33-99No. Mufu E Rd. Gulou Bezirk, Nanjing, China [email protected] | [email protected]
33-99No. Mufu E Rd. Gulou Bezirk, Nanjing, China [email protected] | [email protected]

Der Kern der Dichtungskonstruktion besteht darin sicherzustellen, dass das Produkt durch die kombinierten Auswirkungen von Konstruktion, Toleranzen, Werkstoffen und anderen Faktoren sämtliche Leckpfade während seiner gesamten Lebensdauer abdichtet.
Wenn Sie die Dichtung ausschließlich im brandneuen Zustand prüfen und Aspekte wie Toleranzen des Dichtungsringes, Toleranzen der Bauteile oder das Verhalten der Dichtung nach Alterung ignorieren, können später leicht Leckagen auftreten. Diese Faktoren müssen bereits zu Beginn der Konstruktion berücksichtigt werden.
Öffentlich zugängliche Informationen unterteilen Dichtungen in statische und dynamische Dichtungen (je nachdem, ob bei Betrieb eine relative Bewegung zwischen Dichtung und Bauteilen auftritt). Der Konstruktionsfokus unterscheidet sich dabei deutlich. Dieser Artikel behandelt ausschließlich statische Dichtungen.
1. Dichtprinzip und Versagensarten
2. Konstruktion der Dichtungsring-Geometrie
1. Versagensarten in verschiedenen Zuständen
2. Kontaktspannung und Kontaktlänge bei LMC
3. Füllgrad und lokale Spannung bei MMC
3. Witterungsbeständigkeit von Dichtungsringen
1. Definition des Kompressionsrests
2. Wie die Kompressionsverformung mit dem Druck (Kompressionsgrad), der Temperatur und der Alterungszeit zusammenhängt
3. Schnelle Bewertungsmethode nach der Alterung
4. Geltungsbereich dieses Artikels und zukünftige Themen
Ein Produkt bildet eine Dichtung, weil das Elastomer (Dichtungsring) gegen die Kontaktfläche gedrückt wird und so das Durchtreten von Gas oder Flüssigkeit verhindert.
Aus Sicht des Leckpfads gibt es zwei Hauptformen von Dichtungsversagen:
• Grenzflächenleck: Tritt zwischen dem Dichtungsring und der Kontaktfläche auf, wenn die Passung nicht ausreichend ist. Die Flüssigkeit strömt entlang der Grenzfläche oder der Lücke.
• Materialpermeation: Gas- oder Flüssigkeitsmoleküle durchdringen das Gummi- oder Kunststoffmaterial selbst auf molekularer Ebene.
In der praktischen Ingenieuranwendung lässt sich in der Regel ein großes Grenzflächenleck leichter mittels des positiven Druck-Blasentests erkennen. Ein Isolationsversagen nach dem Eintauchen eignet sich besser zur Beurteilung, ob das gesamte Produkt auf Systemebene leckt.
Wichtiger Hinweis: Testergebnisse zeigen Ihnen nicht automatisch den genauen Ausfallmechanismus an. Ein Produkt kann beispielsweise unter positivem Druck keine Blasenbildung aufweisen, aber bei negativem Druck die Isolationsfähigkeit verlieren. Dies beweist nicht zwangsläufig eine Materialpermeation – es könnte sich weiterhin um eine Leckstelle an der Grenzfläche, lokale Defekte im Dichtungsring oder einen anderen Leckpfad handeln.
Öffentliche Konstruktionsleitfäden betonen durchgängig, dass bei der Auslegung eines Dichtungsringes stets Kompressionshöhe, Nutfüllung, Dehnung/Montagezustand, Oberflächenbeschaffenheit und Toleranzen gemeinsam betrachtet werden müssen. Eine zu geringe Kompression führt zu unzureichendem Kontakt; eine zu hohe Kompression kann die bleibende Verformung beschleunigen, die Montagekraft übermäßig erhöhen oder lokale Beschädigungen verursachen.
Für die technische Konstruktion können Sie mittels Finite-Elemente-Analyse (FEA) das Verhalten des Dichtungsringes unter Dehnung, Montage usw. simulieren und die Zuverlässigkeit anhand aussagekräftiger Kenngrößen bewerten. Die wichtigsten Prüfpunkte sind nachfolgend aufgeführt.
Hinweis: Diese Werte sind ingenieurtechnische Ersatzkenngrößen, keine direkten Messgrößen für Leckagen.
Während der Strukturprüfung prüfen Sie zunächst, ob unter verschiedenen Größenkombinationen und Montagezuständen offensichtliche Ausfallmodi auftreten, z. B.:
• Einsturz der Dichtlippe
• Aufrollen oder Quetschen
• Lokale Extrusion
• Deutliche, unzulässige Spannungskonzentration
Dieser Schritt zeigt Ihnen, ob die Dichtung noch im normalen Betriebszustand ist. Selbst wenn die nominelle Kompressionsrate in Ordnung erscheint, kann die Zuverlässigkeit dennoch sinken, falls die Dichtlippe bei extremer Montage einstürzt oder sich faltet.
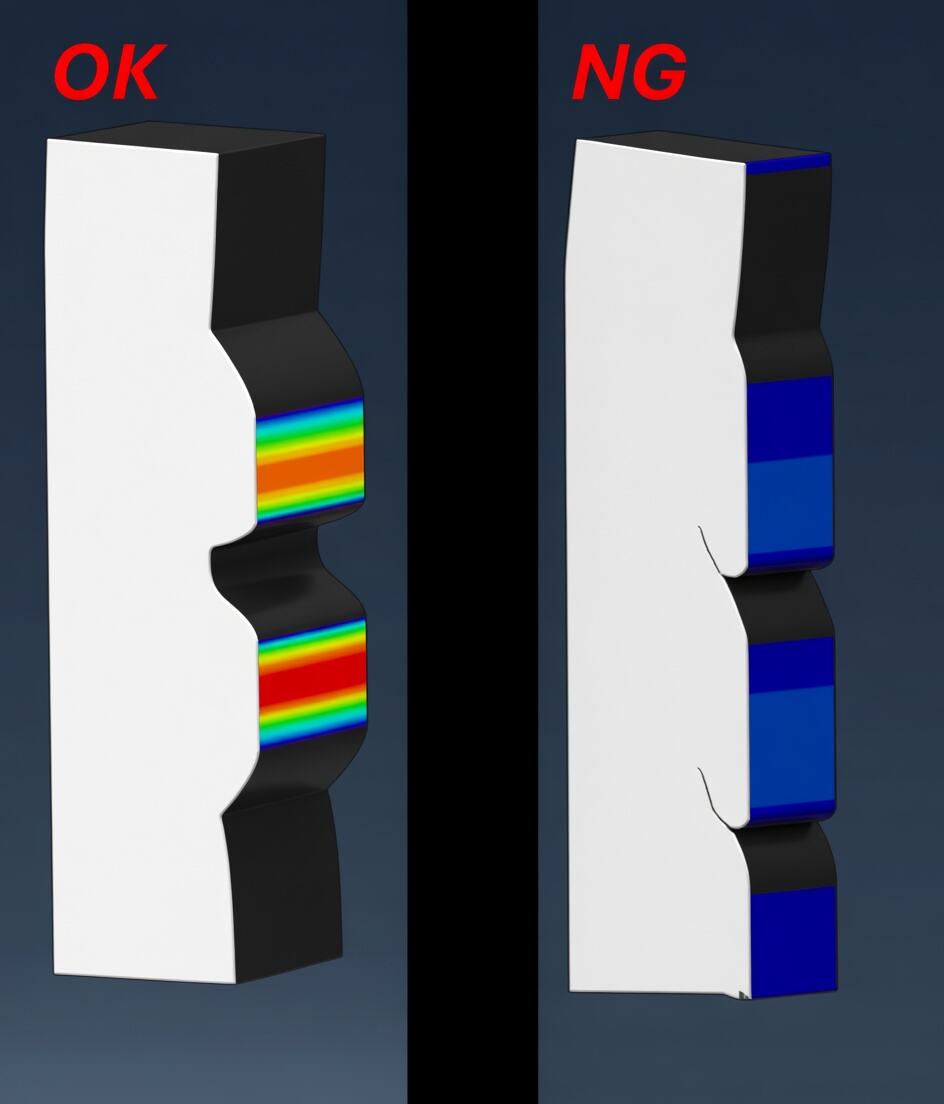
Bei statischen Dichtungen stellt die LMC (Dichtringgröße bei Toleranzminimum, Nutbreite bei Toleranzmaximum) oft den schwächsten Punkt dar, da diese Kombination einen stärkeren Abfall von Kontakt Druck und Kontaktlänge begünstigt.
Im Steckverbinderbereich zeigt die Erfahrung, dass bei Silikonkautschuk das anfängliche Design auf einen positiven Druck von >500 kPa und eine Kontaktlänge von >0,6 mm abzielen sollte. Dies ist ein Richtwert, der nach 1008 h bei 125 °C eine Luftdichtheit von 28 kPa gewährleistet (entspricht ungefähr einer Wassertiefe von 3 m).
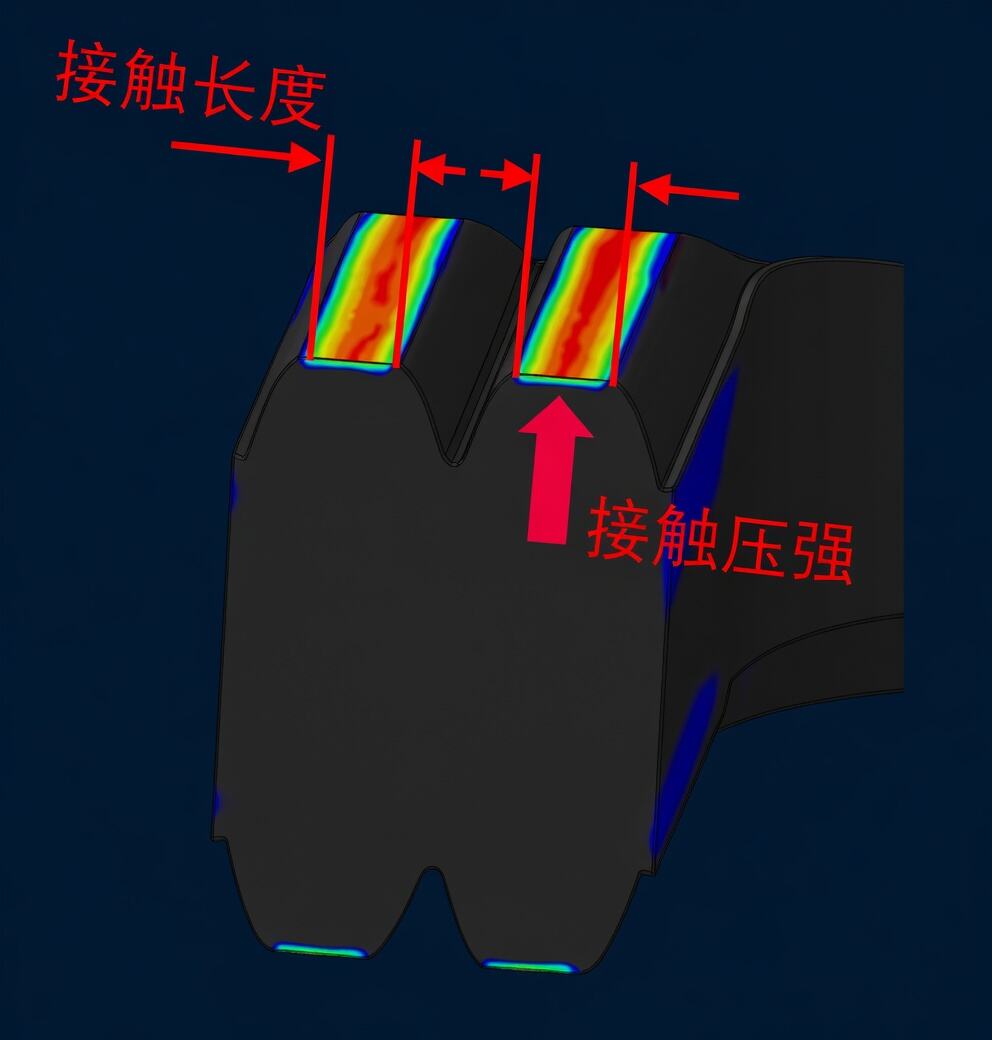
Zusätzliche Hinweise:
① Falls erforderlich, ist auch die Verformung der sich paarenden Teile unter Last zu berücksichtigen.
② Der Kontakt-Druck und die Kontaktlänge sind makroebene Prüfkriterien; auf mikroebener Ebene ist weiterhin an Leckkanäle infolge der Oberflächenrauheit zu denken.
Im MMC-Zustand ist die Dichtung eher überkomprimiert. Zu prüfen ist:
• Ob der Querschnitts-Füllgrad zu hoch ist (muss unter 100 % bleiben).
• Ob die lokale Spannung die vom Material verkraftbare Grenze überschreitet (muss unter der Zugfestigkeit des Kautschuks bleiben) und eine Quetschneigung aufweist.
• Ob eine Extrusionsgefahr besteht.
Der erste Teil behandelte die Leistung des Dichtungsringes im neuen Zustand, und die Finite-Elemente-Analyse (FEA) kann dafür ziemlich genaue Ergebnisse liefern.
Doch Gummiwerkstoffe unterliegen einer permanenten Kompressionssetzung, Spannungsrelaxation, thermischem Altern und einem Abfall ihrer Eigenschaften im Laufe der Zeit, wodurch die Dichtfläche allmählich ihre ursprüngliche Kontaktkraft verliert.
Das Bestehen der ersten Prüfungen bedeutet nicht, dass die Dichtung am Ende ihrer Lebensdauer noch zuverlässig ist. Sie müssen Alterungsfaktoren bereits zu Beginn der Konstruktion berücksichtigen.
Die Kompressionssetzung ist ein entscheidender Kennwert zur Beurteilung, wie gut Gummi nach langfristiger Kompression seine Elastizität bewahrt.
Dies bedeutet, dass der Dichtungsring nach langer Kompression und Alterung bei Entlastung nicht vollständig in seine ursprüngliche Form zurückkehrt. Je größer die Kompressionssetzung ist, desto schlechter ist die Rückstellfähigkeit und desto höher ist das Risiko, am Ende der Lebensdauer einen wirksamen Dichtkontakt zu verlieren.
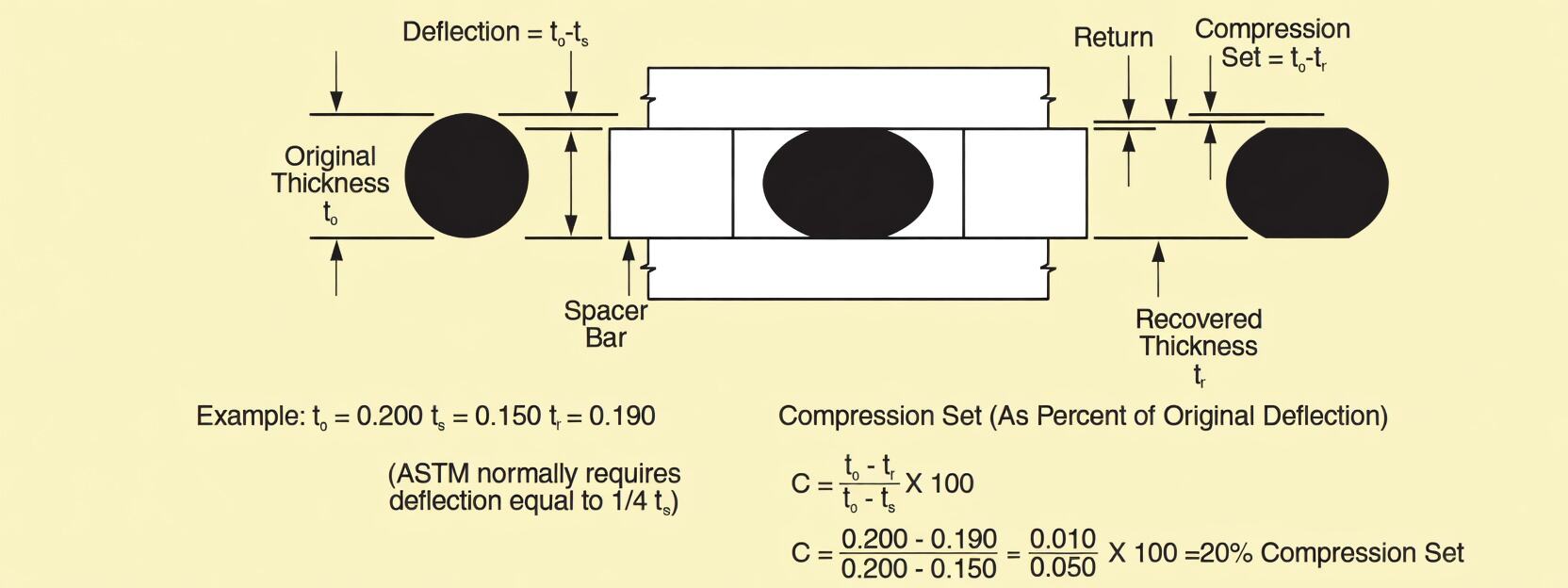
(Der Artikel zeigt hier ein Diagramm der Kompressionssetzung.)
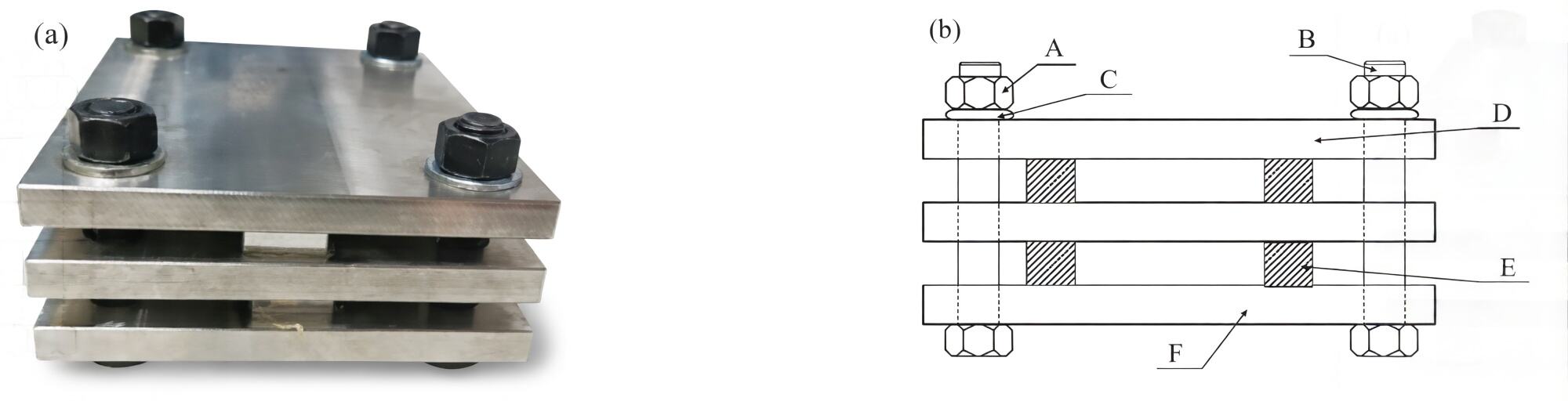
(Der Artikel zeigt die standardmäßige industrielle Prüfvorrichtung für die Kompressionssetzung von Dichtungsringen – einen Gummiblock in Standardgröße, der zwischen Platten platziert wird.)
Qualitativ sind die drei Hauptfaktoren Druck (Kompressionsrate), Temperatur und Zeit.
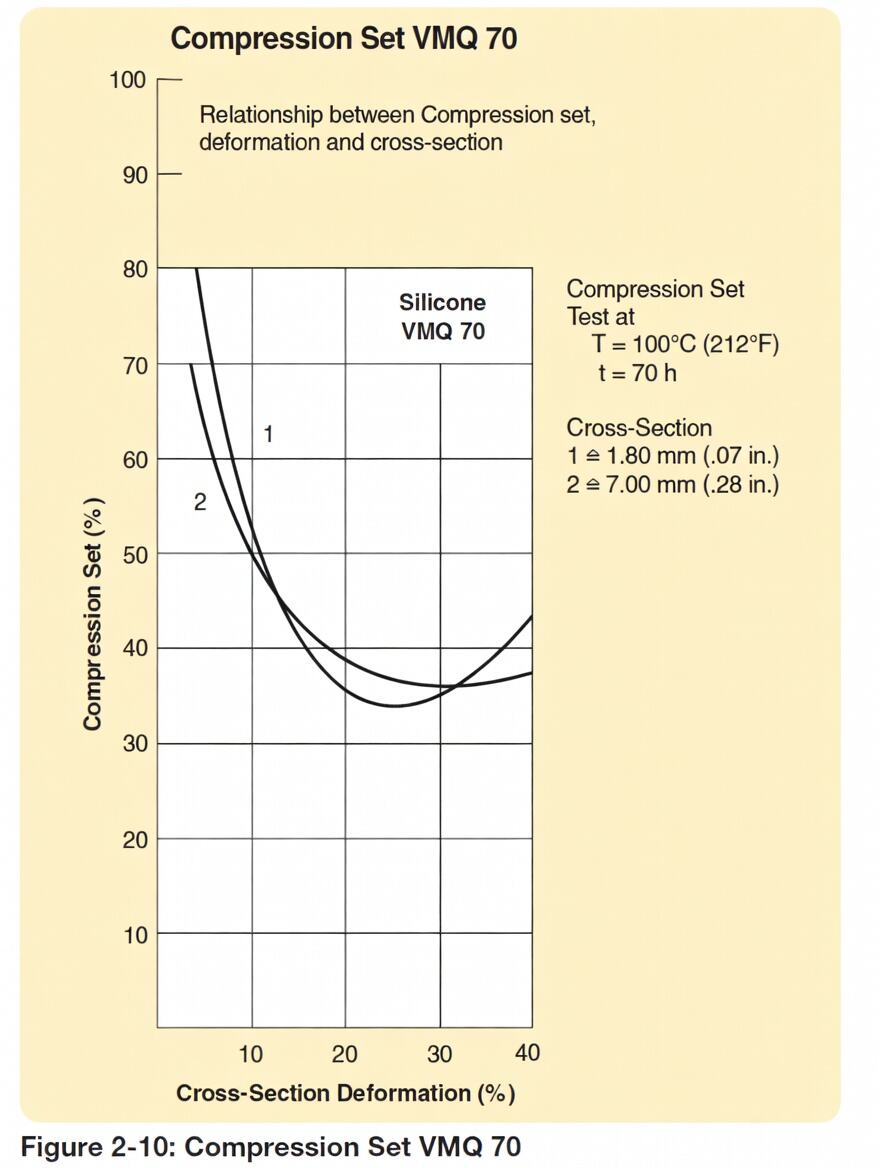
(Der Artikel zeigt ein Diagramm der Kompressionssetzung von VMQ-Silikonkautschuk in Abhängigkeit von der Kompressionsrate. Bei VMQ ist sowohl eine zu geringe als auch eine zu hohe Kompression nicht optimal für die Langzeit-Leistung.)
(Hinweis: Bei sehr geringer Kompression kann die angegebene „Prozentzahl“ für die Kompressionssetzung sehr hoch erscheinen.)
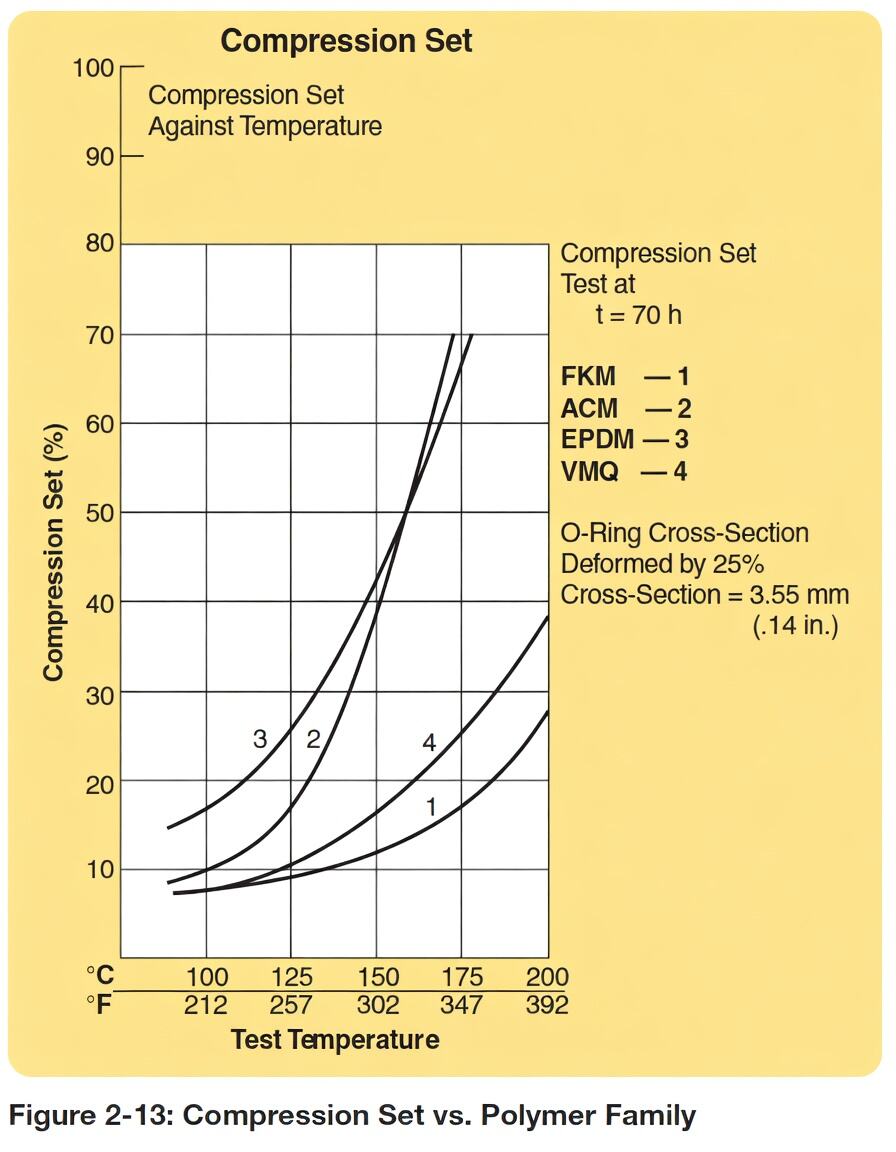
(Der Artikel zeigt Diagramme der Kompressionssetzung nach Alterung bei verschiedenen Temperaturen – höhere Temperaturen verschlechtern die Rückstellfähigkeit.)
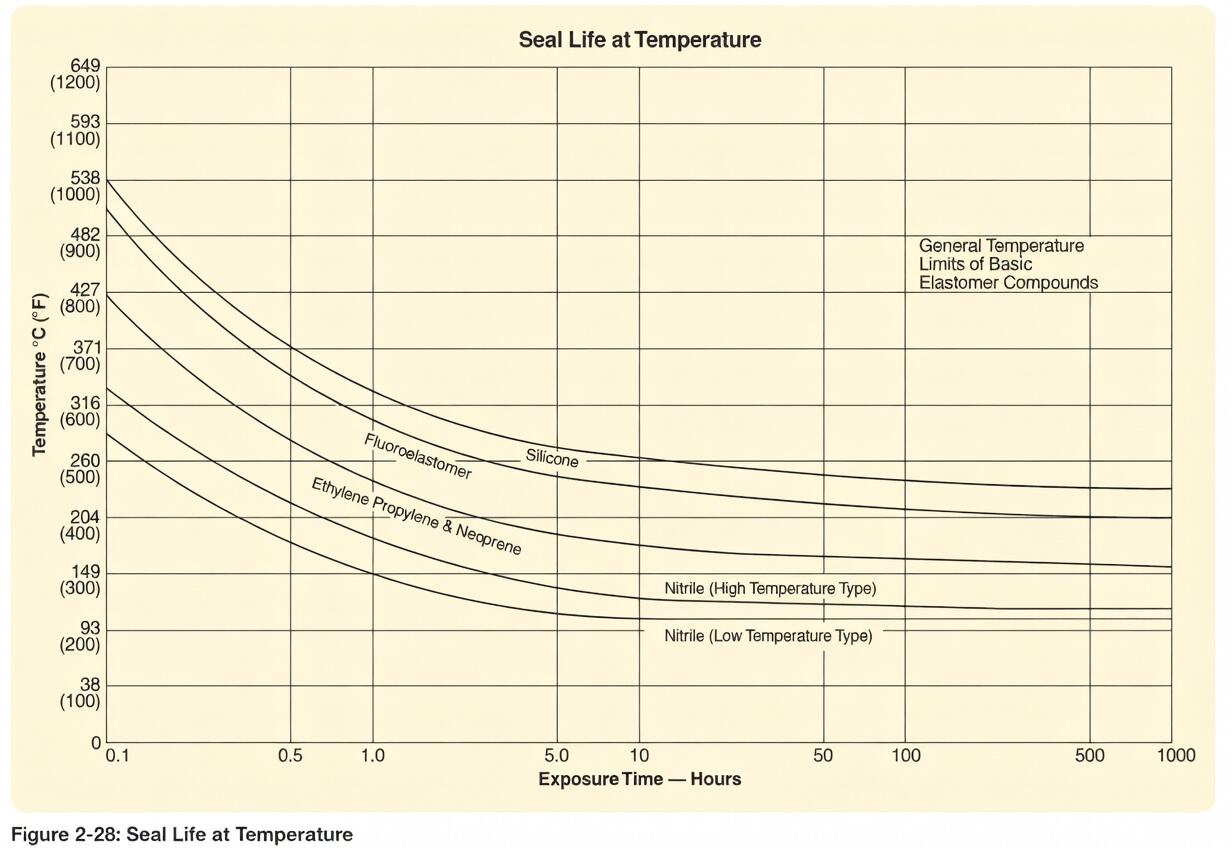
(Der Artikel zeigt die ungefähre Betriebslebensdauer verschiedener Dichtungsmaterialien bei unterschiedlichen Temperaturen – lediglich als Orientierungshilfe.)
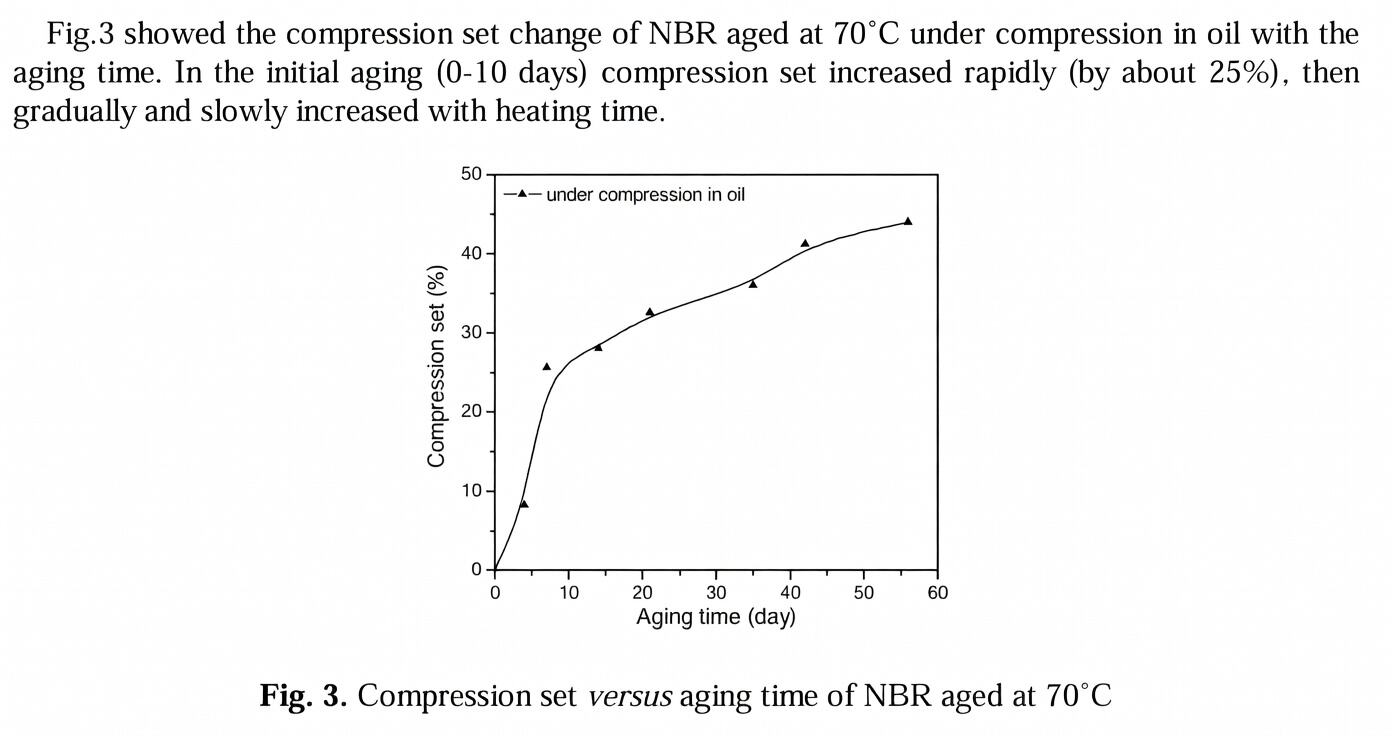
(Der Artikel zeigt ein Diagramm der Kompressionssetzung von NBR-Kautschuk in Abhängigkeit von der Alterungszeit.)
In der technischen Praxis können Sie den gealterten Kompressionsrestwert direkt in das ursprüngliche Design einsetzen, um schnell zu überprüfen, ob ausreichend Sicherheitsabstand vorhanden ist, und das Ausfallrisiko am Ende der Lebensdauer einzuschätzen.
Beispiel: Wenn die anfängliche Kompressionsrate im Design 10 % beträgt, nach 1008 h bei 125 °C jedoch ein Kompressionsrestwert von 17 % erreicht wird, ist nach der Alterung ein Versagen der Dichtung sehr wahrscheinlich. Sie sollten entweder die anfängliche Kompressionsrate erhöhen oder einen Kautschuk mit besserer Kompressionsrestleistung wählen.
Hinweis: Diese Methode eignet sich gut für schnelle Überprüfungen oder zur Beurteilung von Trends, nicht jedoch zur direkten Vorhersage der endgültigen Leckrate.
Dieser Artikel liefert einen qualitativen Rahmen für die Dichtungsauslegung; viele Themen werden jedoch noch nicht behandelt, z. B. der Zusammenhang zwischen Oberflächenrauheit und Dichtwirkung, der Einfluss niedriger Temperaturen auf die Dichtungsleistung, quantitative Methoden zur Bestimmung der Leckrate sowie die Erstellung von Temperatur-Alterungs-Anpassungsmodellen.
[1] Parker Hannifin Corporation. Parker O-Ring Handbook: ORD 5700[M]. Cleveland, OH: Parker Hannifin Corporation, 2021.
[2] QIAN Y H, XIAO H Z, NIE M H et al. Lebensdauervorhersage von Nitrilkautschuk unter Druckspannung in Transformatoröl [C] // Tagungsband der 5. Internationalen Konferenz 2016 für Messung, Messtechnik und Automatisierung (ICMIA 2016). Paris: Atlantis Press, 2016: 189–194. DOI: 10.2991/icmia-16.2016.35.

Willkommen bei HOVOO, einer chinesischen Dichtungsfabrik. Produktion von PU-, Gummis- und PTFE-Dichtungen. Die Dichtungen umfassen O-Ring, Kolben-Dichtung, Stange-Dichtung, Grau-Ring und Gas-Dichtung.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}