33-99. Mufu E utca, Gulou kerület, Nanjing, Kína [email protected] | [email protected]
33-99. Mufu E utca, Gulou kerület, Nanjing, Kína [email protected] | [email protected]

 Következtetés: Nincs egyetlen „arany szekrényképlet” a PTFE anyaghoz, amelyet az egész iparág használ.
Következtetés: Nincs egyetlen „arany szekrényképlet” a PTFE anyaghoz, amelyet az egész iparág használ.
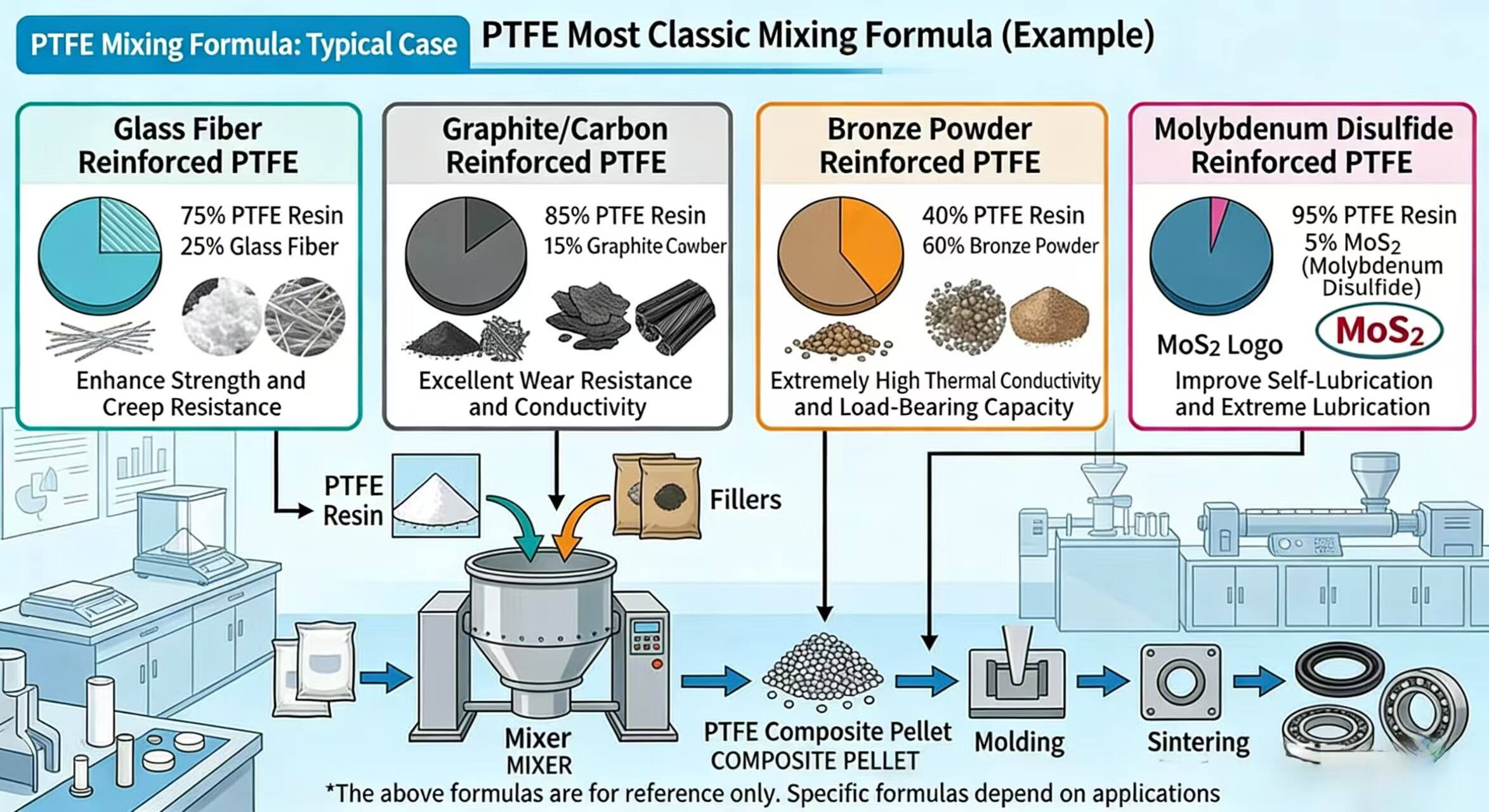
A Chemours/Teflon jelenlegi nyilvános információi szerint a töltött PTFE általában 5–40 tömegszázalék (wt%) szervetlen töltőanyag hozzáadását jelenti a PTFE porhoz. A Teflon™ PTFE 7C X kifejezetten „töltőanyagokkal való keverésre ajánlott”, különösen fémportípusokkal. Ezt összevetve a Daikin által közzétett szabványokkal, a 3M Dyneon töltőanyag-tartományaival és összehasonlító táblázataival, valamint a régi DuPont-adatokkal, a valós PTFE-gyártásban ismétlődően megjelenő formulák az alábbiak.
Minden százalék a kész termék tömegére vonatkozik (wt%) .
(1) 85/15: PTFE + 15% üvegszál
Ez a leggyakoribb általános célú megerősített minőség. A Daikin nyíltan 15GL néven sorolja fel. A 3M is az üvegszálra hivatkozik mint az egyik leggyakrabban használt töltőanyagra, amelyet általában legfeljebb 25 wt%-ban, de akár 40 wt%-ban is alkalmaznak. Jó méretstabilitást biztosít, ellenáll a hidegfolyásnak, és jól viseli a hőt. Hátránya: erősebben kopasztja a párosított felületet, ezért nem alkalmas lágy fémekkel való együttműködésre.
(2) 75/25: PTFE + 25 % üvegszál
Ez a 15 % üvegszálas keverék nehézüzemű változata, és egyik a legrégebbi szabványos összetétel. A Daikin 25GL néven sorolja fel. A 3M összehasonlító mintái között szintén szerepel a 25 % üvegszálas keverék. Keményebb, és jobban ellenáll a lassú alakváltozásnak (creep-nek), mint a 15 %-os változat, de még jobban kopasztja a párosított felületet.
(3) 80/15/5: PTFE + 15 % üvegszál + 5 % grafit
Az egyik legklasszikusabb alacsony súrlódású tömítőösszetétel. A 3M által közzétett kopásdiagram pontosan a 15 % üvegszál / 5 % grafit arányt használja alacsony kopású példaként. A régi DuPont-adatok is az üvegszálas–grafitos keveréket sorolják a kis kopású tartományba lágyacél esetén.
(4) 80/15/5: PTFE + 15 % üvegszál + 5 % MoS ₂
A Daikin szabványos fokozatot 15GL5M néven sorolja fel. A 3M szerint az MoS₂-t általában másodlagos töltőanyagként adják hozzá legfeljebb 5 tömegszázalékban, és a legalacsonyabb súrlódási értékek gyakran a grafit vagy az MoS₂ egyedül, illetve üvegszállal kombinálva érhetők el. A DuPont-adatok is az üvegszál–MoS₂ keveréket sorolják a kis kopású zónába.
(5) 85/15: PTFE + 15 % grafit
Egy régi iskolás, alacsony súrlódási együtthatójú összetétel, amely kegyelmesebb a puha párosított felületekkel szemben. A Daikin 15GR néven sorolja fel. A 3M megjegyzi, hogy a grafitot általában körülbelül 5 tömegszázalékban használják másodlagos kenőtöltőként, de a hővezetés javítása érdekében akár 20 tömegszázalékig is növelhető. A grafitot tartalmazó összetételek általában a legalacsonyabb súrlódási együtthatót eredményezik.
(6)75/25: PTFE + 25% szén
Egy másik klasszikus PTFE-sorozat, amelyet kemény szénre és puha szénre osztottak. A Daikin mindkét típust felsorolja: 25CAR (kemény szén) és 25CAR/R (puha szén). A 3M tipikus tartománya puha szén esetén akár 25 tömegszázalékig, kemény szén esetén pedig akár 35 tömegszázalékig terjed. A kemény szén főként nagy terhelés, kopásállóság és dugattyúgyűrűk alkalmazására szolgál. A puha szén inkább száraz üzemeltetéshez és tömítőcsapágyakhoz használatos.
(7)90/10: PTFE + 10% szénszálas
Egy nagyon gyakori összetétel vízlubrikált vagy hidraulikus tömítésekhez. A Daikin 10CF néven sorolja fel. A 3M szerint a szénszálat általában legfeljebb 15 tömegszázalékban használják, és egyértelműen alkalmas folyadékkörnyezetekhez. A DuPont vízkörnyezetekre vonatkozó útmutatója is a szénszálat a kis kopású kategóriába sorolja.
(8)60/40: PTFE + 40% bronz
Az egyik legrégebbi PTFE-család magasnyomású hidraulikus alkalmazásokhoz. A Daikin a 40BRR típust sorolja fel. A 3M szerint a bronzpor töltés akár 60 tömegszázalékig is elérhető, főként a kopásállóság növelésére, magasnyomású hidraulikus rendszerekre és jó hővezetésre összpontosítva. A DuPont adatai szerint a bronz a kis kopású tartományba tartozik lágyacél esetén. Hátránya: gyengébb kémiai és elektromos tulajdonságok, valamint nem alkalmas vízre.
(9)60/30/10: PTFE + 30% bronz + 10% szénszálas erősítés
Ez inkább egy „klasszikus nagy terhelésű változat”, mintsem egy univerzális szabvány. A 3M kopási diagramja ezt használja: 30% bronz / 10% üvegszál és azt mutatja, hogy ennek a legkisebb a kopási tényezője a diagramon – tipikus, magas nyomás-sebesség (PV) értékű, nehézüzemű kopásállósági megközelítés.
Ha az összes fentieket egy rövid listába foglaljuk, akkor a legklasszikusabb PTFE-keverési képletcsalád is: 15% üvegszál, 25% üvegszál, 15% üvegszál + 5% grafit, 15% üvegszál + 5% molibdén-diszulfid ₂ , 25% szén, 10% szénszálas erősítés, 40% bronz .
Ez nem egyetlen cég hivatalos „egyetlen válasza”. Egyszerűen csak egy összefoglalás, amely a Chemours/Teflon töltőanyag-irányelveinek, a Daikin szokásos minőségi osztályainak, a 3M tipikus összetételének és táblázatainak, valamint a régi DuPont-feljegyzéseknek a keresztezéséből származik.
Két gyors emlékeztető a végén. Először is, majdnem minden nyilvános katalógus wt% tömegszázalékot (wt%) használ, de néhány régi DuPont-megbeszélés „kb. 20 térfogatszázalékot (vol%) a legalacsonyabb kopás érdekében” említ. A tömegszázalékot (wt%) és a térfogatszázalékot (vol%) nem lehet közvetlenül összehasonlítani, mert a bronz, az üvegszál és a szén sűrűsége nagyon eltérő. töltőanyag alakja, mennyisége, terhelése, sebessége, párosított anyaga és környezete . Ugyanaz a „klasszikus összetétel” nagyon eltérő helyezést kaphat száraz acél futásnál és vízzel kenés alatt zajló üzemeltetésnél.

Üdvözöljük az HOVOO-nál, egy kínai záróelem gyárnál. PU, Gumi és PTFE záróelemek gyártása. A záróelemek közé tartoznak az O-gyűrű, a pisztongyűrű, a rúdgyűrű, a Gray-gyűrű és a gázgyűrű.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}