33-99 Nr. Mufu E iela, Gulou rajons, Nankinas,Ķīna [email protected] | [email protected]
33-99 Nr. Mufu E iela, Gulou rajons, Nankinas,Ķīna [email protected] | [email protected]

Blīvējuma dizaina būtība ir nodrošināt, ka, izmantojot struktūras, pieļaujamās novirzes, materiālus un citus faktorus kopējo ietekmi, produkts visu tā ekspluatācijas laiku bloķē visus noplūdes ceļus.
Ja jūs pārbaudāt blīvējumu tikai tad, kad tas ir pilnīgi jauns, un ignorējat faktorus, piemēram, blīvējuma gredzena pieļaujamās novirzes, detaļu pieļaujamās novirzes vai blīvējuma veiktspēju pēc vecošanās, vēlāk viegli var rasties noplūdes. Šos faktorus jāņem vērā jau dizaina sākumā.
Publiski pieejamā informācija sadala blīvējumus statiskos un dinamiskos blīvējumos (vai ekspluatācijas laikā starp blīvējumu un detaļām notiek relatīva kustība). Katram no tiem dizaina uzmanības fokuss ir ļoti atšķirīgs. Šis raksts aplūko tikai statiskos blīvējumus.
1. Blīvēšanas princips un bojājumu režīmi
2. Blīvējuma gredzena struktūras dizains
1. Dažādos stāvokļos parādītie bojājumu režīmi
2. Zemākās materiāla robežvērtības (LMC) apstākļos kontaktspiediens un kontakta garums
3. Aizpildes koeficients un vietējais spriegums augstākās materiāla robežvērtības (MMC) apstākļos
3. Blīvējuma gredzena noturība pret laikapstākļiem
1. Saspiešanas deformācijas definīcija
2. Kā kompresijas deformācija saistīta ar spiedienu (kompresijas ātrumu), temperatūru un vecuma laiku
3. Ātra novērtēšanas metode pēc vecuma iestāšanā
4. Šī raksta darbības joma un nākamie temati
Produkts veido blīvi, jo elastomērs (blīvējuma gredzens) tiek piespiests pie kontaktvirsmas un bloķē gāzes vai šķidruma izplūdi caur to.
No noplūdes ceļa viedokļa blīvējuma atteice ir divu galveno veidu:
• Virsmu noplūde: Rodas starp blīvējuma gredzenu un kontaktvirsmu, ja savienojums nav pietiekami ciešs. Šķidrums plūst pa virsmu vai spraugu.
• Materiāla caurlaidība: Gāzes vai šķidruma molekulas iziet cauri gumijas vai plastmasas materiālam patiesībā molekulārā līmenī.
Praktiskajā inženierzinātnē pozitīvā spiediena burbuļu tests parasti vieglāk atklāj lielas virsmu noplūdes. Izolācijas atteice pēc iemēršanas labāk palīdz novērtēt, vai visā produkta līmenī sistēma kā veselums ir noplūdusi.
Svarīgs paziņojums: Testa rezultāti automātiski nepasaka precīzu atteices mehānismu. Piemēram, produkts var nerādīt burbuļus pozitīvā spiediena ietekmē, bet izolācija var sabrukt negatīvā spiediena ietekmē. Tas nenozīmē, ka ir materiāla caurlaidība — iespējams, ka ir savienojuma noplūde, lokāli defekti blīvējuma gredzenā vai cits noplūdes ceļš.
Publiskie dizaina norādījumi visi uzsvēr, ka, projektējot blīvējuma gredzenu, jāapsver kopā kompresijas apjoms, rievas aizpildījums, izstiepšanās/uzstādīšanas stāvoklis, virsmas apstrāde un pieļaujamās novirzes. Pārāk maza kompresija nozīmē sliktu kontaktu; pārāk liela kompresija var paātrināt pastāvīgo deformāciju, padarīt uzstādīšanas spēku pārāk lielu vai izraisīt lokālu bojājumu.
Inženierprojektēšanai var izmantot galīgo elementu analīzi (FEA), lai simulētu blīvējuma gredzenu izstiepšanās, uzstādīšanas utt. apstākļos un novērtētu uzticamību, balstoties uz būtiskiem skaitļiem. Zemāk ir svarīgākie pārbaudes punkti.
Piezīme: Šie skaitļi ir inženierzinātniski netieši rādītāji, nevis tieši mērījumi par noplūdi.
Struktūras pārskatīšanas laikā vispirms jāpārbauda, vai dažādu izmēru kombinācijās un montāžas stāvokļos parādās acīmredzamas atteices režīma pazīmes, piemēram:
• Blīves lūpas sabrukums
• Locīšanās vai saspiešanās
• Vietēja izspiešanās
• Skaidri redzama nenormāla sprieguma koncentrācija
Šis solis norāda, vai blīve joprojām atrodas normālā darba stāvoklī. Pat ja nominālais kompresijas procents šķiet pieņemams, blīves uzticamība var samazināties arī tad, ja blīves lūpa sabrūk vai salokās ārkārtējas montāžas apstākļos.
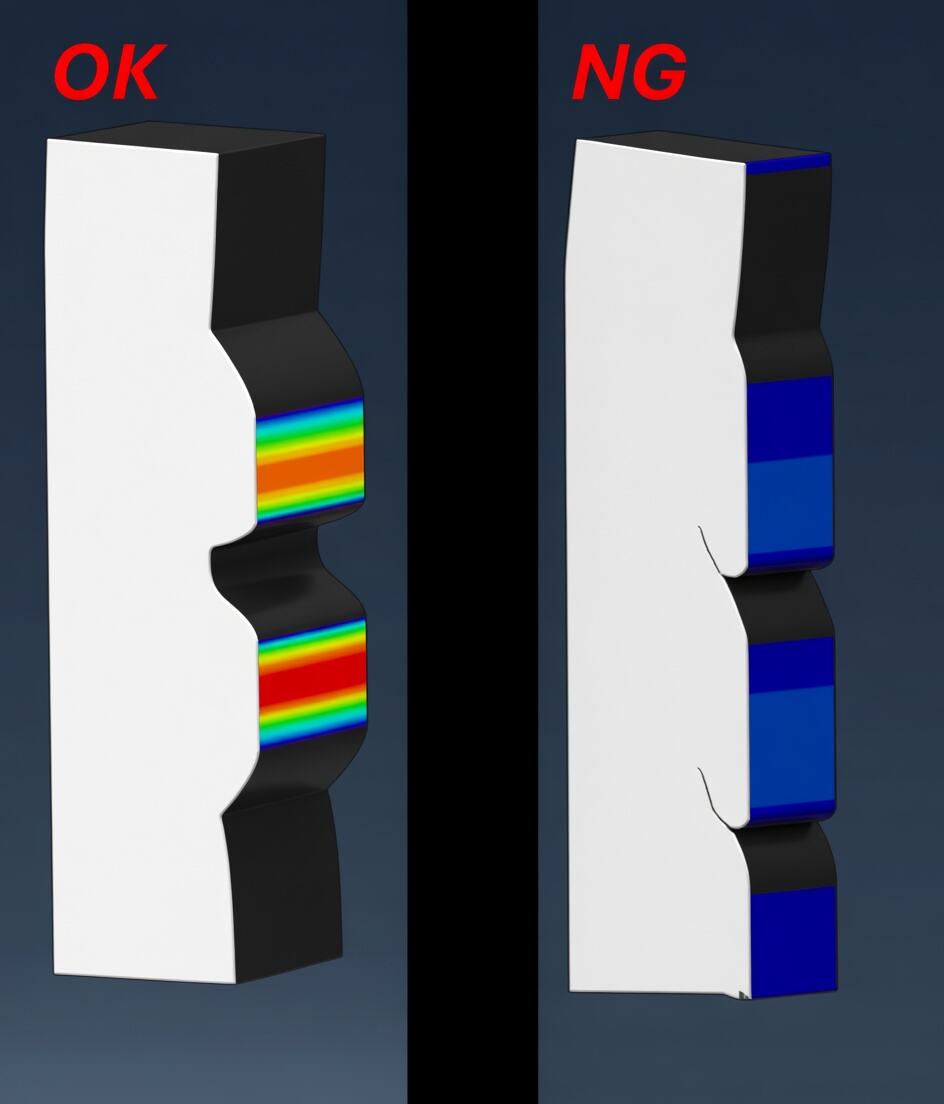
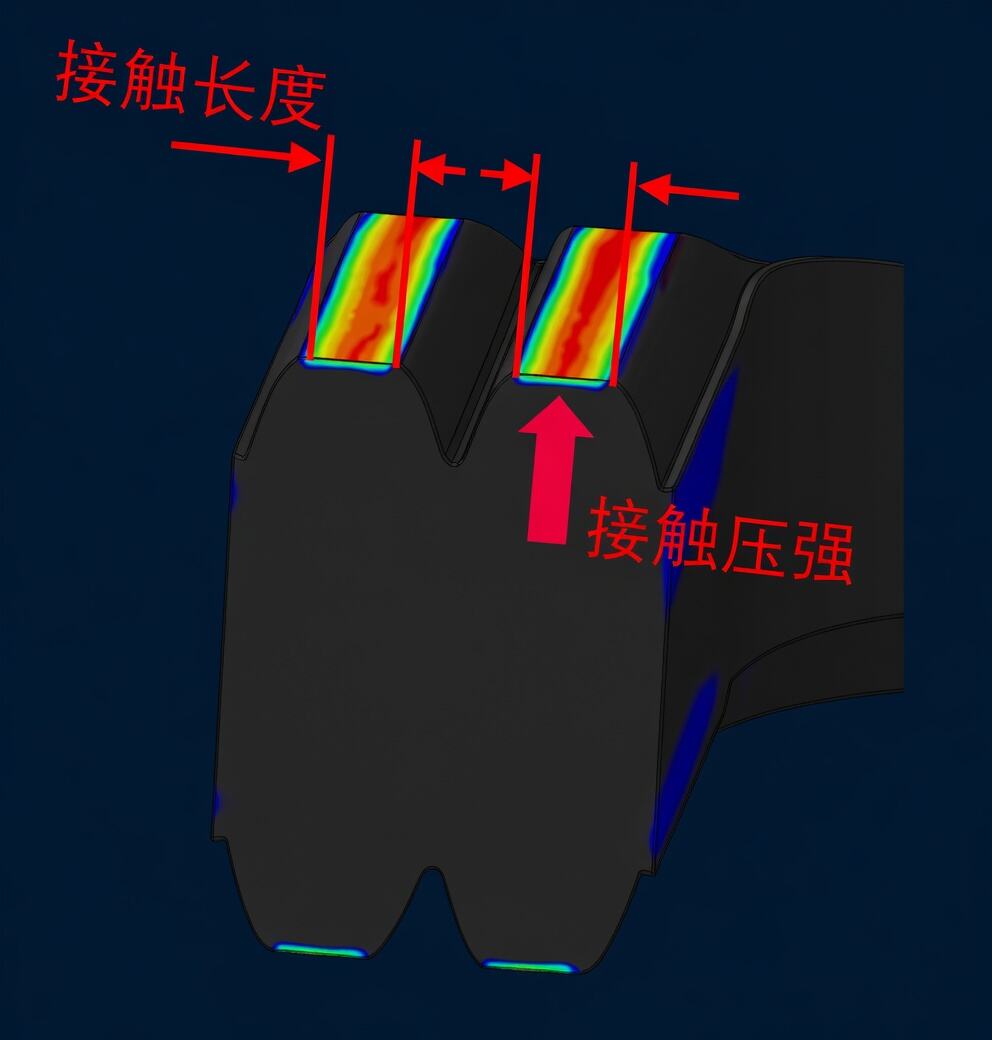
Statiskām blīvēm LMC (blīves gredzena izmērs pie minimālās pieļaujamās novirzes, rievas sprauga pie maksimālās pieļaujamās novirzes) bieži ir vājākais moments, jo šī kombinācija vieglāk samazina kontakta spiedienu un kontakta garumu.
Savienotāja laukumā pieredze rāda, ka silikona gumijas sākotnējam projektēšanai vajadzētu mērķēt uz pozitīvu spiedienu >500 kPa un kontaktligzdas garumu >0,6 mm. Tas ir atsauces lielums, kas nodrošina gaisa necaurlaidību 28 kPa pēc 1008 stundām 125 °C temperatūrā (aptuveni vienāds ar 3 m ūdens dziļumu).
Papildu piezīmes:
① Ja nepieciešams, ņemiet vērā arī savienojamo daļu deformāciju spēka ietekmē.
② Kontakta spiediens un garums ir makro līmeņa pārbaudes; mikro līmenī joprojām jāapsver noplūdes kanāli, ko veido virsmas raupjums.
MMC gadījumā blīvējuma gredzens ir visticamāk pārspiests. Koncentrējieties uz:
• Vai šķērsgriezuma aizpildes pakāpe ir pārāk augsta (tā nedrīkst pārsniegt 100 %).
• Vai vietējais spriegums pārsniedz materiāla izturību (tas nedrīkst pārsniegt gumijas stiepšanas izturību) un vai pastāv saspiešanās tendence.
• Vai pastāv izspiešanās risks.
Iepriekšējā daļā tika apskatīta blīvējuma gredzena darbība jaunā stāvoklī, un FEA var sniegt diezgan precīzus rezultātus šim gadījumam.
Tomēr gumijas materiāli ilgstoši pakļaujas pastāvīgai spiedes deformācijai, sprieguma relaksācijai, termiskajai vecošanai un īpašību pasliktināšanai laika gaitā, tāpēc blīvējuma savienojums pakāpeniski zaudē savu sākotnējo kontaktspēku.
Veiksmīgi pabeigti sākotnējie pārbaudes testi nenozīmē, ka ierīce joprojām būs uzticama ekspluatācijas beigās. Jums jāņem vērā vecošanās faktori jau no dizaina sākuma.
Spiedes deformācija ir galvenais rādītājs, kas norāda, cik labi gumija saglabā savu elastīgumu pēc ilgstošas spiedes iedarbības.
Tas nozīmē, ka pēc tam, kad blīvējuma gredzens ilgu laiku ir bijis saspiests un vecojis, pēc spiediena noņemšanas tas nevar pilnībā atgriezties sava sākotnējā formā. Jo lielāka ir spiedes deformācija, jo sliktāka ir atjaunošanās spēja un jo augstāka ir risks zaudēt efektīvu blīvējuma kontaktu ekspluatācijas beigās.
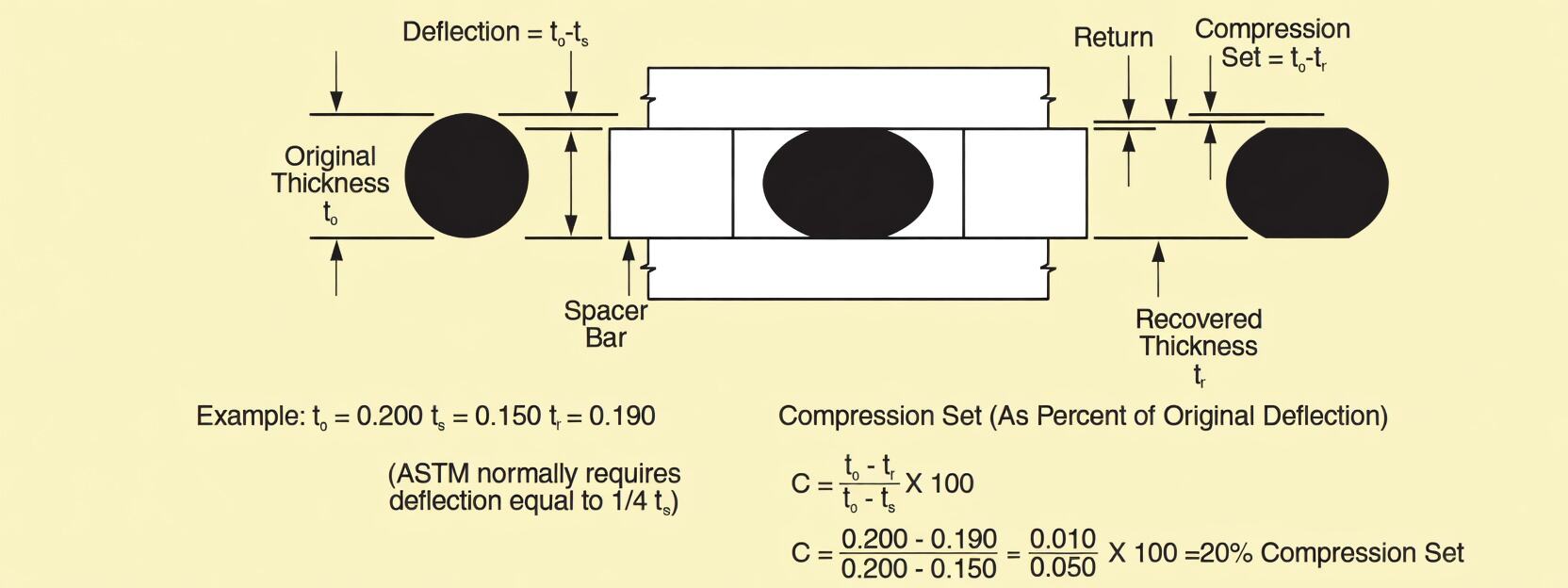
(Šajā rakstā šeit ir parādīts spiedes deformācijas diagramma.)
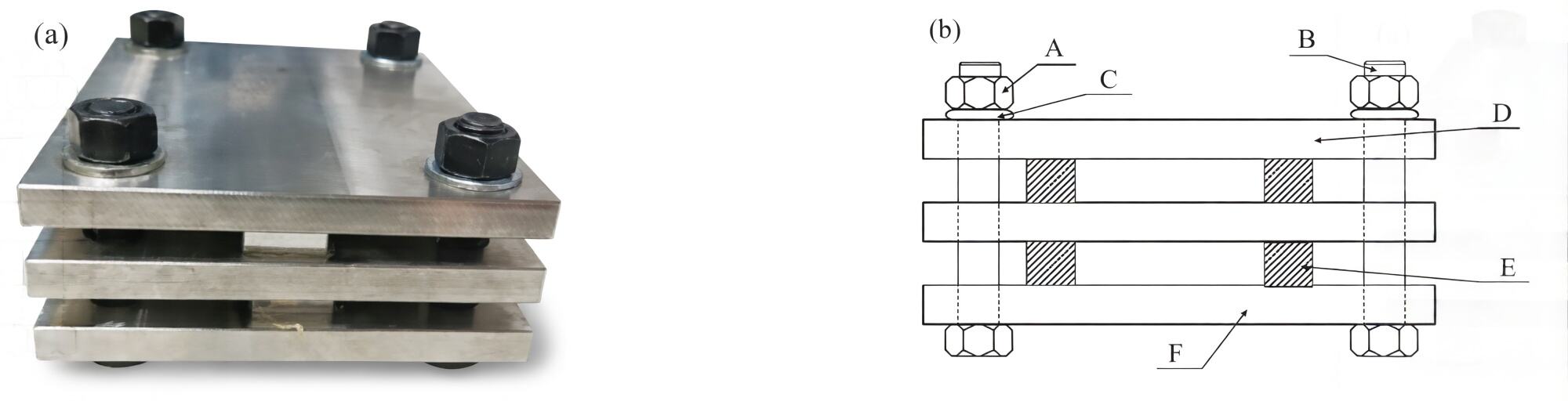
(Rakstā parādīts standarta rūpniecības testa ierīces piemērs blīvējuma gredzena kompresijas deformācijai — standarta izmēra gumijas bloks, kas novietots starp plātnēm.)
Kvalitatīvi trīs galvenie faktori ir spiediens (kompresijas ātrums), temperatūra un laiks.
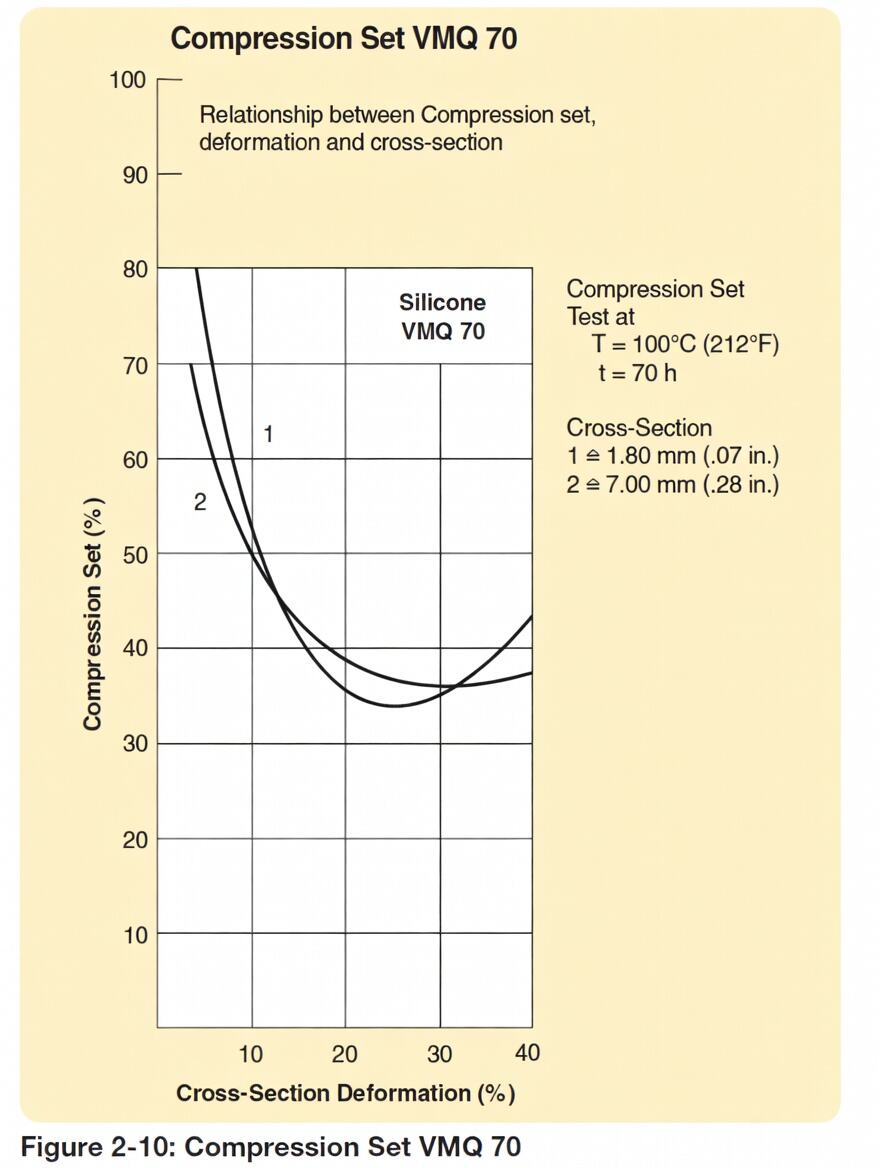
(Rakstā parādīts grafiks ar VMQ silikona gumijas kompresijas deformāciju atkarībā no kompresijas ātruma. VMQ gumijai pārāk mazā vai pārāk lielā kompresija nav optimāla ilgtermiņa ekspluatācijai.)
(Piezīme: Kad kompresija ir ļoti viegla, „procentuālās” kompresijas deformācijas vērtība var šķist ļoti augsta.)
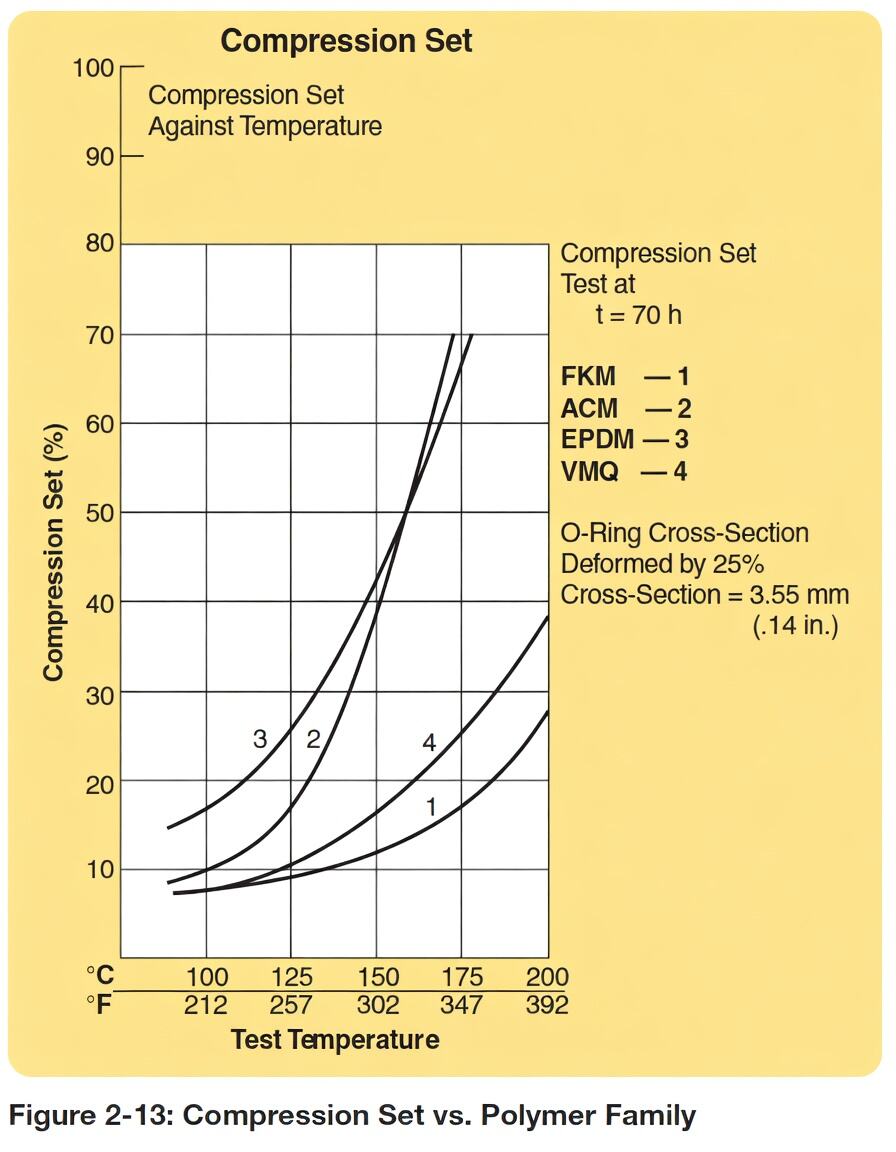
(Rakstā parādīti grafiki ar kompresijas deformāciju pēc vecošanās dažādās temperatūrās — augstāka temperatūra pasliktina atjaunošanos.)
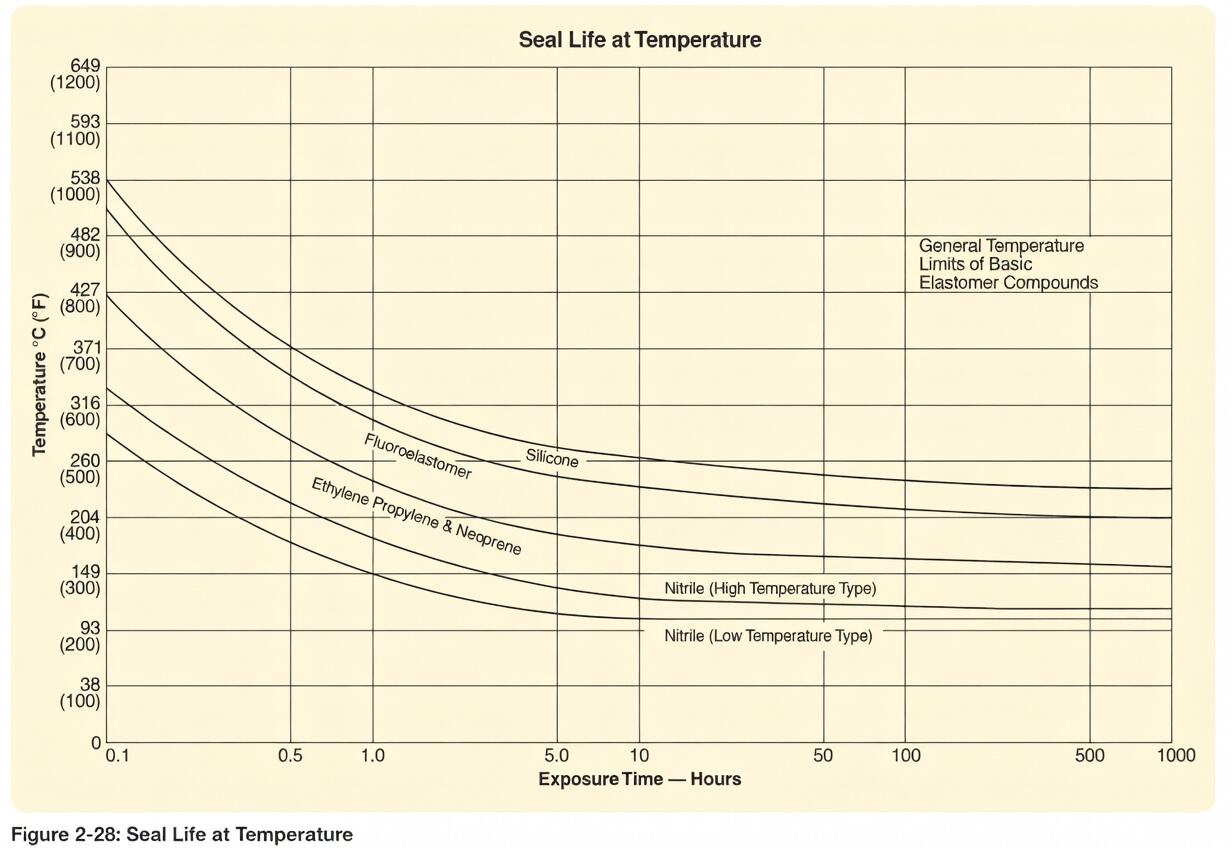
(Rakstā parādīta aptuvena dažādu blīvējumu materiālu kalpošanas ilgums dažādās temperatūrās — tikai orientējošai informācijai.)
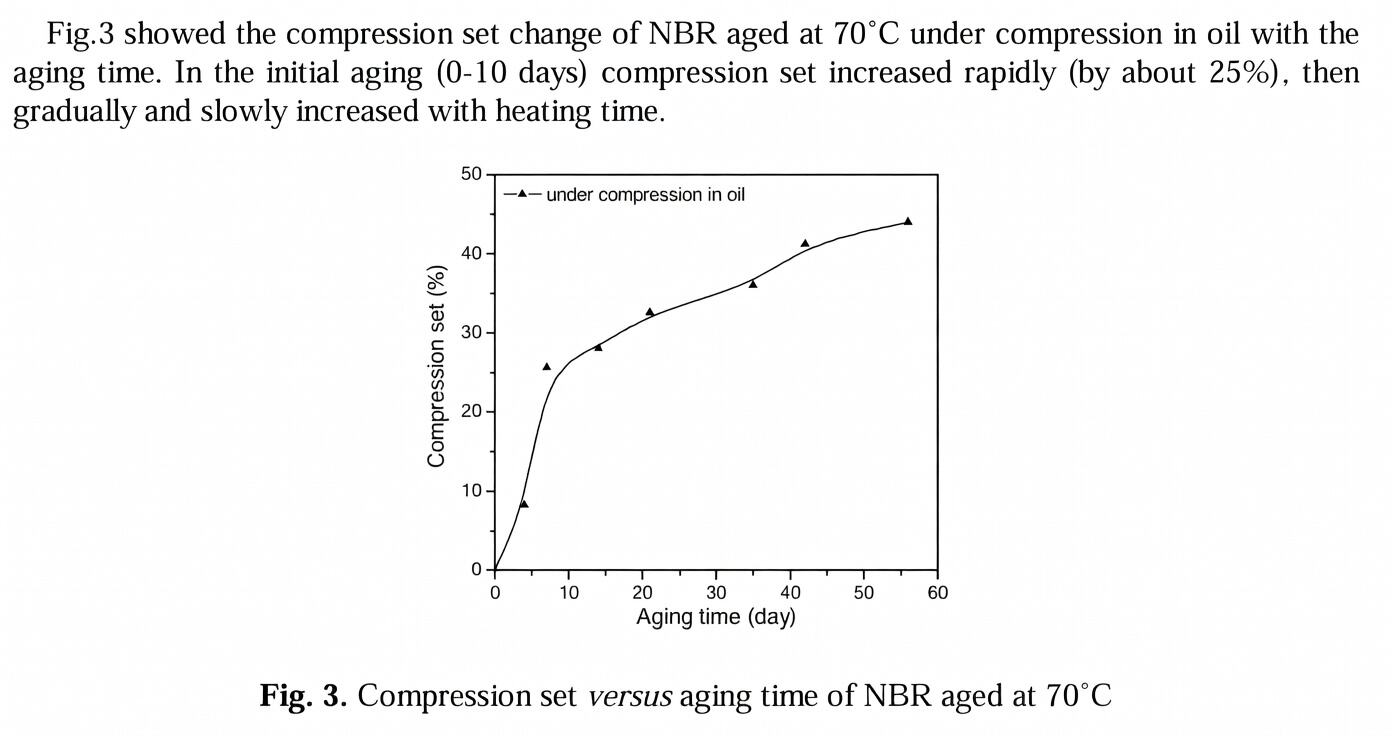
(Rakstā parādīts grafiks ar NBR gumijas kompresijas deformāciju atkarībā no vecošanās laika.)
Inženierzinātniskajā praksē jūs varat ievadīt vecuma izraisīto kompresijas zuduma vērtību atpakaļ sākotnējā projektēšanā, lai ātri pārbaudītu, vai jums ir pietiekams drošības rezerves lielums, un novērtētu bojājumu risku ekspluatācijas beigās.
Piemērs: Ja sākotnējā projektēšanas kompresijas pakāpe ir 10 %, bet pēc 1008 stundām 125 °C temperatūrā kompresijas zudums kļūst 17 %, tad pēc vecuma ietekmes blīvējums, visticamāk, sabojās. Jums vajadzētu palielināt sākotnējo kompresijas pakāpi vai izvēlēties gumiju ar labāku kompresijas zuduma rādītājiem.
Piezīme: Šo metodi var izmantot ātrai pārbaudei vai tendenču novērtēšanai, taču to nevar izmantot tiešai gala noplūdes ātruma prognozēšanai.
Šajā rakstā sniegts kvalitatīvs rāmis blīvējumu projektēšanai, tomēr vēl nav aptverti daudzi citi temati, piemēram, virsmas raupjuma un blīvēšanas saistība, zemas temperatūras ietekme uz blīvējumu darbību, kvantitatīvas metodes noplūdes ātruma noteikšanai un temperatūras–vecuma pielāgošanas modeļu izveide.
[1] Parker Hannifin Corporation. Parker O-Ring Handbook: ORD 5700[M]. Cleveland, OH: Parker Hannifin Corporation, 2021.
[2] QIAN Y H, XIAO H Z, NIE M H et al. Nitrilkaumijas kalpošanas laika prognozēšana kompresijas sprieguma ietekmē transformatora eļļā [C] // 2016. gada 5. Starptautiskās konferences par mērīšanu, mērinstrumentiem un automatizāciju (ICMIA 2016) materiāli. Parīze: Atlantis Press, 2016: 189–194. DOI: 10.2991/icmia-16.2016.35.

Laipni lūdzam uz HOVOO, kinēšu slēdziņu ražotāju. PU, gumijas un PTFE slēdziņu ražošana. Slēdziņi ietver O-slēdziņus, cilindra slēdziņus, stieņa slēdziņus, Pelēkā slēdziņu un gāzes slēdziņus.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}