33-99 رقم. طريق مو فو، منطقة غولو، نانجينغ، الصين [email protected] | [email protected]
33-99 رقم. طريق مو فو، منطقة غولو، نانجينغ، الصين [email protected] | [email protected]

وبالإضافة إلى نقل الطاقة، فإن الزيت المستند إلى البترول يؤدي وظيفةً حرجةً أخرى وهي التزييت. وتتأثر كلتا الوظيفتين — نقل الطاقة والتزييت — تأثراً قوياً باللزوجة. وهذا يجعل اللزوجة أهم خاصيةٍ واحدةٍ في الزيت الهيدروليكي.
التزييت هو عملية تقليل الاحتكاك بين سطحين على اتصالٍ مع بعضهما وينتقلان بالنسبة لبعضهما البعض.
يُعَدُّ التزييت وظيفةً حرجةً للزيت الهيدروليكي. فبدون التزييت، يؤدي الاحتكاك بين الأجزاء المتحركة إلى تآكلٍ مفرطٍ وإنتاج الحرارة. 
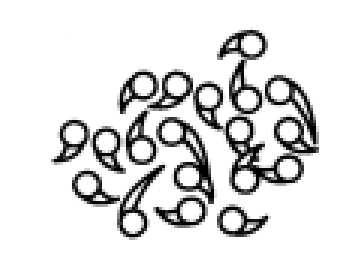
الاحتكاك هو قوةٌ تقاوم الحركة. فحتى الأسطح التي تبدو ناعمةً تكون خشنةً على المستوى المجهري. وعندما يتحرك سطحان بانزلاقٍ ضد بعضهما، تتلامس النتوءات المجهرية الموجودة على السطحين، وتتشوّه، وتلتحم مؤقتًا ثم تنفصل — وهذه العملية الانفصالية هي الاحتكاك. وكلما زادت خشونة السطح، زادت القوة اللازمة للانزلاق وزاد مقدار الاحتكاك الناتج.
الشكل ٣-١: يحدث الاحتكاك عندما تتلامس النتوءات المجهرية على سطحين، وتلتحم لحظيًّا ثم تنفصل أثناء انزلاق السطحين.
إذا وُجدت طبقة زيت بين سطحين معدنيين، فإن التلامس المباشر بين المعدن والمعدن يزول. وبذلك ينزلق السطحان على طبقة الزيت بدلًا من الانزلاق على بعضهما البعض، مما يقلل الاحتكاك بشكلٍ كبير.
يمكن لأي سائل أن يشكّل طبقة زيت، لكن بعض السوائل أفضل في ذلك من غيرها. فالماء مثلًا استُخدم أولًا كسائل هيدروليكي، لكن طبقة الفيلم التي يكوّنها ضعيفةٌ ويسهل كسرها. أما زيت الهيدروليك المستند إلى البترول فيكوّن طبقة فيلم أقوى بكثير وأكثر مقاومةً للكسر.
الانزلاقيّة (Lubricity) هي قدرة السائل على تكوين طبقة فيلمٍ يصعب كسرها. وتعتمد هذه القدرة على:
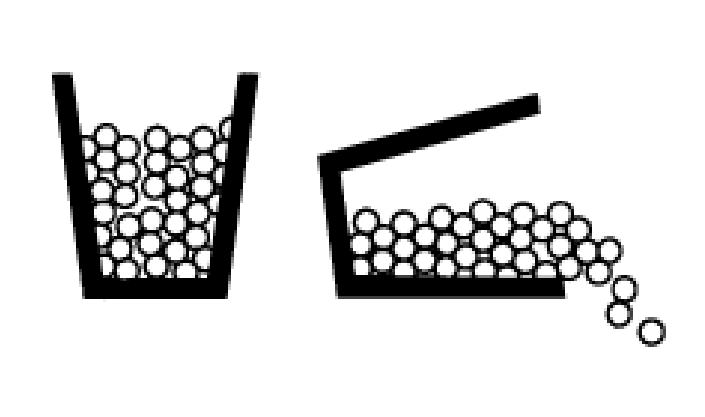
زيت الهيدروليك البترولي يتمتّع بلزوجة تشحيم ممتازة. اسكبه على لوحة فولاذية وستلاحظ تشكُّل طبقة زيتية سميكة كبيرة تغطي السطح وتبقى ثابتة هناك. أما عند سكب الماء على نفس اللوحة، فيتكوَّن فيلم رقيق لكنه ينكسر بسهولة. أما الزئبق فيتجمّع على شكل كريات كروية — فالزئبق لا يلتصق بالفولاذ تقريبًا، وبالتالي فإن خاصية التشحيم لديه ضعيفة جدًّا.
الشكل ٣-٢: مقارنة خواص التشحيم. ويقتضي التشحيم الجيِّد وجود فيلم طبيعي سميك مع التصاق قويٍّ بسطح المعدن. والزيت يتفوَّق في كلا العنصرين.
يجب أن تحقِّق لزوجة زيت الهيدروليك المناسبة توازنًا بين حاجتين: إذ يجب أن يكون الزيت كثيفًا بما يكفي لتكوين فيلم جيِّد، وفي الوقت نفسه سائلًا بما يكفي ليتدفَّق بحرية. وسيتم استعراض هذا التوازن في ما يلي.
للزيت وظيفتان رئيسيتان في نظام الهيدروليك:
تؤثر اللزوجة تأثيرًا قويًّا على كلٍّ من هاتين الوظيفتين — وعلى أثرهما النهائي في النظام. ولنُعرِّف أولًا مفهوم اللزوجة، ثم ندرس تأثيرها على توليد الحرارة، والتزييت، والتزييت الديناميكي، وتدفُّق السائل عبر الفراغات، وغيرها.
مثل جميع السوائل، يتكون زيت الهيدروليك البترولي من جزيئات تتجاذب مع بعضها البعض. والتجاذب الجزيئي في السائل أقوى بكثير مما هو عليه في الغاز، لكنه أضعف مما هو عليه في المادة الصلبة (حيث تكون الجزيئات محبوسة في مواضع ثابتة). وبما أن جزيئات السائل يمكنها الانزلاق بسهولة فوق بعضها البعض، فإن السائل قادرٌ على التدفُّق بشكلٍ مستمر.
اللزوجة هي خاصيةٌ تقاوم تدفُّق جزيئات السائل بعضها فوق بعض — وهي شكلٌ من أشكال الاحتكاك الداخلي. فالسائل عالي اللزوجة (مثل العسل أو الشراب المُركَّز) يتدفَّق ببطءٍ ومقاومةٍ كبيرة، أما السائل منخفض اللزوجة (مثل الماء أو زيت الطهي) فيتدفَّق بسلاسةٍ وسهولة.
كما ذُكر أعلاه، فإن السائل يتكون من جزيئات في حركة مستمرة تتجاذب مع بعضها البعض. وعندما تتحرك الجزيئات ببطء، تكون قوة التجاذب بينها أقوى، وتزداد مقاومتها للجريان — أي ترتفع اللزوجة. وعندما تتحرك الجزيئات بسرعة (أي عند تسخينها)، تضعف قوة التجاذب بينها، فتنخفض اللزوجة.
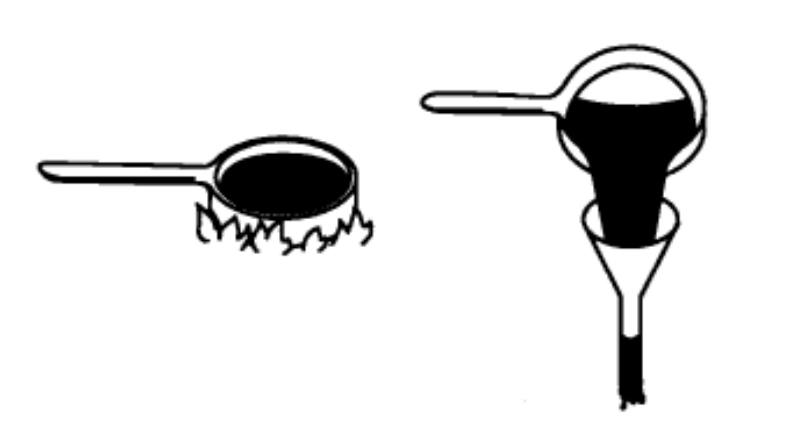
السِّلْت البارد المستخرج من الثلاجة له لزوجة عالية جدًّا — فهو ينسكب ببطء وبجهد. أما عند تسخينه على الموقد، فإن الجزيئات تتسارع، فتضعف قوة التجاذب بينها، وتنخفض اللزوجة، فينسكب بسهولة عبر موزِّع.
إحدى طرق قياس لزوجة الزيوت هي استخدام وحدة «ثواني سايبلت العالمية» (SUS)، والتي تُعرف أيضًا باسم SSU. أما الوحدة الدولية (SI) فهي السنتستوكس (cSt). وقد سُمّيت وحدة SUS نسبةً إلى جورج سايبلت، الذي اقترح جهاز قياس اللزوجة الخاص به (جهاز سايبلت) على المكتب الأمريكي للمعايير عام 1919.
الطريقة: اسكب السائل في وعاء وسخّنه إلى درجة الحرارة المطلوبة للاختبار. ثم اسحب السدادة السفلية وابدأ تشغيل ساعة الإيقاف في اللحظة نفسها. أوقف الساعة عندما ينسكب بالضبط ٦٠ ملليلترًا من السائل في القارورة. ويمثّل الزمن المنقضي بالثواني لزوجة الزيت حسب مقياس سايبولت (SUS) عند تلك الدرجة من الحرارة.
مثال: إذا استغرق زيتٌ سُخِّن إلى ١٠٠°ف (٣٧٫٧°م) ١٤٣ ثانيةً ليتدفق، فإن لزوجته تساوي ١٤٣ وحدة سايبولت (SUS) عند ١٠٠°ف (٣٧٫٧°م). وإذا استغرق نفس الزيت، عند تسخينه إلى ١٣٠°ف (٥٤٫٤°م)، ٨٢ ثانيةً: فإن لزوجته = ٨٢ وحدة سايبولت (SUS) (١٧٫٧ سانتيستوكس) عند ١٣٠°ف (٥٤٫٤°م). وتتوقف اللزوجة دائمًا على درجة الحرارة، ولذلك يجب دائمًا ذكر كلٍّ من القيمة ودرجة الحرارة معًا. أما عبارة «١٥٠ وحدة سايبولت (SUS) (٣٢ سانتيستوكس)» دون تحديد درجة الحرارة فهي اختصارٌ لعبارة «١٥٠ وحدة سايبولت (SUS) (٣٢ سانتيستوكس) عند ١٠٠°ف (٣٧٫٧°م)».
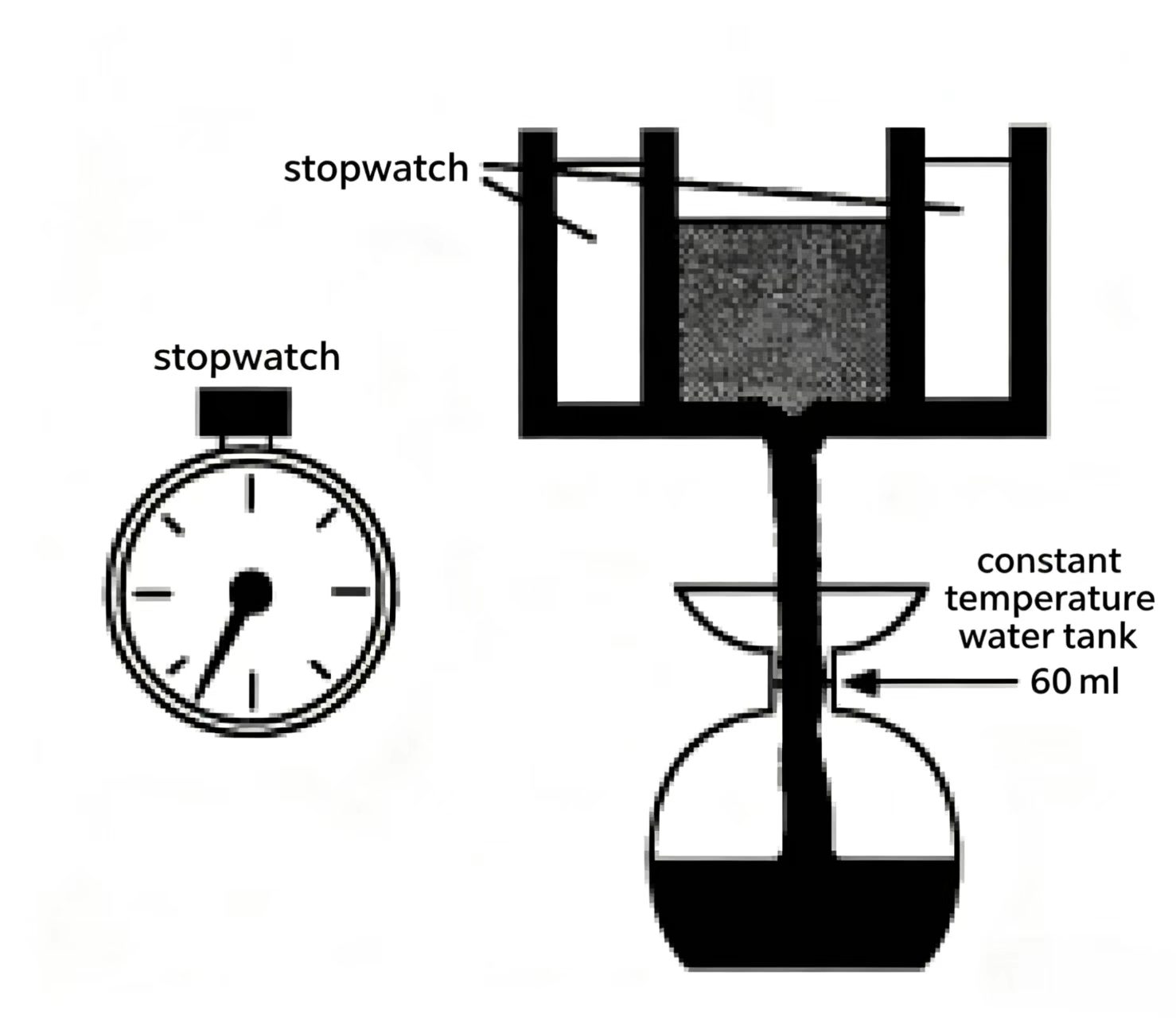
الشكل ٣-٥: جهاز قياس لزوجة سايبولت. يُسخَّن الزيت إلى درجة حرارة مُحدَّدة، ثم يُقاس الزمن الذي يستغرقه تدفق ٦٠ ملليلترًا بالضبط إلى القارورة. ويمثّل الزمن المقاس بالثواني لزوجة الزيت حسب مقياس سايبولت (SUS).
تتغير اللزوجة أيضًا مع ضغط النظام. فعند ازدياد الضغط، تزداد اللزوجة كذلك (كما هو موضح بالمنحنى في الشكل). ويمكن أن يؤدي ارتفاع الضغط من ٠ إلى ٣٠٠٠ رطل/بوصة مربعة (٢٠٧ بار) إلى زيادة لزوجة زيت الهيدروليك الصناعي النموذجي بنسبة تصل إلى ٤٠٪.
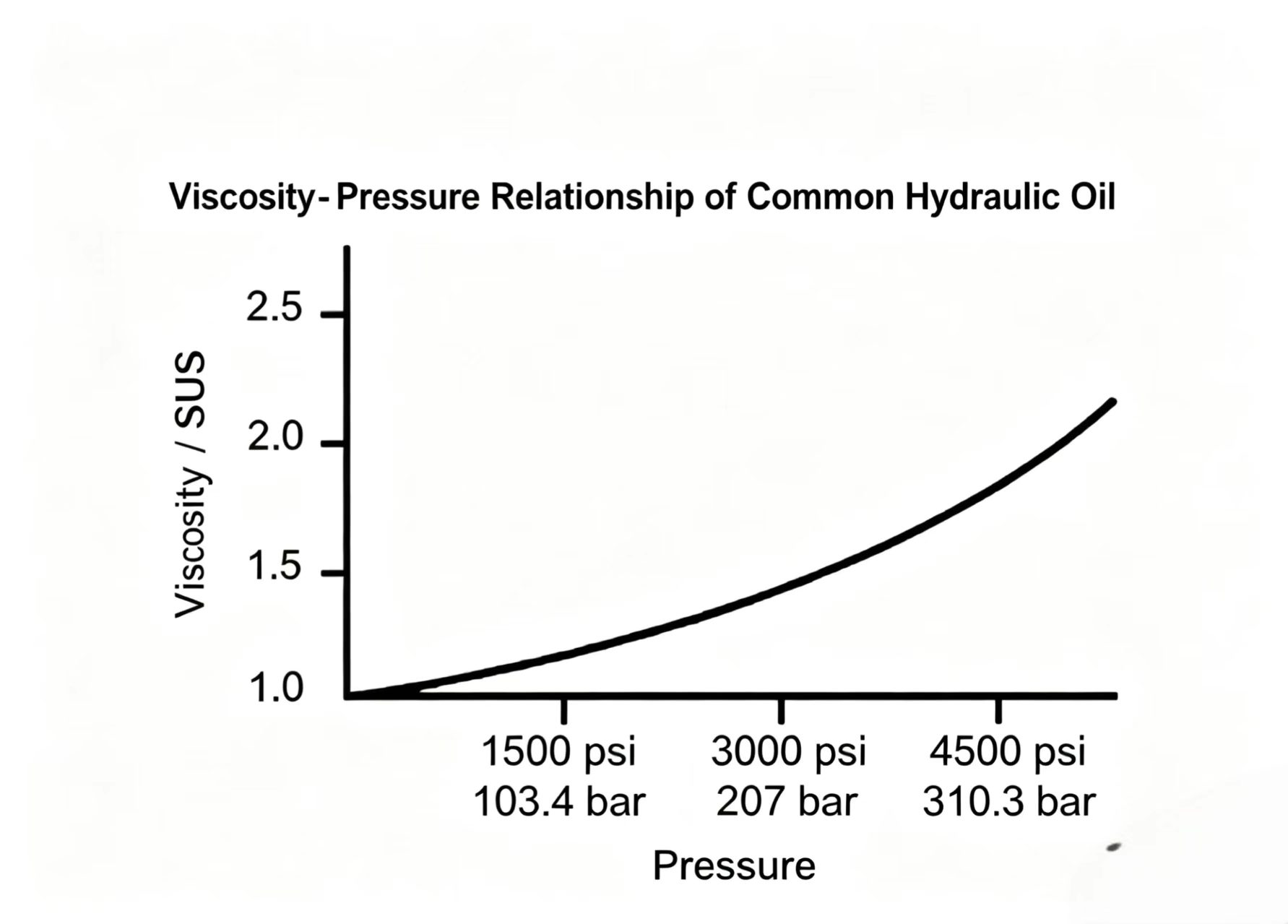
الشكل ٣-٦: تزداد اللزوجة مع ازدياد الضغط. فعند ضغط ٣٠٠٠ رطل/بوصة مربعة (٢٠٧ بار)، قد تصبح اللزوجة أعلى بنسبة ٤٠٪ مقارنةً باللزوجة عند الضغط الجوي.
تؤثر اللزوجة تأثيرًا مباشرًا على إنتاج الحرارة. إذ تُحدث الزيوت عالية اللزوجة (مثل ٥٠٠ سوس / ١٠٧٫٩ سانتيستوكس) مقاومة أكبر للتدفق الداخلي مقارنةً بالزيوت منخفضة اللزوجة (مثل ١٥٠ سوس / ٣٢ سانتيستوكس)، مما يؤدي إلى توليد كمية أكبر من الحرارة داخل النظام.
وفي معظم الأنظمة الهيدروليكية، يتراوح نطاق اللزوجة التشغيلية بين ١٥٠ و٢٥٠ سوس (٣٢–٥٣٫٩ سانتيستوكس) عند درجة حرارة ١٠٠°فهرنهايت (٣٧٫٧°مئوية).
اللزوجة هي مقاومة للتدفق، لذا قد تبدو غير مرغوبٍ فيها. لكنها تؤثر تأثيرًا كبيرًا على التزييت — فهي ذات أهمية بالغة في تكوين فيلم زيت جيد. فكلما زادت اللزوجة، زاد سمك الفيلم وقوته. ومع ذلك، يجب أن يتدفق الزيت بسلاسة أيضًا، لذا فإن اللزوجة المناسبة يجب أن توازن بين هذين الشرطين.

الشكل ٣-٧: يتفاوت سمك فيلم الزيت باختلاف اللزوجة. فاللزوجة العالية تُنتج فيلمًا أكثر سماكةً لكنها تزيد من مقاومة التدفق. أما اللزوجة المنخفضة فتتيح تدفقًا سهلاً، لكن الفيلم الرقيق قد ينكسر تحت التحميل.
إن القدرة على تكوين فيلم زيتٍ قويٍّ خاصيةٌ مهمةٌ لزيت الهيدروليك البترولي. ونسمّي هذه الخاصية «الانزلاقية». وقد يبدو أن الأجزاء المتحركة بسرعة عالية يصعب تزييتها لأن السرعة قد تمحو الفيلم — لكن في الواقع، فإن لزوجة السائل عادةً ما تمنع حدوث ذلك.
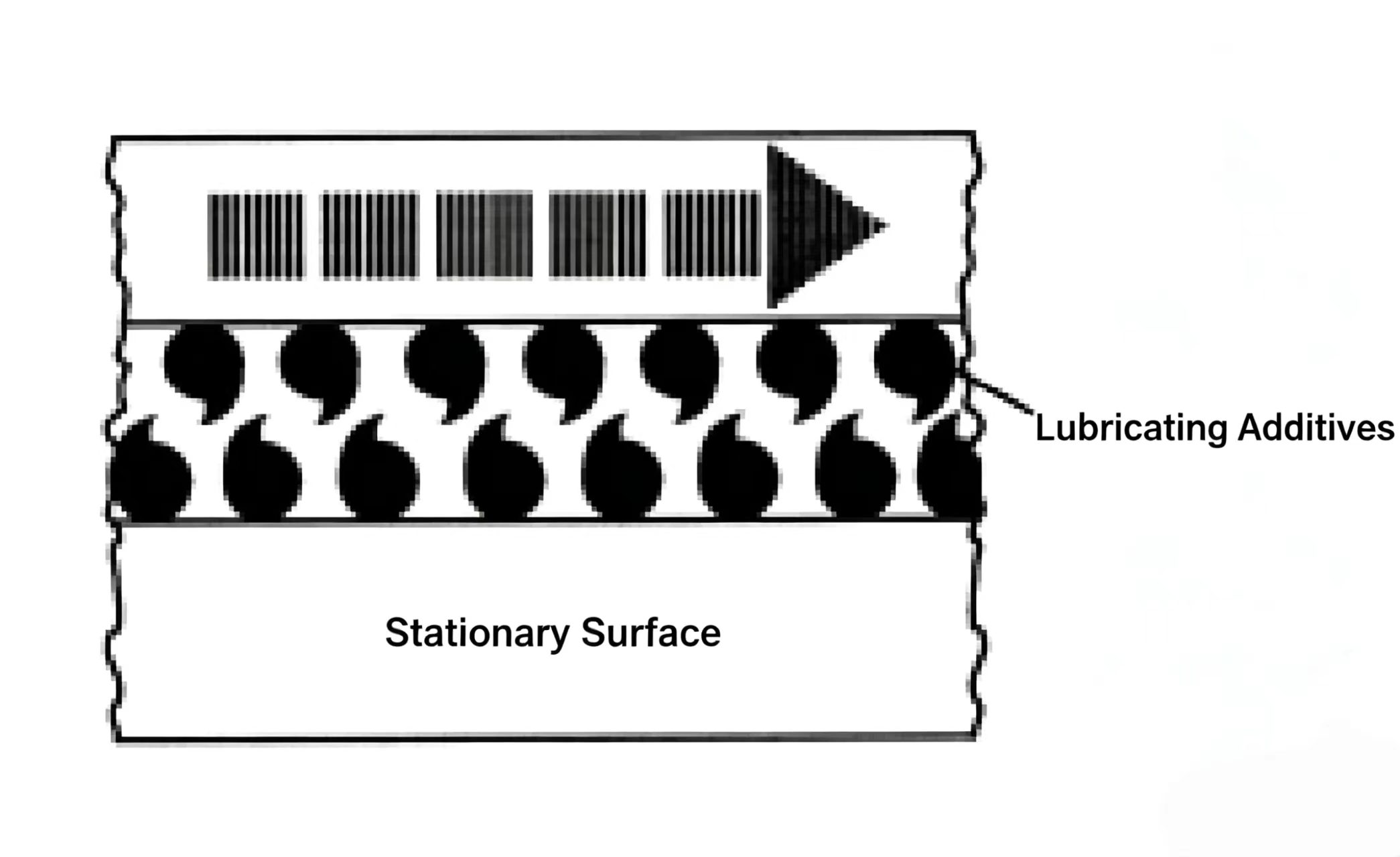
عندما يجلس كتلة معدنية ساكنة على سطح معدني مُزيَّت، وتطبّق قوة دافعة عليها، فإن الحافة الأمامية للكتلة ترتفع قليلاً. ويقاوم الزيت الانزياح (نتيجة ل(viscosity) لزوجته)، فيتكوَّن ما يُسمى بـ«الوتد الزيتي» أسفل الكتلة. ويقوم هذا الوتد بدعم الكتلة أثناء حركتها — تمامًا كما تطفو القارب على الماء. وبشرط أن تبقى الضغوط المؤثرة على الكتلة المتحركة ضمن نطاق معين، فإن الوتد الزيتي يمنع التلامس المباشر بين السطحين المعدنيين. وهذه هي ما تُعرف بالتشحيم الديناميكي (أو الهيدرودايناميكي).
السوائل ذات اللزوجة المنخفضة مثل الماء، في ظل الظروف المنخفضة السرعة والعالية التحميل، تُطرَد بسهولة — ولا يتكون الوتد بالكامل، وتتكسّر الطبقة بسهولة.
فعندما تكون مكونات النظام في حالة حركة، يوفِّر عملية التشحيم الهيدرودايناميكية تشحيمًا جيدًا. لكن عند بدء التشغيل، أو عندما يكون الضغط المؤثر على المكونات مفرطًا، تصبح قدرة الزيت على تكوين طبقة تشحيمٍ متينة (أي خاصية التشحيم) عاملًا بالغ الأهمية.

الشكل ٣-٨: التزييت الهيدروديناميكي. وعند تحرك الكتلة، يتكون سدّاد زيتي يحمِل الحمل ويمنع حدوث تلامس معدني بين السطوح.
كما تؤثر اللزوجة أيضًا في مدى كفاءة إغلاق الزيت للفراغات الضيقة بين الأجزاء المتحركة. فتعتمد العديد من المكونات الهيدروليكية (مثل المضخات والمحركات والصمامات) على الإغلاق المعدني-المعدني — أي أنه لا توجد أختام مطاطية بين، على سبيل المثال، المكبس وأسطوانة المكبس في مضخة المكابس. بل يوجد فقط فيلم رقيق من الزيت داخل الفراغ بين هذه الأجزاء.
وتعمل الفراغات بين هذه الأجزاء كفتحات ثابتة — فهي تُقيِّد باستمرار تدفق التسرب الصغير. ويؤدي هذا التسرب وظيفتين معًا: التزييت والإغلاق. فالتسرب القليل جدًّا يؤدي إلى تزييت غير كافٍ، أما التسرب الزائد فيعني أن النظام يفقد جزءًا من تدفقه، وتقل كفاءته، وتولَّد حرارة زائدة لا داعي لها.
لتحقيق أفضل ختم، يجب أن تكون الفراغات صغيرة قدر الإمكان — ولكن ليس صغيرةً لدرجة تمنع زيت التزييت من أداء وظيفته، ولا كبيرةً لدرجة تسمح بتسرب مفرط. والفراغ الأمثل يوازن بين الختم والتزييت.
عندما تكون لزوجة الزيت منخفضة جدًا (أي عندما يكون الزيت رقيقًا جدًا)، يزداد التسرب عبر الفراغات بشكل مفرط. وهذا يؤدي إلى تقليل كمية التدفق التي تصل إلى المحركات الخطية (Actuators) ويُولِّد حرارةً غير ضرورية. أما عند ارتفاع اللزوجة أكثر من اللازم، فإن فيلم الزيت لا يزال يتكون، لكن مقاومة التدفق تزداد وكفاءة النظام تنخفض.
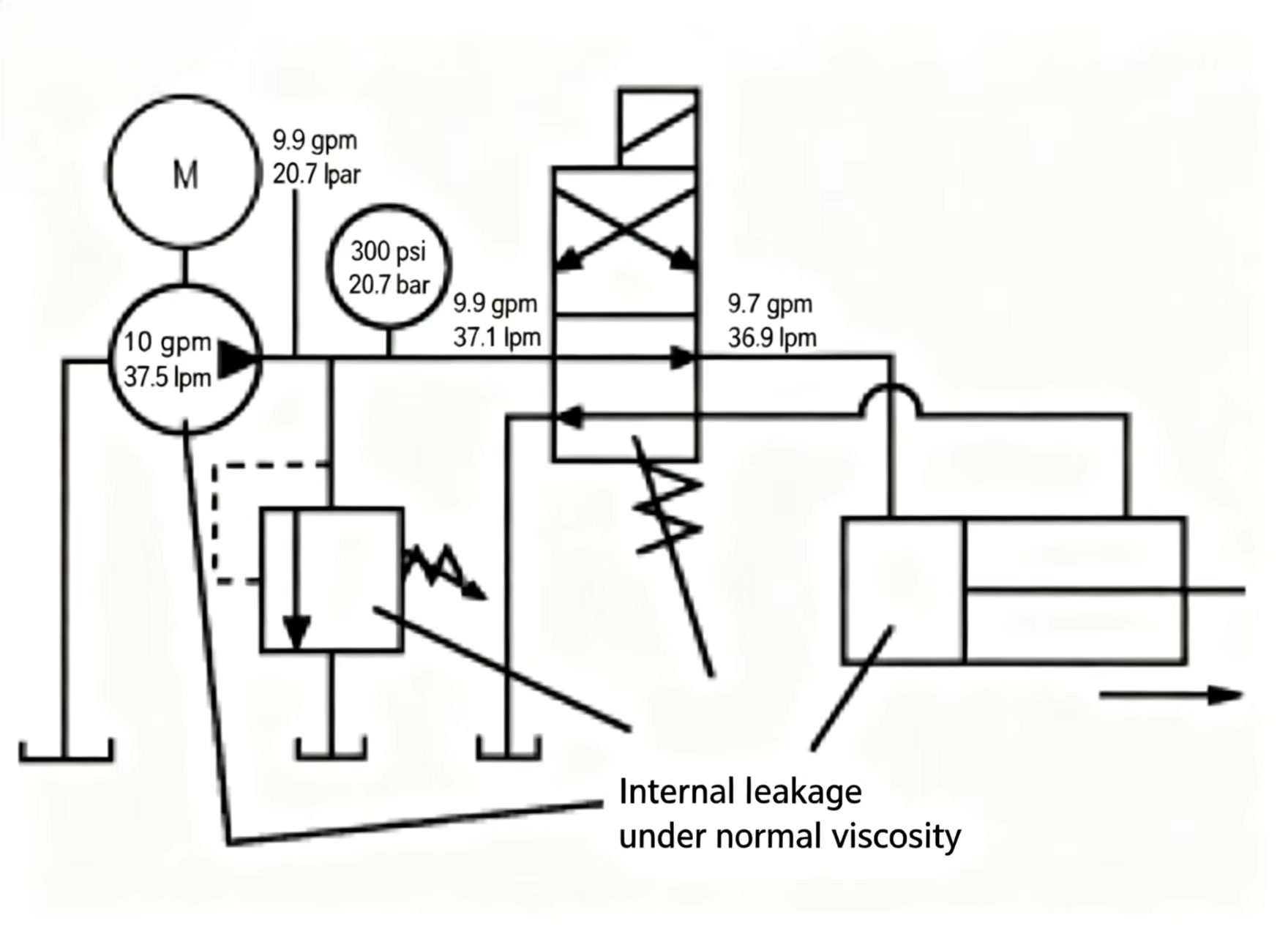
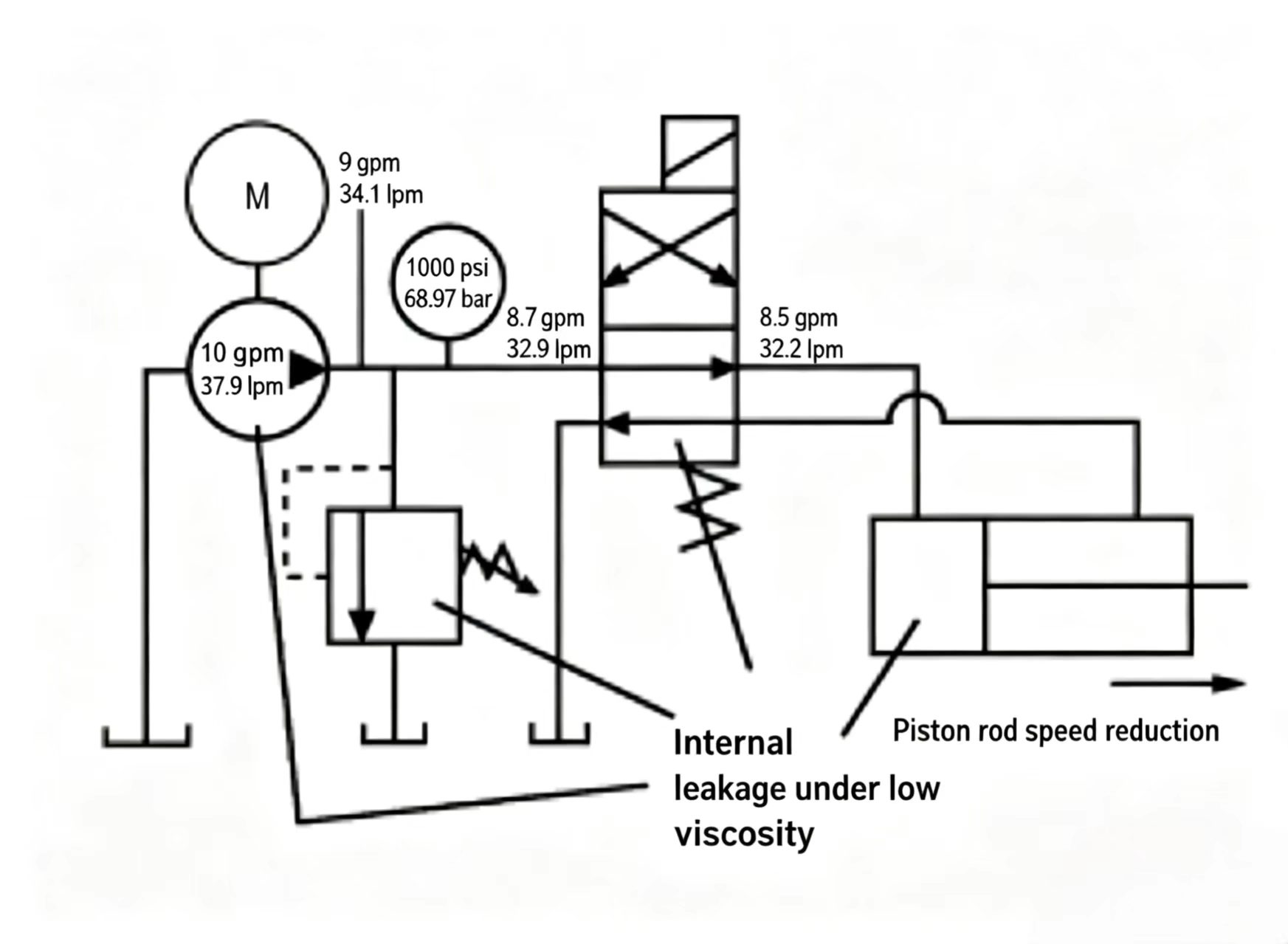
الشكل ٣-٩: تأثير اللزوجة المنخفضة على التسرب الداخلي. فعند استخدام زيت رقيق، يزداد التسرب عبر الفراغات بين الأسطح المعدنية، مما يقلل التدفق الذي يصل إلى المحرك الخطي (Actuator).
لزوجة زيت الهيدروليك تُعَدُّ معاملًا مهمًّا في نظام الهيدروليك. ومع ذلك، تتغير اللزوجة مع درجة الحرارة، ولذلك إذا كان النظام غير قادر على الحفاظ على درجة حرارة تشغيل ثابتة، فيجب أن تبقى لزوجة الزيت مستقرة نسبيًّا ضمن مدى درجات الحرارة التشغيلية.
يصف مؤشر اللزوجة (VI) مدى تغير اللزوجة مع درجة الحرارة. وتُستخدم في هذه العلاقة مخطط ASTM القياسي للعلاقة بين اللزوجة ودرجة الحرارة (الجمعية الأمريكية لاختبار المواد): فعند رسم منحنى لزوجة الزيت عند درجتي حرارة مختلفتين على هذا المخطط، ينتج خطٌ مستقيم. وبإمكانك بعد ذلك قراءة اللزوجة عند أي درجة حرارة أخرى من هذا الخط مباشرةً (وهذه الطريقة صالحة فقط للزيوت الأساسية الخالية من الإضافات الكيميائية؛ إذ يمكن أن تؤثر الإضافات على العلاقة الطبيعية بين اللزوجة ودرجة الحرارة).
إذا رُسم منحنيا زيتين على نفس المخطط، فإن الخط الأكثر أفقيةً هو الخاص بالزيت ذي مؤشر اللزوجة الأعلى. وعلى سبيل المثال:
يتميز الزيت أ بخطٍ أكثر استواءً — أي أن لزوجته تتغير بمقدار أقل مع تغير درجة الحرارة — وبالتالي فإن مؤشر لزوجة الزيت أ أعلى.
عندما تم تقديم مفهوم مؤشر اللزوجة (VI) لأول مرة، كان المقياس يمتد من ٠ (أسوأ حالة، وأكثر حساسية للتغيرات في درجة الحرارة) إلى ١٠٠ (أفضل حالة، وأقل حساسية للتغيرات في درجة الحرارة). ويمكن لطرق التكرير الحديثة إنتاج زيوت ذات مؤشر لزوجة يتجاوز ١٠٠. وفي الأنظمة الهيدروليكية الحديثة، يُشترط عادةً أن يكون مؤشر اللزوجة (VI) ≥ ٩٠، رغم أن هذا المؤشر يكتسب أهمية أقل في الأنظمة التي تعمل عند درجة حرارة ثابتة نسبيًا.

الشكل ٣-١٠: مخطط ASTM للعلاقة بين اللزوجة ودرجة الحرارة. وكلما كان الخط أكثر أفقيةً، زاد مؤشر اللزوجة — أي أن الزيت أقل حساسيةً لتغيرات درجة الحرارة.
يُعد زيت الهيدروليك البترولي مُزلِّقًا جيدًا لأنظمة التشغيل الهيدروليكية، لكنه يمتلك نطاقًا معينًا من اللزوجة يعمل ضمنه بكفاءة عالية. فإذا كانت لزوجة الزيت منخفضة جدًا، فإن فيلم الزيت يصبح رقيقًا جدًا (كالماء)، ما يؤدي إلى تآكل المكونات. أما إذا كانت اللزوجة مرتفعة جدًا، فإن الزيت لا يمكنه التدفق بسرعة كافية إلى المحامل، فيؤدي ذلك إلى حرمان المكونات من التزييت الكافي.
المكونات الدوارة — مثل المضخات والمحركات الهيدروليكية — تحتاج بشكل خاص إلى تزييت جيد للمحامل. ويحدد مصنعو المضخات نطاق اللزوجة المطلوب لمنتجاتهم. وإذا تم تزييت هذه المكونات بشكل سليم، فإن جميع المكونات الأخرى في النظام تكون مُزَيَّتةً بشكل كافٍ أيضًا.
وبمجرد معرفة نطاق اللزوجة المطلوب، يتحدد من خلال مدى درجة حرارة التشغيل في النظام الزيت الهيدروليكي المحدد الذي يجب اختياره. فعلى سبيل المثال، إذا كان النظام يتطلب لزوجة تتراوح بين ٧٠–٢٥٠ وحدة سوس (SUS) (أي ما يعادل ١٥–٥٤ سانتيستوكس cSt)، ومدى درجة حرارة التشغيل هو ٨٠–١٤٠°فهرنهايت (٢٦٫٧–٦٠°مئوية)، فيجب اختيار الزيت Y. أما إذا كان مدى درجة الحرارة ١١٠–١٧٠°فهرنهايت (٤٣٫٣–٧٦٫٧°مئوية)، فيجب اختيار الزيت Z.
وحتى في البيئات الصناعية، قد تنخفض درجة الحرارة إلى مستويات منخفضة جدًّا. ولضمان قدرة المضخة على سحب الزيت بشكل طبيعي عند بدء التشغيل، يحدد مصنعو المضخات أقصى لزوجة مسموح بها عند التشغيل: وتبلغ عادةً ١٠٠٠ وحدة سوس (SUS) (أي ما يعادل ٢١٦ سانتيستوكس cSt) للمضخات ذات المكابس، و٧٥٠٠ وحدة سوس (SUS) (أي ما يعادل ١٦١٨ سانتيستوكس cSt) للمضخات ذات الشفرات والتروس.
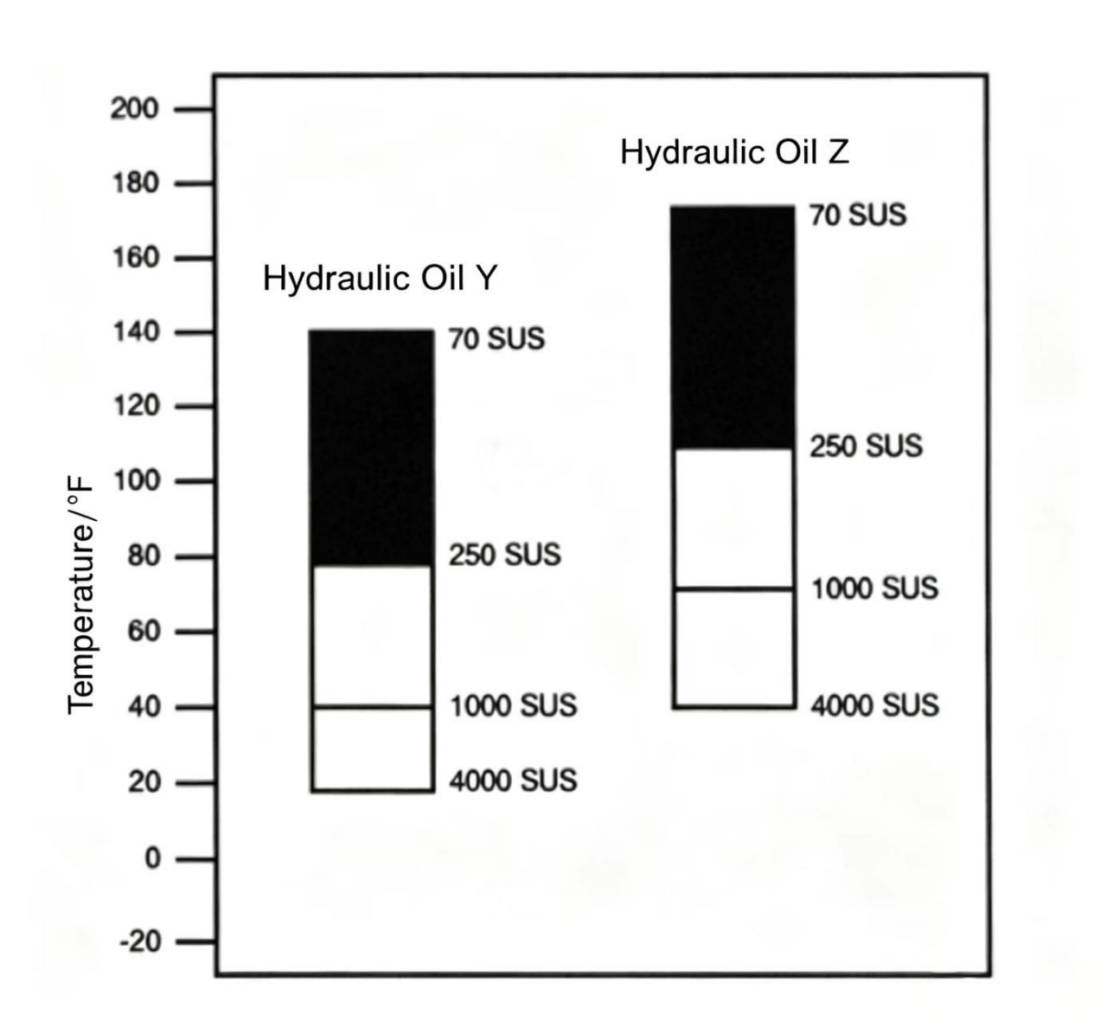
الشكل ٣-١١: اختيار درجة زيت التزييت وفقًا لدرجة حرارة التشغيل. وتُظهر المنطقة المظللة النطاق القابل للاستخدام من اللزوجة. اختر الزيت الذي تغطي منطقة لزوجته نطاق درجة حرارة التشغيل الخاص بك.
لا يوضح مخطط اللزوجة الصادر عن الجمعية الأمريكية لاختبار المواد (ASTM) نقطة التدفق. فعند درجات الحرارة المنخفضة جدًّا، يتوقف زيت البترول تمامًا عن التدفق — حيث تترسب بلورات парафин الشمعية من الزيت وتعيق تدفقه. ونقطة التدفق هي أدنى درجة حرارة يمكن عندها لأن يكون لزيت الهيدروليك القدرة على التدفق بعد، وهي تقاس في ظروف المختبر القياسية الصادرة عن الجمعية الأمريكية لاختبار المواد (ASTM).
في نظامٍ فعليٍّ، إذا تم استيفاء الحد الأقصى لمتطلبات لزوجة التشغيل الأولي، فإن التحقق من نقطة التدفق عادةً لا يكون ضروريًّا بشكل منفصل. ومع ذلك، إذا كان النظام قد يعمل عند درجات حرارة منخفضة جدًّا، فيجب أن تكون نقطة تدفق الزيت أقلَّ على الأقل بـ٢٠°فهرنهايت من أدنى درجة حرارة تشغيل متوقعة.
يمكن العثور على بيانات نقطة التدفق لأي زيت معين في ورقة بيانات المنتج الخاصة به.
عند تشغيل نظام هيدروليكي يومًا بعد يوم، تتعرض زيت البترول لظروف قاسية. وقد تنشأ عدة مشكلات تؤثر على الزيت والنظام على حد سواء: التشحيم تحت الضغط العالي، أكسدة الزيت، تلوث الزيت بالماء، امتصاص الهواء، وتلوثه بالجسيمات الصلبة. وتُعالَج المضافات الكيميائية الموجودة في الزيت العديد من هذه المشكلات.
مهم: لا يمكن للمضافات الكيميائية أن تحل كل مشكلات الزيت بشكل كامل، ولا يوجد زيتٌ واحدٌ يحتوي على جميع المضافات. فليس هناك «زيت خارق» يؤدي كل المهام. كما أن العديد من المضافات غير متوافقة مع بعضها البعض — إذ قد يؤدي خلط زيوت ذات حزم مضافات مختلفة من مورِّدين مختلفين إلى تفاعلات ضارة.
إن زيت الهيدروليك البترولي عالي الجودة ليس دائمًا مادة تشحيم جيدة عند الضغوط العالية. فعند ازدياد الضغط، ينكسر وتد الزيت بين الأجزاء المتحركة بسهولة أكبر، ويصبح الفيلم اللصقي (الخواص التشحيمية) عاملًا حاسمًا. ويمكن للمضافات الكيميائية أن تحسّن التشحيم تحت الضغط العالي أو التشحيم الحدّي.

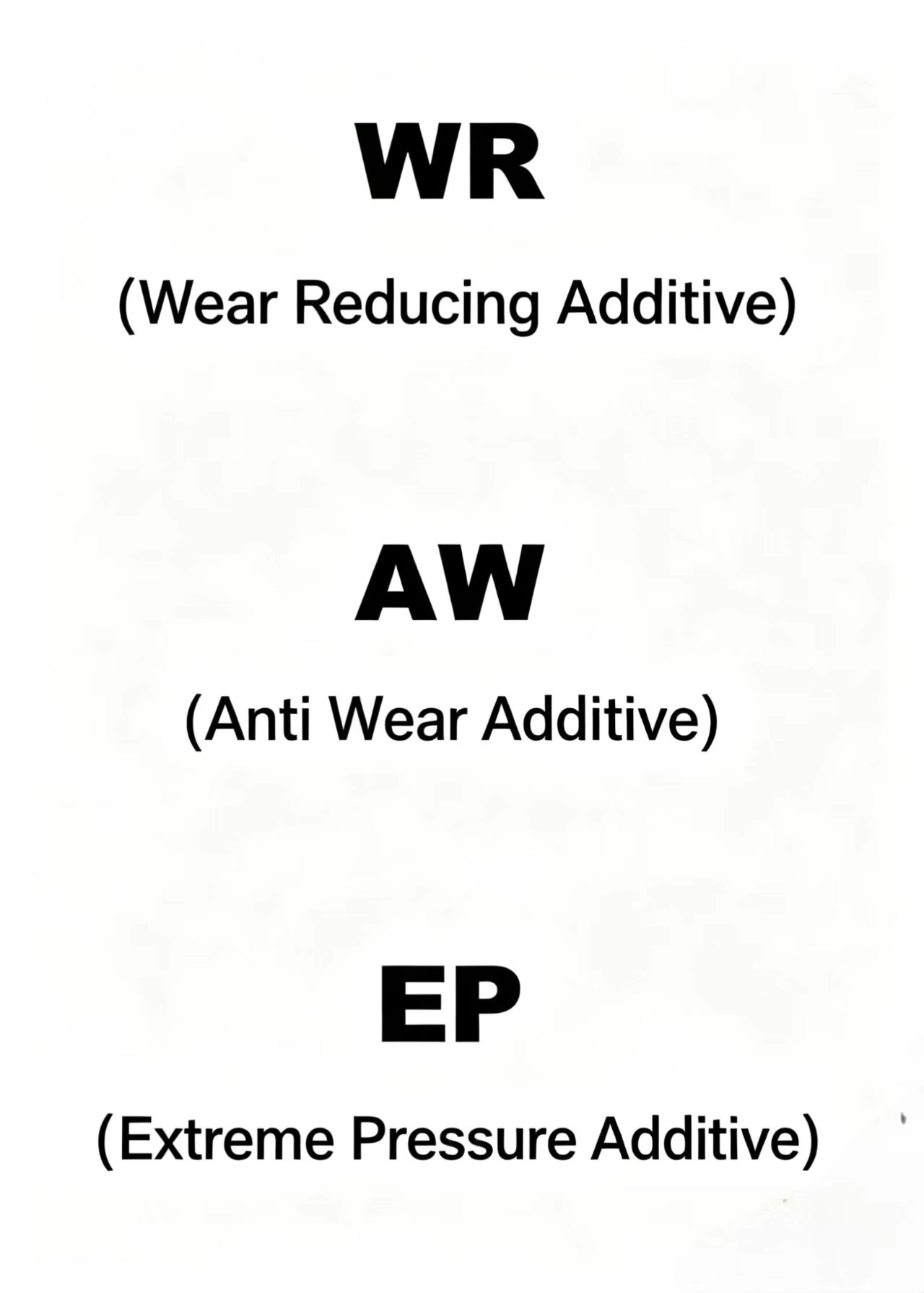
هناك ثلاثة أنواع من إضافات مقاومة التآكل:
لا يمكن استخدام الأنواع الثلاثة معًا في نفس الزيت — فهي تؤدي أغراضًا مختلفة. وتُستخدم إضافات الزيوتية/الملطفة (WR) في الأنظمة ذات الضغط المنخفض (أقل من ١٠٠٠ رطل/بوصة مربعة أو ٦٨٫٩٧ بار). أما إضافات مقاومة الضغط الشديد (EP) فتُستخدم أساسًا في الأنظمة التي يتجاوز ضغطها ٣٠٠٠ رطل/بوصة مربعة (٢٠٧ بار) أو في زيوت تشحيم التروس وآلات التشغيل. بينما تُستخدم إضافات مقاومة التآكل (AW) في النطاق المتوسط (من ١٠٠٠ إلى ٣٠٠٠ رطل/بوصة مربعة أو من ٦٨٫٩٧ إلى ٢٠٧ بار).
للتحقق مما إذا كان الزيت يحتوي على إضافات مقاومة للتآكل، ابحث عن اسم الزيت أو راجع ورقة بيانات المورد. مثال: "هارموني ٤٨ AW" (شركة غلف أويل) — حيث تشير عبارة "AW" إلى خاصية مقاومة التآكل؛ و"سونفيس ٨١٦ WR" (شركة سان أويل) — وتشير عبارة "WR" إلى خاصية تقليل التآكل.
فالكثير من منتجي الزيوت المكررة لا يذكرون محتوى إضافات مقاومة التآكل في اسم المنتج؛ ولذلك يجب دائمًا الرجوع إلى ورقة البيانات الخاصة بالزيوت المحددة. وإذا كانت هناك مشكلة تآكل مفرطة في النظام، وكان الزيت المستخدم لا يحتوي على إضافات مقاومة للتآكل، فقد يساعد التحول إلى زيت يحتوي على هذه الإضافات (AW) — لكن يُشترط أولًا التأكد من أن التآكل ليس ناتجًا عن تلوث الزيت.
الأكسدة هي التفاعل الكيميائي بين مادة ما والأكسجين — وهي عملية شائعة. فعندما تعض تفاحةً ويتحول لبها إلى اللون البني، فهذه أكسدة. كما أن حافة سيارةٍ خدشتها واتُركت مكشوفةً للهواء تتفاعل مع الأكسجين وتتآكل. وبالمثل، يتأكسد جزء كبير من العالم، بما في ذلك الزيت، بهذه الطريقة.
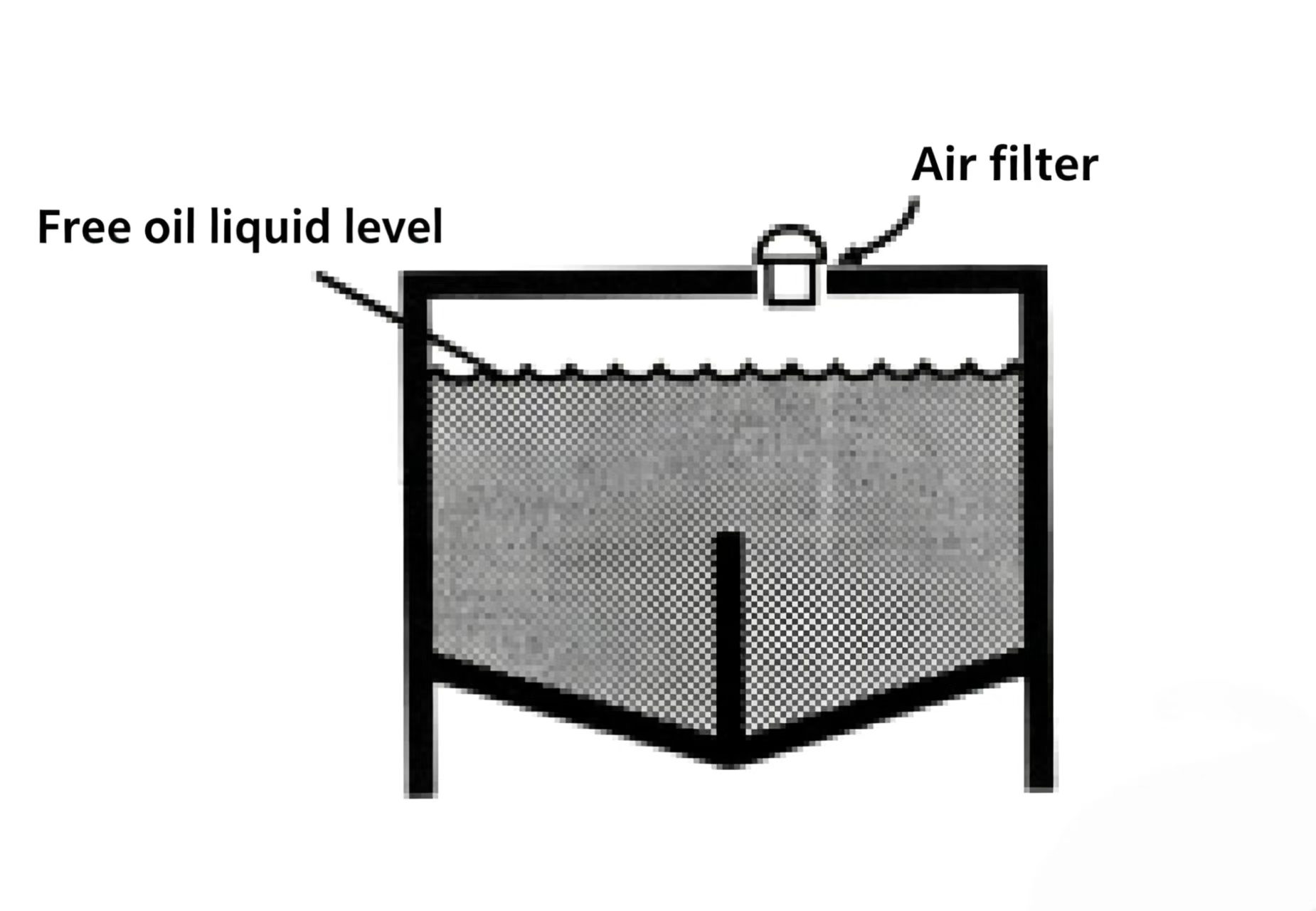
تحدث أكسدة الزيت في النظام الهيدروليكي أساسًا في مكانين: الخزان ومخرج المضخة. وكلا المكانين يتضمّن اتصال الزيت بالأكسجين، لكن عملية الأكسدة تختلف في كلٍّ منهما.
في الخزان، تتفاعل السطح الحر للزيت مع الأكسجين الموجود في الهواء. وتشمل نواتج هذه التفاعلات أحماضًا ضعيفة ومواد تشبه الصابون. وتؤدي هذه الأحماض إلى تآكل أسطح المكونات وإنتاج بقع صبغية داكنة. أما المواد الشبيهة بالصابون فتغطي أسطح المكونات وتسد الفتحات الصغيرة في منافذ استشعار الضغط والممرات التشحيمية.
تسرّع الحرارة أكسدة الزيت. فكل ارتفاع بمقدار 18–20°فهرنهايت (10–11°مئوية) فوق درجة حرارة الخزان المتوسطة (130°فهرنهايت / 54.4°مئوية) يضاعف تقريباً معدل الأكسدة.
المكان الثاني الذي يتعرّض فيه الزيت للأكسدة هو عند مخرج المضخة. فإذا تسرب الهواء عبر خط السحب أو أحدث زيت الإرجاع اضطراباً في الخزان ما تسبب في دخول فقاعات هواء إلى مدخل المضخة، فإن هذه الفقاعات تصل إلى مخرج المضخة عالي الضغط ثم تنفجر فجأةً (تنهار بعنف) تحت تأثير الضغط العالي. ويؤدي هذا الانفجار إلى توليد حرارة محلية شديدة. وتُظهر الحسابات أن درجة الحرارة قد تصل إلى 2100°فهرنهايت (1149°مئوية) عندما تتقلّص فقاعة من ضغط قريب من الصفر إلى 3000 رطل/بوصة مربعة (207 بار). وعند هذه الدرجة من الحرارة، يشتعل الزيت مُنتجاً رواسب تشبه الراتنج ورائحة حارقة نفّاذة.
إذا تشكلت منتجات الأكسدة عند مخرج المضخة، فإن الراتنج يذوب في الزيت. وعندما يتلامس الراتنج مع الأسطح الساخنة (مثل دوار المضخة أو سلك صمام التخفيف)، فإنه يترسب خارج الزيت على هيئة رواسب لاصقة (فَرْنيش) على تلك الأسطح، مما يؤدي إلى التصاق الأجزاء المتحركة وانسدادها.
كما يتفاعل الراتنج الموجود في الزيت مع الغبار والجسيمات ليشكّل طبقة راسبية (وحلًا)، تُحدث انسدادًا في الفتحات الصغيرة الموجودة في الصمامات والمرشحات، وتمنع انتقال الحرارة عبر جدران الخزان. وانهيار الفقاعات عند مخرج المضخة يُعد سببًا رئيسيًّا للأكسدة السريعة للزيت.

الشكل ٣-١٤: انهيار فقاعة هواء عند مخرج المضخة. وعند انضغاط الفقاعات من ضغط منخفض إلى ضغط مرتفع، قد تتجاوز درجات الحرارة المحلية ٢٠٠٠°فهرنهايت — وهي درجة كافية لإشعال الزيت وتكوين رواسب لاصقة (فَرْنيش).
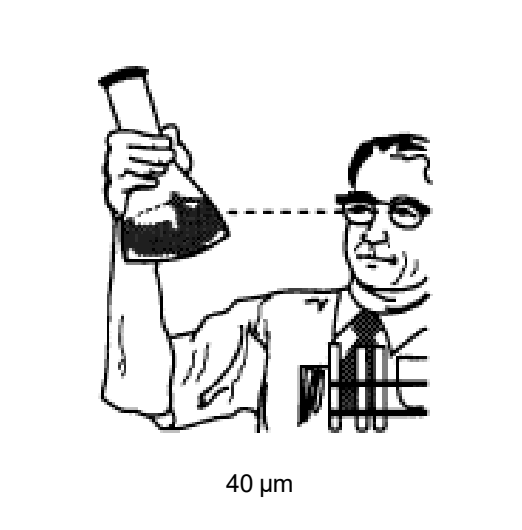
قارن عينةً من الزيت المأخوذة من النظام (وقد تكون مؤكسدة) مع عينة زيت جديدة من البرميل، وعند نفس درجة الحرارة. ويُشعرك الزيت الجديد بلزوجةٍ واضحة عند فركه بين الإبهام والسبابة، ويظل عالقًا على الأصابع. أما الزيت المؤكسد فيشعرك وكأنه مائي — أي ينسكب بسهولة كالماء، ويمتاز بضعف اللزوجة والالتصاق.
كما أن الزيت المؤكسد الناتج عن انفجار الفقاعات يمتلك رائحةً حادةً لاذعةً. وإذا أظهرت العينة علامات التأكسد، فأرسلها إلى مختبرٍ لتحليلها. وإذا تعذّر إعادة تأهيلها، فقم بغسل النظام تمامًا واستبدله بزيتٍ جديد.

يحتوي أي زيت هيدروليكي على بعض الرطوبة. وبكميات صغيرة، ينقسم الماء إلى قطرات دقيقة جدًّا ويُحمَل بواسطة الزيت. ولا يمتزج الماء مع الزيت (ما عدا الزيوت القابلة للذوبان في الماء)؛ وبكميات كبيرة، يستقر الماء في قاع الخزان.
إذا كان الزيت يحتوي بالفعل على أحماض وراتنجات ناتجة عن التأكسد، فإنها ستسرّع من احتباس الماء.
يُعتبر مقارنة العينة المشبوهة مع عينة زيت جديدة الفحص الأساسي. ضع الزيت الجديد في قارورة زجاجية وارفعها نحو الضوء — فستبدو صافية مع وجود فقاعات خفيفة. وإذا احتوت العينة على ٠٫٥٪ من الماء، فإنها تبدو غائمة أو ضبابية. أما عند احتوائها على ١٪ من الماء، فهي تبدو حليبية.
طريقة أخرى: سخّن العينة الحليبية/الضبابية — فإذا أصبحت صافية بعد فترة، فهذا يدل على احتمال وجود الماء. وإذا احتوى الزيت على كمية كبيرة من الماء، فسيترسب معظمها تدريجياً؛ ويمكن للفصل بالطرد المركزي أن يُسرّع هذه العملية إذا كانت المدة الزمنية عاملًا مهمًّا.
إذا احتوى الزيت على كمية صغيرة جدًّا من الماء (< ٠٫٥٪)، وكانت متطلبات النظام غير مشددة للغاية، فقد لا يحتاج إلى الاستبدال الفوري. ويُسرّع وجود الماء في الزيت عملية الأكسدة ويقلل من خاصية التزليق؛ أما الماء نفسه فيتبخر تدريجيًّا، لكن نواتج الأكسدة التي تسبب بها تبقى وتستمر في إحداث الضرر. وإذا كان الزيت عند الحد الفاصل، أرسله إلى مختبر.
الشكل ٣-١٦: فحص الماء بالعين المجردة. ويمكن تقدير كمية الماء في الزيت من درجة الغموض التي تظهرها العينة عند رفعها نحو الضوء.
من منظور النظام الهيدروليكي، يُعَد التآكل هجومًا كيميائيًّا على أسطح المكونات ناتجًا عن الأحماض التي تتكوَّن أثناء أكسدة الزيت. أما الصدأ فهو أكسدة الأسطح المصنوعة من الحديد الناتجة عن وجود الماء في الزيت.
يذيب التآكل المعدن ويجرِّده من سطحه — ما يؤدي إلى تقليل حجم القطع الدقيقة ووزنها. أما الصدأ فيضيف مادةً إلى أسطح الحديد — ما يؤدي إلى زيادة حجمها ووزنها. وعندما تتغيَّر أبعاد المكونات الدقيقة، فإن كفاءتها وأدائها يتأثَّران. ولا يُسمح بتواجد التآكل أو الصدأ في أي نظام هيدروليكي.
حتى الكميات الضئيلة جدًّا من الماء الموجودة في الزيت يمكن أن تسبِّب صدأً على أسطح المكونات الحديديَّة. وبظروف طبيعية، لا يوفِّر الزيت وحده حمايةً كافيةً ضد التآكل، كما أن من المستحيل عمليًّا إبقاء كل الماء خارج النظام الهيدروليكي — ولذلك تحتوي معظم الزيوت الهيدروليكية على مثبِّطات للصدأ، والتي تشكِّل غشاءً كيميائيًّا واقيًا على أسطح المعادن.
كما أن تفاعل الهواء مع الزيت في الخزان يُنتج أيضًا مركبات أكسدة تهاجم في النهاية الأسطح المعدنية وتُسرّع من أكسدة الزيت أكثر فأكثر. ولذلك تُضاف أيضًا مثبِّطات الأكسدة — وهي مواد كيميائية تُعطّل سلسلة التفاعلات المؤدية للأكسدة.
لا يمكن منع أكسدة درجات الحرارة العالية الناتجة عن انفجار الفقاعات عند مخرج المضخة بالمواد الكيميائية وحدها؛ بل يمكن التحكم فيها فقط عبر إزالة الهواء من تدفق المدخل الخاص بالمضخة. وتُعتبر الإضافات المقاومة للأكسدة والصدأ (R&O) الحزمة الإضافية الأساسية في معظم زيوت التشغيل الهيدروليكية الصناعية. ويُشار إلى الزيوت المزوَّدة بهذه الإضافات أحيانًا بـ«زيوت R&O». أما زيوت R&O الشفافة (الواضحة) من الدرجة الممتازة فهي أعلى جودةً؛ وقد تكون درجات زيوت التوربينات الأدنى لا تزال مناسبةً للعديد من التطبيقات الهيدروليكية، وتُصنَّف على أنها «زيوت R&O دون جودة التوربينات».
يجب أن يؤدي عودة الزيت إلى الخزان إلى تحرير أي هواء محبوس في النظام. وفي بعض الأنظمة، تكون تسريبات الهواء من جانب المضخة الماصة شديدةً، وعند ارتطام الزيت العائد بالسطح داخل الخزان، يُكوِّن رغوةً — والتي تؤدي في النهاية إلى سحب الهواء المحبوس مجددًا إلى المضخة، مما يسبب عدم استقرار النظام، ويُسرِّع أكسدة الزيت، ويولِّد ضوضاء، وقد يؤدي حتى إلى فيضان الزيت من الخزان، ما يشكِّل خطرًا بيئيًّا.
أفضل حلٍّ هو إصلاح التسريبات وإعادة تصميم دائرة العودة، على سبيل المثال: استخدام حاجز داخلي في الخزان (Baffle)، أو استخدام خط عودة أكبر قطرًا لتقليل سرعة دخول الزيت إلى الخزان. ولأسباب اقتصادية أو عملية أو تدريبية، قد تُستخدم بدلاً من ذلك إضافات كيميائية.
تمنع إضافات مكافحة الرغوة تكوّن الرغوة في الزيت. ويقوم بعضها بذلك عن طريق دمج الفقاعات الصغيرة معًا لتكوين فقاعات كبيرة ترتفع إلى السطح وتنفجر. أما النوع الآخر فيعمل على عرقلة خروج الهواء للحد من الرغوة، لكنه يزيد في المقابل من عدد الفقاعات الدقيقة في النظام. وعند اختيار إضافة لمكافحة الرغوة، تأكَّد من اختيار النوع الذي يسمح بخروج الهواء — وليس النوع الذي يحبس كمية أكبر من الهواء.
تحقَّق من رغوة الزيت عن طريق أخذ عينة من الخزان. وتُخبرك الفحوصات البصرية بسرعة ما إذا كان الزيت يحتوي على هواء أم لا. ويجب أخذ العينات في أقرب مكان ممكن من مدخل المضخة حتى تمثِّل العينة الزيت الذي يدخل النظام فعليًّا.
علامات أخرى على وجود هواء في النظام: ضجيج عالٍ النبرة وغير منتظم صادر عن المضخة؛ وقد تصدر المضخة أحيانًا صوت طَقْطَقَةٍ قويٍّةٍ بشكل متقطع، وكأن شخصًا ما يطلق النار داخلها. كما أن حركة الأسطوانة غير المنتظمة وقراءات مقياس الضغط غير المستقرة تُعَدُّ أيضًا علامات على وجود هواء.
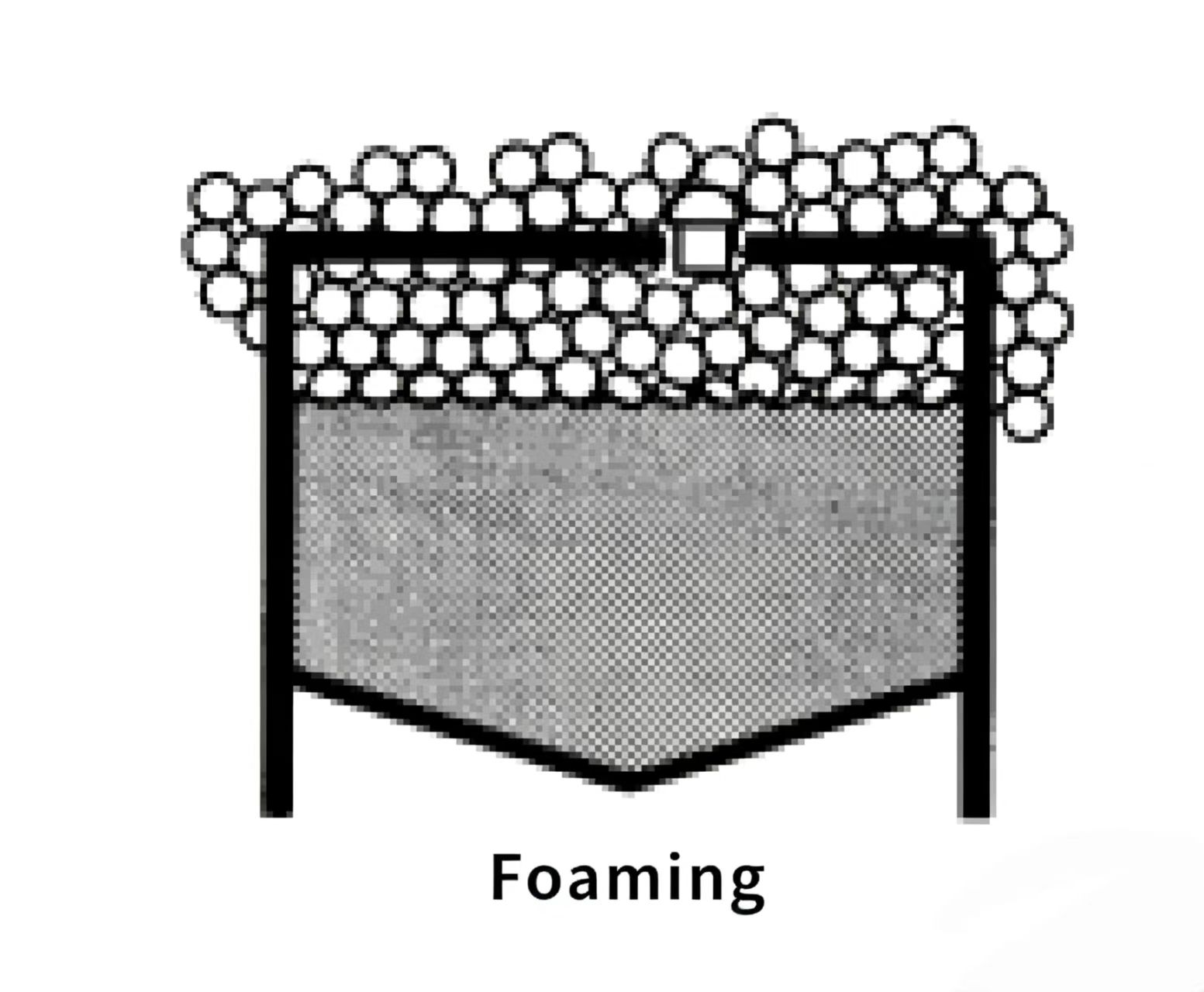
الشكل ٣-١٨: وجود هواء في النظام الهيدروليكي. ظهور رغوة على سطح خزان الزيت (يسار) أو صدور ضجيج من المضخة (يمين) يدلّ كلاهما على مشاكل دخول الهواء إلى النظام.
أكبر مشكلة تواجه الزيت الهيدروليكي أثناء التشغيل هي التلوث. ويمكن أن تكون الملوثات عبارة عن ماء أو هواء أو جسيمات صلبة — وتُعَدُّ الجسيمات الصلبة أكثر أنواع الملوثات انتشارًا وأكثرها ضررًا.
قد تؤدي الملوثات الصلبة إلى انسداد فتحات صمامات التحكم، أو تسبب تجمُّد الأجزاء المتحركة، أو تسرّع من معدل التآكل، أو تحفِّز أكسدة الزيت.
يُعرَّف الملوث بأي مادة غير قابلة للذوبان موجودة في الزيت. وتدخل الملوثات النظام بعدة طرق: أثناء التصنيع والتجميع والتخزين والنقل لمكونات النظام؛ ومن البيئة الخارجية عبر أختام قضيب الأسطوانة التالفة أو مُvented الخزان التالف؛ وكذلك من داخل النظام نفسه — إذ تُنتج الأجزاء الداخلية البالية جسيمات معدنية باستمرار. ولا يتوقف التلوث أبدًا.
لا يمكن لأي مُضافة كيميائية إزالة الملوثات من الزيت أو منع دخولها إليه. والهدف من التصميم الجيد للنظام وصيانته هو منع دخول الملوثات، أما إزالة الملوثات من الزيت فهي مسؤولية الفلاتر وفريق الصيانة.
لا يمكن للعين المجردة تحديد مستوى التلوث بدقةٍ موثوقة. ففحص الزيت في قارورة زجاجية تحت الإضاءة ليس طريقة دقيقة لتقييم التلوث — إذ إن العديد من الجسيمات الضارة لأنظمة الهيدروليك صغيرة جدًّا بحيث لا يمكن رؤيتها بالعين المجردة. وتتطلب عملية تقييم التلوث بدقة تحليلًا مخبريًّا.
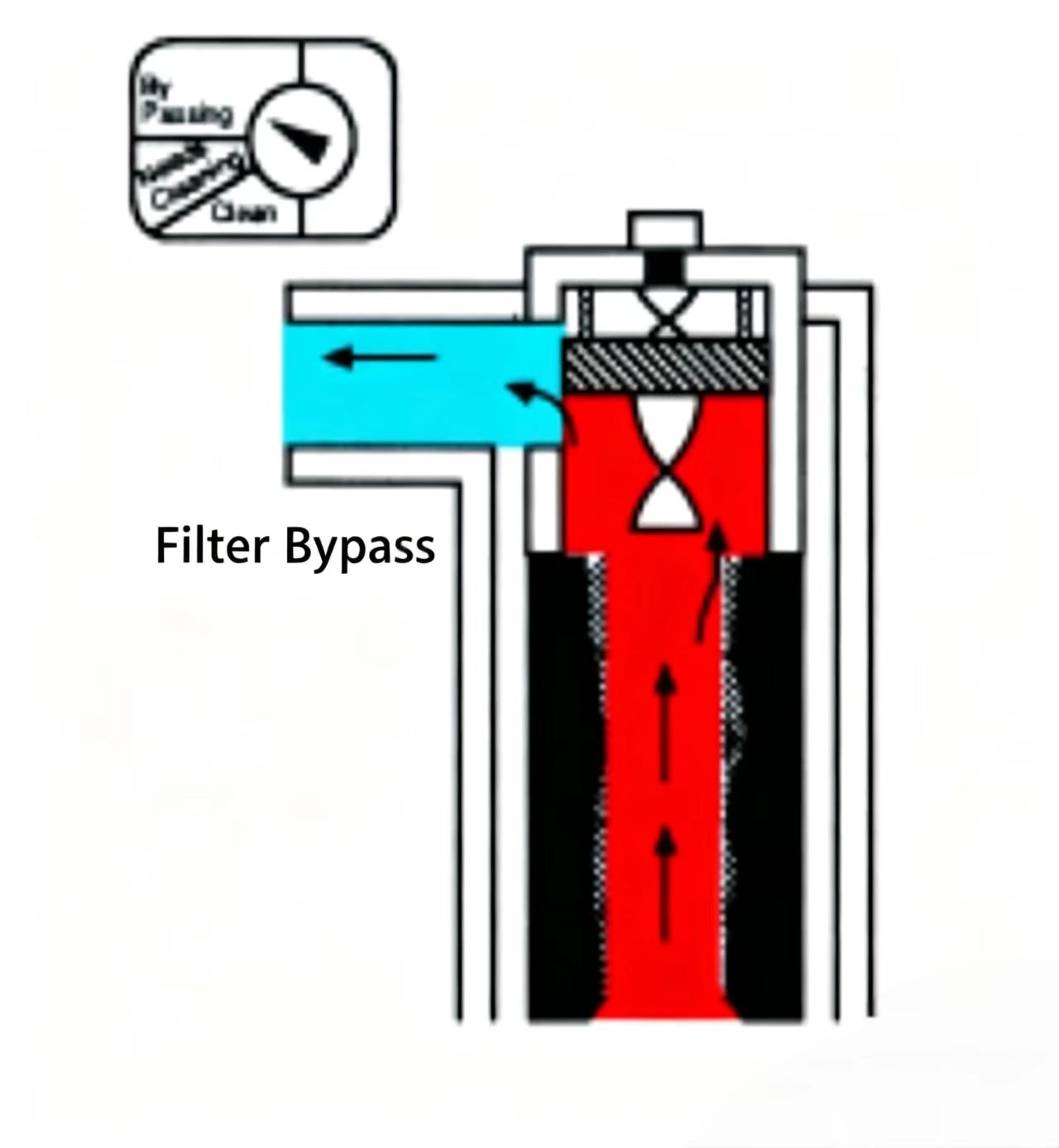
مؤشر انسداد فلتر النظام يوفّر وسيلةً أخرى لفحص التلوث. فإذا كان حجم الفلتر مناسبًا للنظام وعمل مؤشر الانسداد بشكلٍ سليم: فإن ظهور المؤشر على وضع «نظيف» يعني أن الزيت نظيفٌ بما يكفي للنظام؛ وظهور المؤشر على وضع «يحتاج إلى صيانة» يعني أن الفلتر يحتاج إلى صيانة أو استبدال؛ وإذا أشار المؤشر إلى حالة «التجاوز» (Bypassed)، فهذا يعني أن الزيت ملوَّثٌ جدًّا وأن الفلتر يحتاج إلى خدمة عاجلة.

الشكل 3-19 مؤشر حالة الفلتر. "نظيف" (أعلى): الزيت مقبول. "يتطلب الصيانة" (في المنتصف): قم بصيانة الفلتر أو استبداله. "تم التخطي" (أسفل): الزيت ملوثٌ جدًّا — يجب إجراء الصيانة فورًا.
وكما سبق الذكر، فإن زيت الهيدروليك يؤدي وظائف متعددة في النظام ويحتوي على مواد مضافة متنوعة لدعم هذه الوظائف. ولذلك فإنه يستحق اهتمامًا خاصًّا أثناء التخزين، ونقله إلى الخزان، وطوال فترة تشغيل النظام.
وأثناء التخزين، تكمن المهمة الأساسية في الحفاظ على الزيت في أفضل حالة ممكنة. فالتلوث الذي يصيب الزيت داخل البراميل أثناء التخزين لا يُعتبر هدرًا للموارد فحسب، بل قد يُزوِّد النظام أيضًا بزيتٍ منخفض الجودة، مما يُضعف موثوقية النظام.
يجب تخزين البراميل في مكان نظيف وجاف. أما البراميل المخزَّنة في الهواء الطلق فيجب وضعها على جوانبها لمنع تراكم المياه على سطحها والتسرب عبر غطاء السدادة.
قبل البدء في نقل الزيت، نظّف غطاء البرميل، ثم أعد جميع الأدوات والمعدات اللازمة: خرطوم مرن، ومضخة نقل، وم funnel، ومرشح تعبئة الخزان، ويدين نظيفتين. تأكّد من أن اسم العلامة التجارية واللزوجة المذكورين على البرميل يتطابقان مع المتطلبات المحددة. فليست كل زيوت الهيدروليك تحتوي على نفس الإضافات، ولذلك يُوصى بعدم خلط الزيوت القادمة من موردين مختلفين ما لم يأذن بذلك المورد.
وبمجرد دخول الزيت إلى النظام، قم بصيانته ورصده وفق الفترات المحددة. وتتضمن صيانة الزيت: إكمال الكمية حتى المستوى الأدنى (باستخدام نفس الزيت أو زيت متوافق مع الزيت الموجود)، ومعالجة التسريبات، واستبدال عنصر المرشح.
إن تغيير عنصر الفلتر بانتظام أمرٌ مفيدٌ جدًّا. فالملوثات تضرُّ الزيت ضررًا شديدًا لأنها تعمل كعامل مسرِّع لأكسدة الزيت، لا سيما عندما تكون جسيمات الملوثات من الحديد أو الرصاص أو النحاس. وتقوم المرشحات بإزالة معظم الملوثات من التدفق، لكنها لا تستطيع إزالة الملوثات تمامًا من النظام — فهي تُحافظ فقط على حالة الزيت. فإذا أشار مؤشر الفلتر إلى وجود مشكلة دون أن يُصان فورًا، فإن كميات كبيرة من الملوثات غير المفلترة تمرُّ بشكلٍ جانبي إلى ما بعد الفلتر (Bypass) مما يؤثر سلبًا في المكونات، كما تبقى الملوثات المحبوسة داخل عنصر الفلتر المتسخ في النظام، مستمرةً في تسريع عملية الأكسدة.
يمكن تنظيف عناصر المرشحات من النوع الشبكي وإعادة استخدامها. ويعتمد درجة اكتمال التنظيف على مدى العناية والدقة أثناء عملية التنظيف، وليس على طريقة التنظيف نفسها.
الطريقة الشائعة: انقعي العنصر في مذيب نظيف أو ماء دافئ ممزوج بالصابون، ثم نفّخيه بتيار هواء مضغوط لتنظيفه. ويساعد استخدام فرشاة ناعمة (مثل فرشاة طلاء جديدة) على تنظيف الشبكة. ويُمنع تمامًا استخدام الفراشي السلكية أو المواد الكاشطة. وبعد التنظيف، احملي العنصر نحو مصدر ضوء وافحصيه — فإذا ظهرت مناطق رمادية أو سوداء، فهذا يدل على أن العنصر يحتاج إلى تنظيف إضافي.
التنظيف بالموجات فوق الصوتية أكثر تكلفة لكنه أسهل في الاستخدام: ضع العنصر المتسخ في جهاز التنظيف بالموجات فوق الصوتية لمدة زمنية محددة، ثم أخرجه نظيفًا وجاهزًا لإعادة الاستخدام. ويجب تنظيف عناصر الفلاتر ذات التصنيف ٤٠ ميكرومتر أو أدق باستخدام جهاز التنظيف بالموجات فوق الصوتية لاستعادة عمر الخدمة الخاص بها بكفاءة.
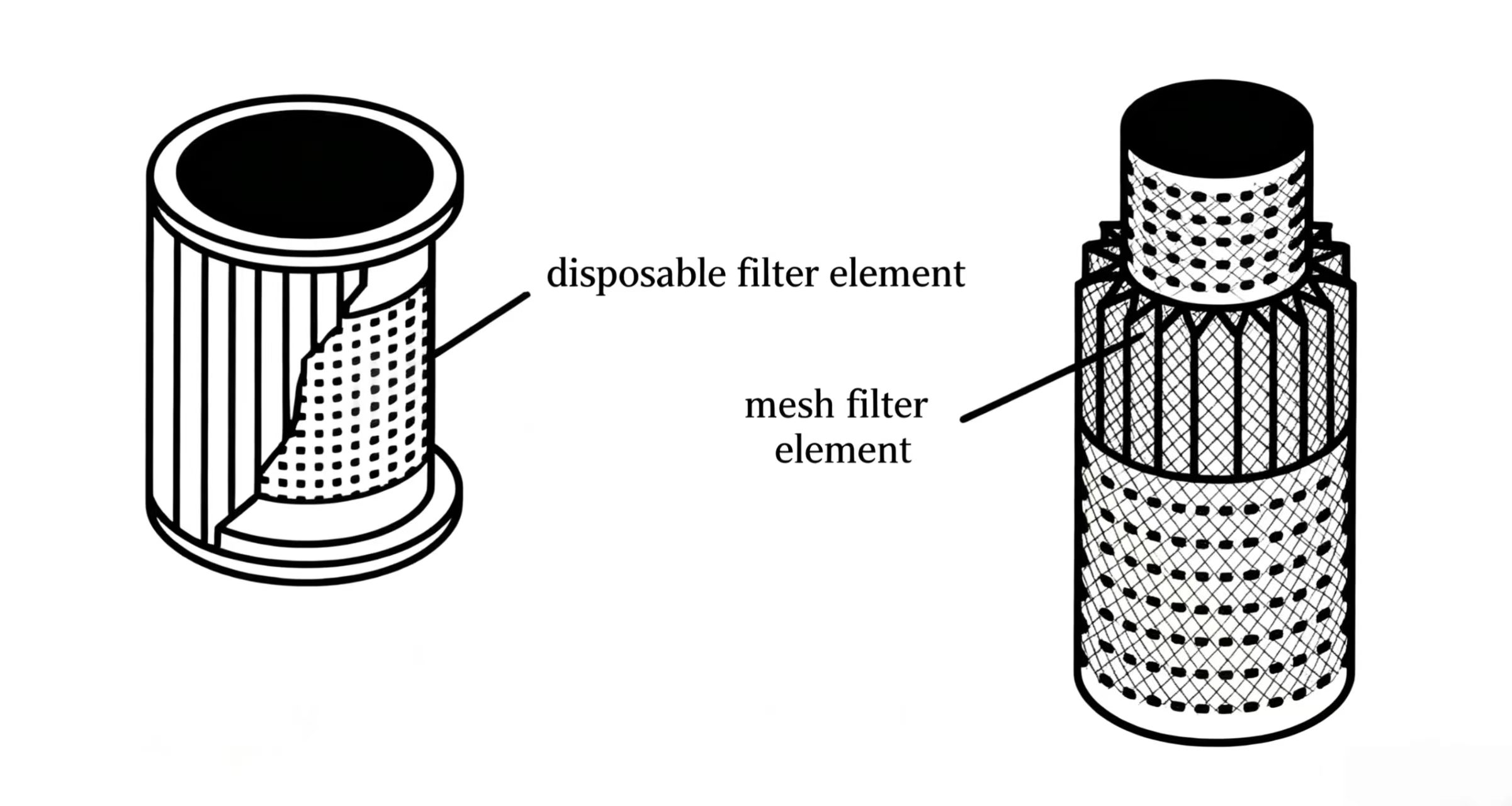
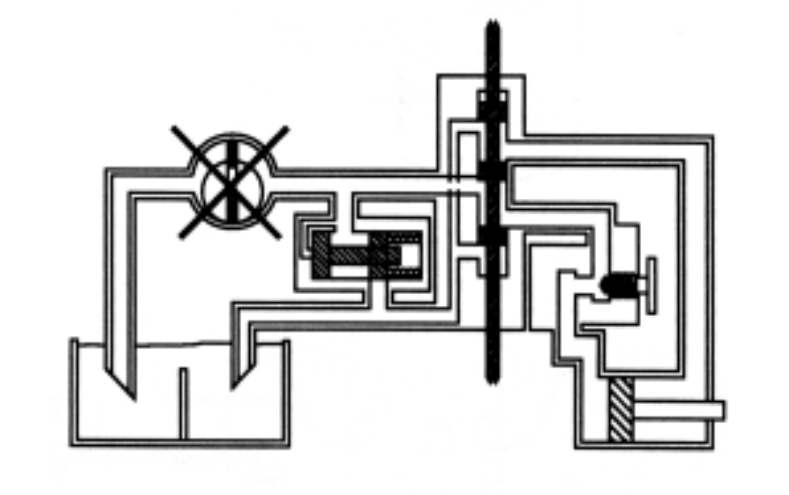
الشكل ٣-٢٠: تنظيف عنصر مرشح شبكي. (يسار) جهاز تنظيف بالموجات فوق الصوتية للعناصر الدقيقة. (يمين) حمل العنصر النظيف أمام مصدر ضوء للتحقق من وجود مناطق مسدودة متبقية.
المفاهيم الأساسية — الفصل الثالث
|
مفهوم |
معلومة رئيسية |
التطبيق العملي |
|
السسكوسية |
المقاومة للتدفق؛ تقل مع ارتفاع الحرارة، وتزداد مع انخفاض الحرارة/الضغط |
يجب أن تبقى اللزوجة ضمن النطاق ١٥٠–٢٥٠ سوس (٣٢–٥٤ سانتيستوكس) عند درجة حرارة ١٠٠ فهرنهايت في معظم الأنظمة |
|
مؤشر اللزوجة (VI) |
مدى ثبات اللزوجة عبر نطاق درجات الحرارة |
يجب أن تكون مؤشر اللزوجة (VI) ≥ 90 لأنظمة الهيدروليك الحديثة |
|
نقطة التدفق |
أدنى درجة حرارة يمكن عندها أن يظل الزيت قادرًا على التدفق |
يجب أن تكون هذه الدرجة أقل بـ ٢٠ فهرنهايت على الأقل من أدنى درجة حرارة تشغيل أولية |
|
طبقة الفيلم الزيتي / خاصية التزليق |
القدرة على تشكيل فيلم بين الأسطح والحفاظ عليه |
هذه الخاصية بالغة الأهمية عند التشغيل الأولي وفي ظل الضغوط العالية — وتُسهم إضافات AW في تعزيزها |
|
أنواع الإضافات |
WR (خاصية الزيوتية)، AW (مضادة للتآكل)، EP (للحالات ذات الضغط الشديد) |
يجب مطابقة نوع الإضافة مع نطاق الضغط المطلوب؛ ولا يجوز خلط زيوت غير متوافقة كيميائيًّا |
|
التأكسد |
يتفاعل الزيت مع الأكسجين — فينتج أحماضًا ورواسبًا ولزوجة صمغية |
استخدم زيوت R&O؛ واحرص على خفض درجة الحرارة؛ والتخلص من الفقاعات الهوائية |
|
تلوث المياه |
يُعزِّز تكوُّن الصدأ ويُسرِّع عملية الأكسدة |
اختبار بصري: العكارة تعني وجود ٠٫٥٪ ماء؛ واللون الحليبي يدل على وجود ١٪ ماء |
|
التلوث |
الجسيمات الصلبة — السبب الرئيسي لفشل الأنظمة الهيدروليكية |
احرص على صيانة الفلاتر؛ وافحص المؤشر بانتظام؛ وغيِّر الزيت عند الحاجة |


مرحبًا بكم في هوفو، مصنع ختم صيني. إنتاج الأختام من PU والمطاط وPTFE. تشمل الأختام حلقة O، وختم المكبس، وختم العصا، وحلقة Gray وختم الغاز.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}