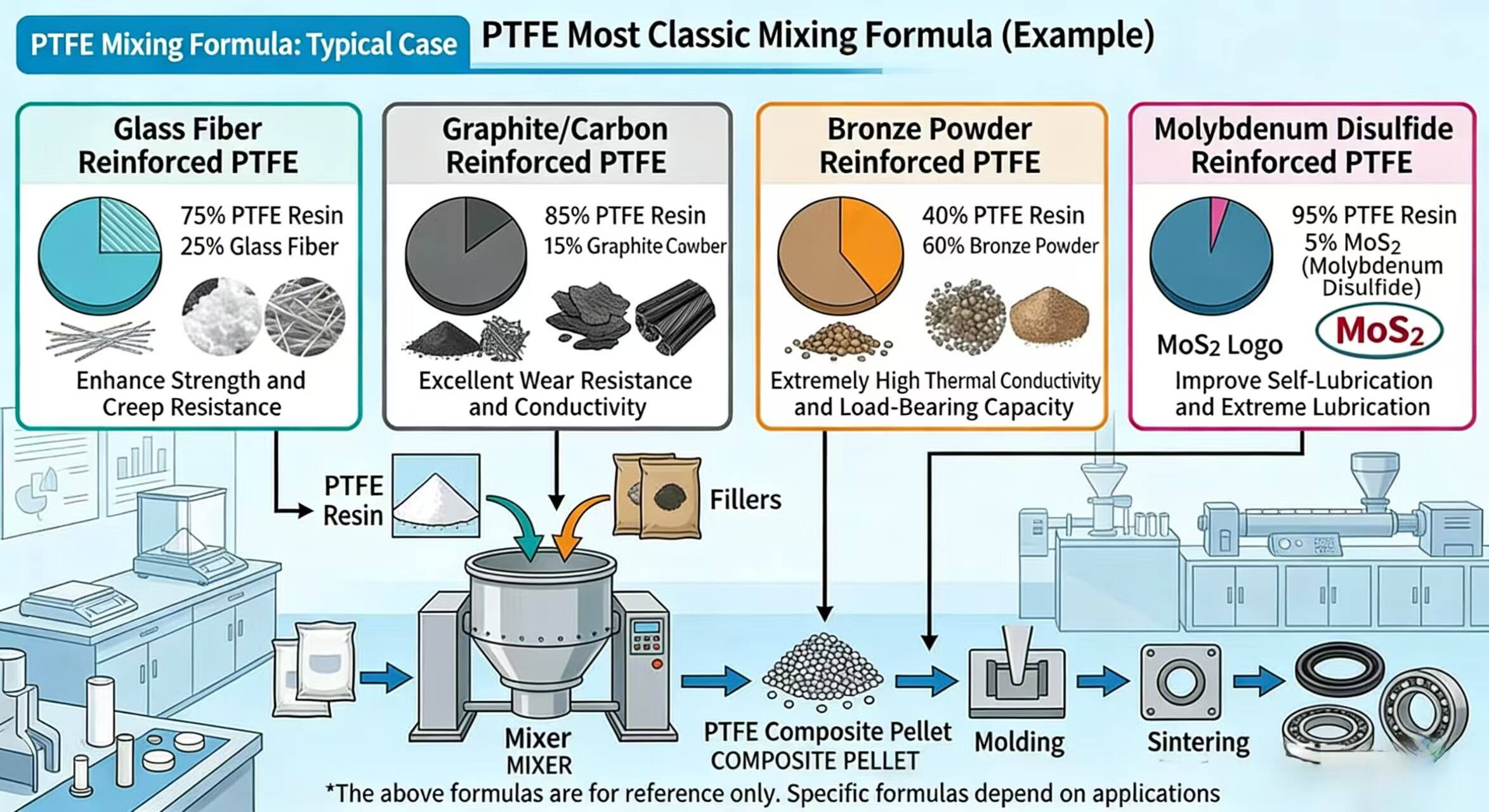
Theo thông tin công khai hiện hành từ Chemours/Teflon, PTFE có độ điền đầy thường có nghĩa là thêm 5–40% khối lượng (wt%) chất độn vô cơ vào bột PTFE. Teflon™ PTFE 7C X được liệt kê rõ ràng là "được khuyến nghị để trộn với các chất độn", đặc biệt là bột kim loại. Sau khi đối chiếu chéo thông tin này với các tiêu chuẩn đã công bố của Daikin, các dải chất độn và biểu đồ so sánh của 3M Dyneon, cũng như dữ liệu cũ của DuPont, những công thức xuất hiện lặp đi lặp lại trong sản xuất PTFE thực tế chính là các công thức dưới đây.
Tất cả các phần trăm đều tính theo khối lượng sản phẩm hoàn chỉnh (wt%) .
(1) 85/15: PTFE + 15% sợi thủy tinh
Đây là cấp độ gia cường đa dụng phổ biến nhất. Daikin công khai liệt kê sản phẩm này dưới mã 15GL. 3M cũng nêu sợi thủy tinh là một trong những chất độn được sử dụng phổ biến nhất, thường ở tỷ lệ tới 25% khối lượng và có thể lên tới 40% khối lượng. Thành phần này mang lại độ ổn định kích thước tốt, chống chảy rão ở nhiệt độ thấp và chịu nhiệt tốt. Nhược điểm: nó gây mài mòn bề mặt tiếp xúc nhiều hơn, do đó không phù hợp khi sử dụng cùng các kim loại mềm.
(2)75/25: PTFE + 25% Sợi thủy tinh
Đây là phiên bản chuyên dụng cho tải nặng của hỗn hợp chứa 15% sợi thủy tinh và cũng là một trong những công thức tiêu chuẩn lâu đời nhất. Daikin liệt kê sản phẩm này dưới mã 25GL. Các mẫu so sánh của 3M cũng bao gồm hỗn hợp chứa 25% sợi thủy tinh. Sản phẩm này cứng hơn và chống biến dạng dẻo (creep) tốt hơn so với loại 15%, nhưng lại gây mài mòn bề mặt tiếp xúc nhiều hơn nữa.
(3)80/15/5: PTFE + 15% Sợi thủy tinh + 5% Graphit
Một trong những công thức gioăng giảm ma sát kinh điển nhất. Biểu đồ mài mòn do 3M công bố sử dụng chính xác hỗn hợp 15% sợi thủy tinh / 5% graphit làm ví dụ về loại có mức mài mòn thấp. Dữ liệu cũ của DuPont cũng xếp hỗn hợp sợi thủy tinh kết hợp với graphit vào vùng có mức mài mòn thấp khi làm việc với thép nhẹ.
(4)80/15/5: PTFE + 15% Sợi thủy tinh + 5% MoS 2
Daikin liệt kê loại cấp độ tiêu chuẩn 15GL5M. 3M cho biết MoS₂ thường được thêm vào như một chất độn phụ trợ với hàm lượng tối đa 5% khối lượng, và hệ số ma sát thấp nhất thường đạt được khi sử dụng riêng graphite hoặc MoS₂, hoặc trộn chung với sợi thủy tinh. Dữ liệu của DuPont cũng xếp hỗn hợp sợi thủy tinh/MoS₂ vào vùng mài mòn thấp.
(5)85/15: PTFE + 15% Graphite
Một công thức giảm ma sát cổ điển, thân thiện hơn với các bề mặt đối tiếp mềm. Daikin liệt kê loại này dưới mã 15GR. 3M lưu ý rằng graphite thường được sử dụng với hàm lượng khoảng 5% khối lượng như một chất độn bôi trơn phụ trợ, nhưng có thể tăng lên tới 20% khối lượng để cải thiện khả năng dẫn nhiệt. Các công thức chứa graphite thường cho hệ số ma sát thấp nhất.
(6)75/25: PTFE + 25% Carbon
Một dòng PTFE cổ điển khác, được chia thành carbon cứng và carbon mềm. Daikin liệt kê cả hai loại 25CAR (carbon cứng) và 25CAR/R (carbon mềm). Phạm vi thông thường của 3M là carbon mềm tối đa 25% khối lượng và carbon cứng tối đa 35% khối lượng. Carbon cứng thường được dùng nhiều hơn trong các ứng dụng chịu tải cao, chống mài mòn và vòng găng piston; trong khi carbon mềm thường được dùng nhiều hơn trong các điều kiện vận hành khô và bạc lót phớt.
(7)90/10: PTFE + 10% Sợi carbon
Một công thức rất điển hình dành cho phớt bôi trơn bằng nước hoặc phớt thủy lực. Daikin có mã 10CF. 3M cho biết sợi carbon thường được sử dụng với hàm lượng tối đa tới 15% khối lượng và rõ ràng rất phù hợp cho điều kiện tiếp xúc với chất lỏng. Hướng dẫn của DuPont về môi trường nước cũng xếp sợi carbon vào nhóm vật liệu có mức mài mòn thấp.
(8)60/40: PTFE + 40% Đồng thau
Một trong những họ PTFE lâu đời nhất dành cho thủy lực áp suất cao. Daikin liệt kê mã 40BRR. 3M cho biết việc bổ sung bột đồng thau có thể đạt tới 60% khối lượng, tập trung vào khả năng chống mài mòn cao, thủy lực áp suất cao và khả năng dẫn nhiệt tốt. Dữ liệu của DuPont cũng xếp đồng thau vào nhóm vật liệu có mức mài mòn thấp khi làm việc với thép nhẹ. Nhược điểm: khả năng chịu hóa chất và tính dẫn điện kém hơn, đồng thời không thích hợp cho môi trường nước.
(9)60/30/10: PTFE + 30% Đồng thau + 10% Sợi carbon
Đây là phiên bản 'truyền thống cho tải nặng' hơn là một tiêu chuẩn phổ quát. Biểu đồ mài mòn của 3M sử dụng 30% đồng thau / 10% sợi thủy tinh và cho thấy vật liệu này có hệ số mài mòn thấp nhất trong biểu đồ đó — tư duy điển hình cho các ứng dụng chịu tải nặng, áp suất cao (PV cao).
Nếu khái quát toàn bộ các thông tin trên thành một danh sách ngắn nhất, thì họ công thức trộn PTFE cổ điển nhất là: 15% sợi thủy tinh, 25% sợi thủy tinh, 15% sợi thủy tinh + 5% graphit, 15% sợi thủy tinh + 5% MoS 2 , 25% carbon, 10% sợi carbon, 40% đồng thanh .
Đây không phải là "câu trả lời duy nhất chính thức" của bất kỳ công ty nào. Đây đơn giản chỉ là bản tổng hợp được xây dựng dựa trên việc đối chiếu các hướng dẫn về chất độn của Chemours/Teflon, các cấp độ tiêu chuẩn của Daikin, thành phần và biểu đồ điển hình của 3M, cũng như các hồ sơ cũ của DuPont.
Hai lưu ý nhanh ở cuối. Thứ nhất, hầu hết các danh mục công khai đều sử dụng wt% , nhưng một số tài liệu thảo luận cũ của DuPont đề cập đến “khoảng 20 thể tích % để đạt mức mài mòn thấp nhất.” Bạn không thể so sánh trực tiếp % khối lượng (wt%) và % thể tích (vol%) vì đồng thanh, sợi thủy tinh và carbon có khối lượng riêng rất khác nhau. Thứ hai, ma sát và mài mòn của PTFE chịu ảnh hưởng mạnh bởi hình dạng, lượng, tải trọng, tốc độ, vật liệu tiếp xúc và môi trường . Cùng một "công thức cổ điển" có thể cho kết quả xếp hạng rất khác nhau trong điều kiện làm việc khô với thép so với điều kiện bôi trơn bằng nước.

Chào mừng đến với HOVOO, một nhà máy sản xuất con dấu ở Trung Quốc. Sản xuất các loại con dấu PU, cao su và PTFE. Các con dấu bao gồm O-ring, con dấu piston, con dấu trục, Gray ring và con dấu khí.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}