33-99No. Mufu E Rd. Gulou Bezirk, Nanjing, China [email protected] | [email protected]
33-99No. Mufu E Rd. Gulou Bezirk, Nanjing, China [email protected] | [email protected]

Neben der Energieübertragung erfüllt mineralölbasierter Schmierstoff eine weitere zentrale Funktion: die Schmierung. Beide Funktionen – Energieübertragung und Schmierung – werden stark durch die Viskosität beeinflusst. Damit ist die Viskosität die wichtigste Eigenschaft von Hydrauliköl.
Schmierung ist der Vorgang, bei dem die Reibung zwischen zwei sich berührenden und relativ zueinander bewegten Oberflächen verringert wird.
Schmierung ist eine zentrale Funktion von Hydrauliköl. Ohne Schmierung führt die Reibung zwischen bewegten Teilen zu übermäßigem Verschleiß und Wärmeentwicklung. 
Reibung ist eine Kraft, die einer Bewegung entgegenwirkt. Selbst Oberflächen, die glatt erscheinen, sind mikroskopisch rau. Wenn zwei Oberflächen aneinanderreiben, berühren sich die mikroskopischen Erhebungen, verformen sich, verschweißen kurzzeitig und reißen auseinander – dieses Auseinanderreißen stellt die Reibung dar. Je rauer die Oberfläche ist, desto größer ist die zum Gleiten erforderliche Kraft und desto mehr Reibung entsteht.
Abbildung 3-1: Reibung tritt auf, wenn mikroskopische Erhebungen zweier Oberflächen in Kontakt treten, kurzzeitig verschweißen und beim Gleiten der Oberflächen auseinanderreißen.
Befindet sich ein Ölfilm zwischen zwei metallischen Oberflächen, wird der direkte Metall-Metall-Kontakt vermieden. Die Oberflächen gleiten stattdessen auf dem Ölfilm und nicht aufeinander, wodurch die Reibung drastisch verringert wird.
Jede Flüssigkeit kann einen Ölfilm bilden, doch manche Flüssigkeiten eignen sich hierfür besser als andere. Wasser wurde beispielsweise als erste Hydraulikflüssigkeit verwendet, doch sein Film ist schwach und bricht leicht. Hydrauliköl auf Mineralölbasis bildet einen deutlich stabileren und widerstandsfähigeren Film.
Schmierfähigkeit ist die Fähigkeit einer Flüssigkeit, einen schwer zu durchbrechenden Film zu bilden. Sie hängt ab von:
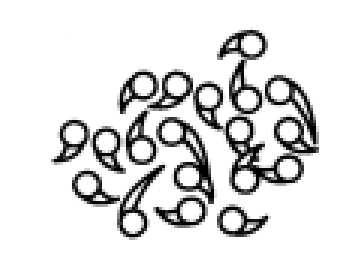
Mineralisches Hydrauliköl weist eine ausgezeichnete Schmierfähigkeit auf. Gießen Sie es auf eine Stahlplatte, und Sie sehen, wie ein dicker, umfangreicher Ölfilm die Oberfläche bedeckt und dort verbleibt. Gießen Sie Wasser auf dieselbe Platte, bildet sich zwar ein dünner Film, doch dieser bricht leicht. Gießen Sie Quecksilber, so perlt es zu Kugeln zusammen – Quecksilber haftet nahezu gar nicht an Stahl, weshalb seine Schmierfähigkeit sehr schlecht ist.
Abbildung 3-2: Vergleich der Schmierfähigkeit. Eine gute Schmierfähigkeit erfordert sowohl einen natürlicherweise dicken Film als auch eine starke Haftung an der Metalloberfläche. Öl übertrifft in beiden Aspekten.
Die richtige Viskosität des Hydrauliköls muss zwei Anforderungen ausgleichen: Das Öl muss dick genug sein, um einen guten Film zu bilden, aber dennoch fließfähig genug, um sich frei bewegen zu können. Dieser Ausgleich wird im Folgenden näher erläutert.
Öl erfüllt im Hydrauliksystem zwei wichtige Funktionen:
Beide dieser Funktionen – und ihre letztendliche Wirkung auf das System – werden stark durch die Viskosität beeinflusst. Zunächst definieren wir daher den Begriff Viskosität und untersuchen anschließend deren Einfluss auf Wärmeentwicklung, Schmierung, hydrodynamische Schmierung, Spaltströmung und mehr.
Wie alle Flüssigkeiten besteht hydraulisches Mineralöl aus Molekülen, die sich gegenseitig anziehen. Die molekulare Anziehungskraft in einer Flüssigkeit ist deutlich stärker als in einem Gas, jedoch schwächer als in einem Feststoff (wo die Moleküle in festen Positionen fixiert sind). Da Flüssigmoleküle aneinander vorbeigleiten können, ist eine kontinuierliche Strömung einer Flüssigkeit möglich.
Viskosität ist eine Eigenschaft, die dem Vorbeigleiten von Flüssigmolekülen aneinander widersteht – sie stellt eine Form innerer Reibung dar. Eine hochviskose Flüssigkeit (wie Honig oder Melasse) fließt langsam und mit großem Widerstand. Eine niedrigviskose Flüssigkeit (wie Wasser oder Speiseöl) fließt leicht.
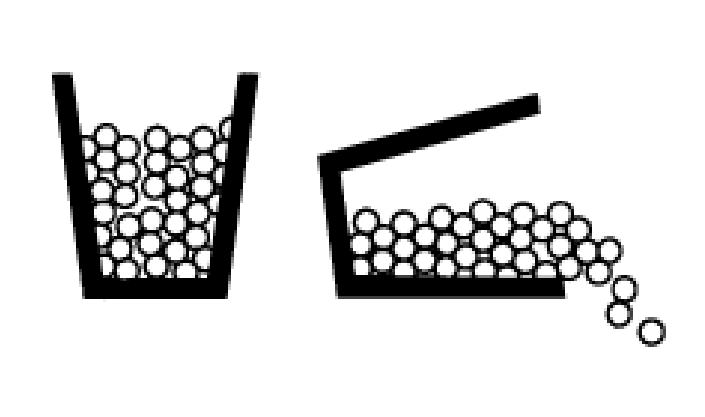
Wie oben erwähnt, besteht Flüssigkeit aus Molekülen, die sich ständig bewegen und gegenseitig anziehen. Wenn sich die Moleküle langsam bewegen, ist die Anziehungskraft zwischen ihnen stärker und der Widerstand gegen das Fließen größer – die Viskosität ist hoch. Wenn sich die Moleküle schnell bewegen (bei Erwärmung), schwächt sich die Anziehungskraft ab und die Viskosität sinkt.
Kalter Melasse aus dem Kühlschrank weist eine sehr hohe Viskosität auf – sie fließt nur langsam und mit Mühe aus. Erwärmen Sie sie auf dem Herd, wodurch sich die Moleküle beschleunigen, die Anziehungskraft abnimmt, die Viskosität sinkt und sie mühelos durch einen Trichter fließt.
Eine Möglichkeit, die Viskosität von Öl zu messen, ist die Methode der Saybolt-Universal-Sekunden (SUS, auch SSU genannt). Die SI-Einheit ist Centistokes (cSt). SUS wurde nach George Saybolt benannt, der 1919 das Saybolt-Viskosimeter dem US-Büro für Normung vorschlug.
Methode: Gießen Sie die Flüssigkeit in einen Behälter und erwärmen Sie sie auf die Prüftemperatur. Ziehen Sie den unteren Stopfen heraus und starten Sie gleichzeitig eine Stoppuhr. Stoppen Sie die Uhr, sobald genau 60 mL Flüssigkeit in ein Kolbenmaß abgeflossen sind. Die verstrichene Zeit in Sekunden entspricht der SUS-Viskosität bei dieser Temperatur.
Beispiel: Wenn Öl, das auf 100 °F (37,7 °C) erhitzt wurde, 143 Sekunden benötigt, um abzulaufen, beträgt seine Viskosität 143 SUS bei 100 °F (37,7 °C). Wenn dasselbe Öl bei 130 °F (54,4 °C) 82 Sekunden benötigt, beträgt die Viskosität 82 SUS (17,7 mm²/s) bei 130 °F (54,4 °C). Da die Viskosität stets von der Temperatur abhängt, müssen stets sowohl der Wert als auch die Temperatur angegeben werden. „150 SUS (32 mm²/s)“ ohne Angabe der Temperatur ist eine Kurzform für 150 SUS (32 mm²/s) bei 100 °F (37,7 °C).
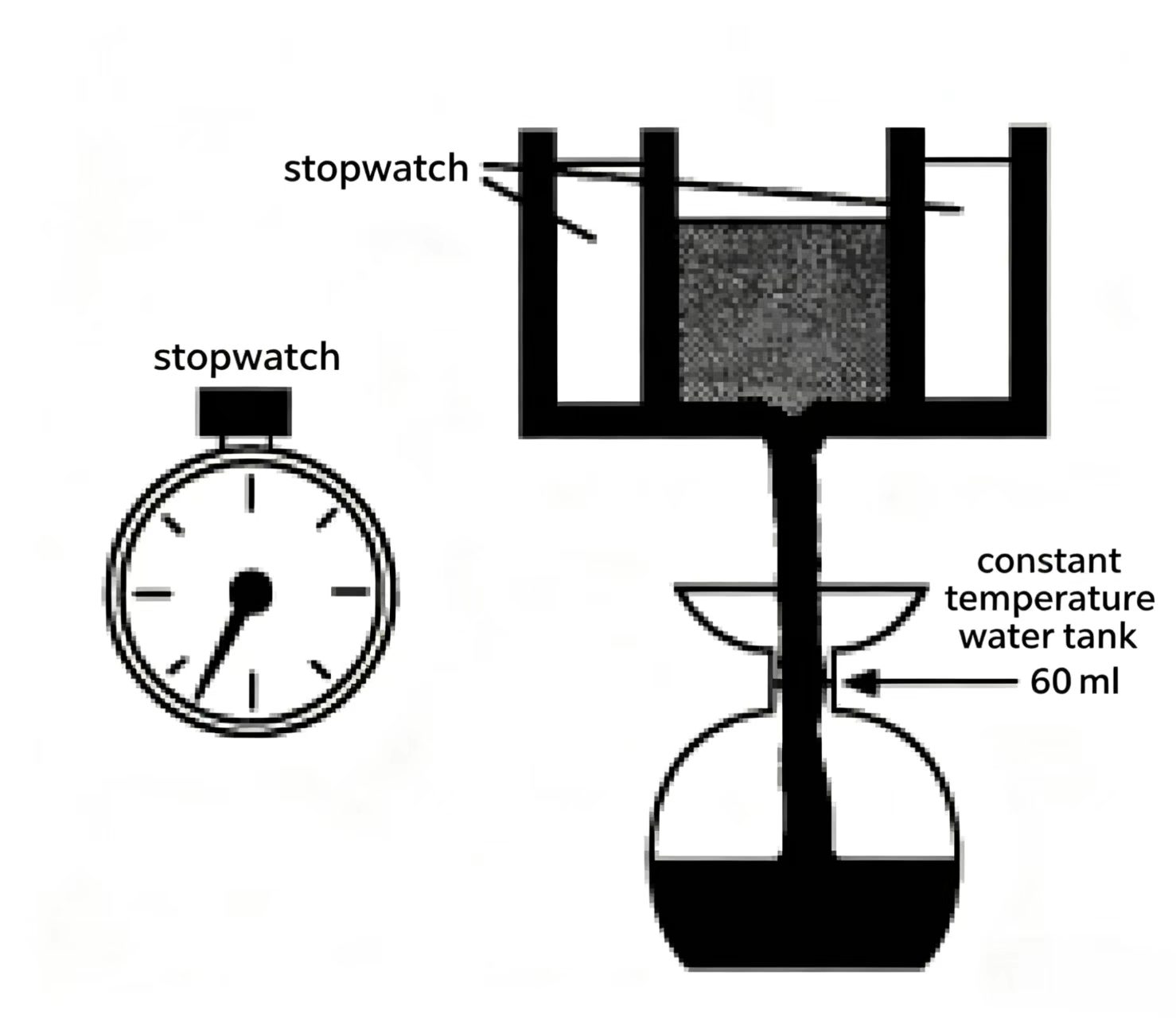
Abbildung 3-5 Saybolt-Viskosimeter. Das Öl wird auf eine vorgegebene Temperatur erwärmt und dann die Zeit gemessen, die genau 60 mL benötigen, um in das Kolbenmaß abzulaufen. Die Zeit in Sekunden entspricht der SUS-Viskosität.
Die Viskosität ändert sich ebenfalls mit dem Systemdruck. Mit steigendem Druck nimmt auch die Viskosität zu (wie durch die Kurve in der Abbildung dargestellt). Eine Druckerhöhung von 0 auf 3.000 psi (207 bar) kann die Viskosität eines typischen industriellen Hydrauliköls um etwa 40 % erhöhen.
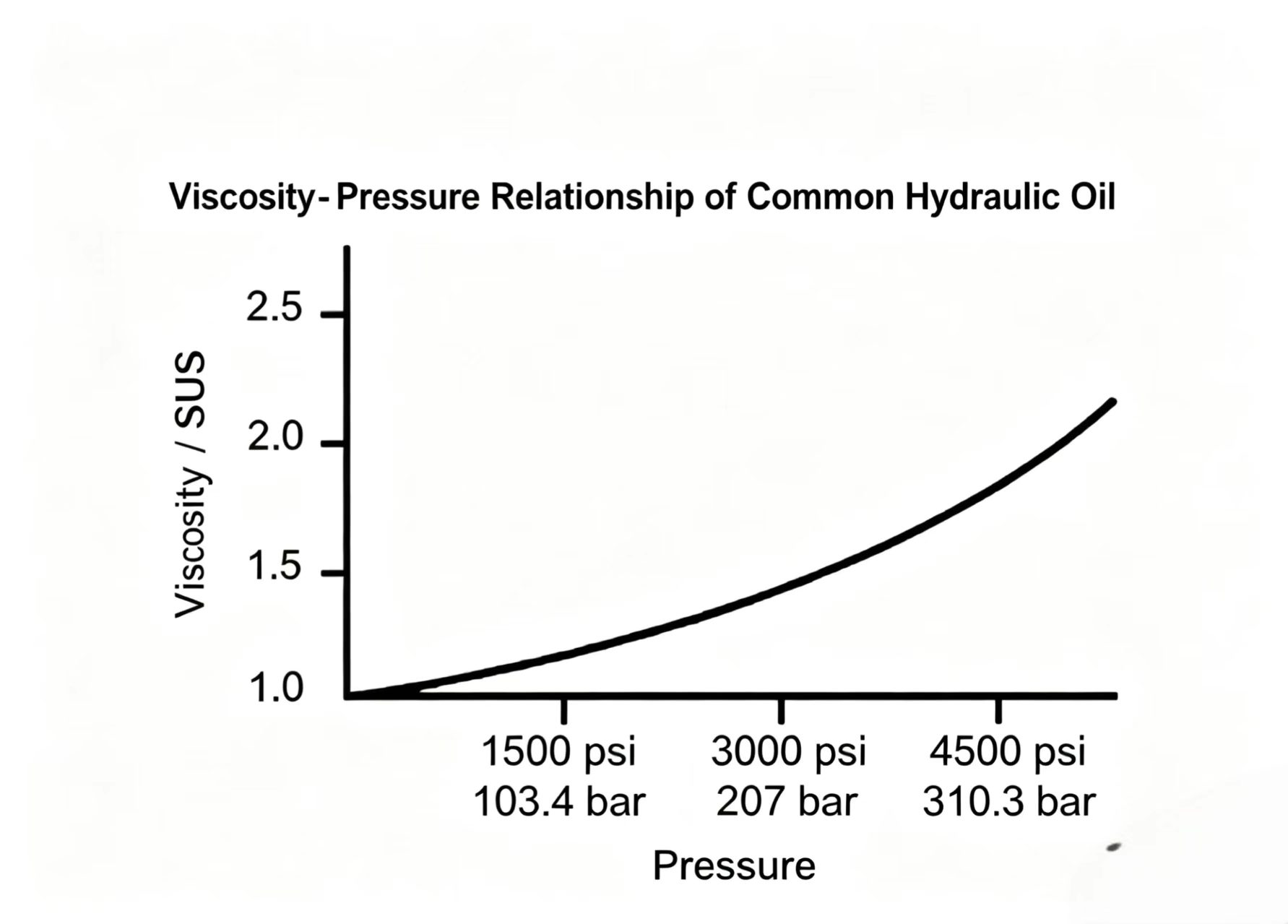
Abbildung 3-6: Die Viskosität steigt mit dem Druck. Bei 3.000 psi (207 bar) kann die Viskosität um 40 % höher sein als bei atmosphärischem Druck.
Die Viskosität beeinflusst die Wärmeentwicklung unmittelbar. Öl mit hoher Viskosität (z. B. 500 SUS / 107,9 mm²/s) erzeugt einen größeren inneren Strömungswiderstand als Öl mit niedriger Viskosität (z. B. 150 SUS / 32 mm²/s) und führt daher zu einer stärkeren Wärmeentwicklung im System.
Bei den meisten hydraulischen Systemen liegt der Betriebsviskositätsbereich bei 150–250 SUS (32–53,9 mm²/s) bei 100 °F (37,7 °C).
Die Viskosität ist ein Widerstand gegen die Strömung und könnte daher unerwünscht erscheinen. Sie hat jedoch einen entscheidenden Einfluss auf die Schmierung – sie ist äußerst wichtig für die Bildung eines guten Ölfilms. Eine höhere Viskosität bedeutet einen dickeren und stabileren Film. Gleichzeitig muss das Öl jedoch frei fließen können; daher muss die richtige Viskosität beide Anforderungen ausgewogen erfüllen.

Abbildung 3-7: Die Ölfilmdicke variiert mit der Viskosität. Eine hohe Viskosität führt zu einem dickeren Film, erhöht aber den Strömungswiderstand. Eine niedrige Viskosität ermöglicht ein leichtes Fließen, doch der dünne Film kann unter Last brechen.
Die Fähigkeit, einen stabilen Ölfilm zu bilden, ist eine wichtige Eigenschaft von mineralischem Hydrauliköl. Diese Eigenschaft bezeichnen wir als Schmierfähigkeit. Es scheint zunächst, dass sich schnell bewegende Maschinenteile schwer schmieren lassen, weil die Geschwindigkeit den Film wegwischen würde – tatsächlich verhindert jedoch in der Regel die Viskosität der Flüssigkeit genau dies.
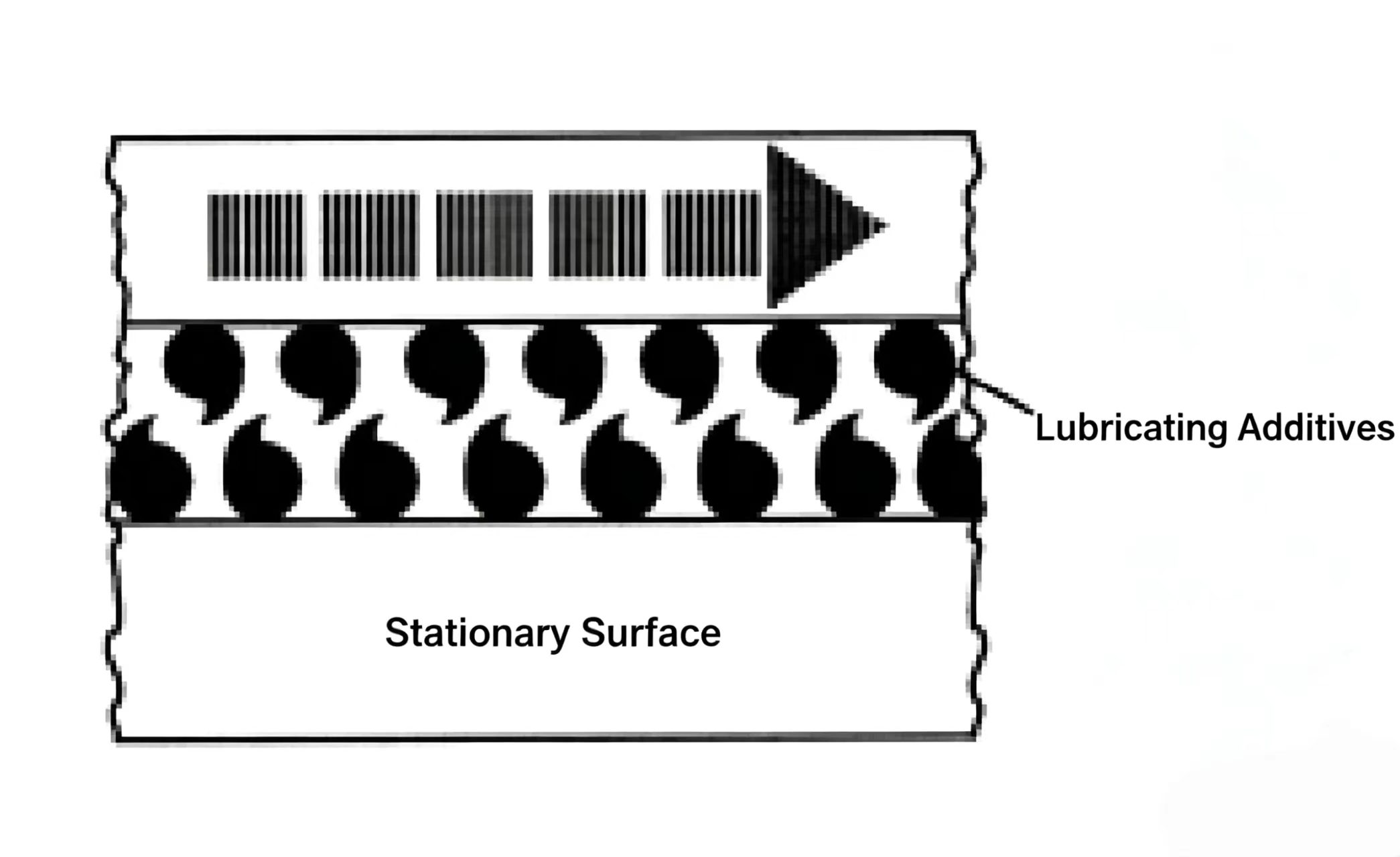
Wenn ein stationärer Metallblock auf einer geölten Metalloberfläche ruht und eine Kraft auf ihn wirkt, wird die vordere Kante des Blocks leicht angehoben. Das Öl widersteht dem Herauspressen (aufgrund seiner Viskosität), und es bildet sich ein Ölfilmkeil unter dem Block. Dieser Keil trägt den Block während seiner Bewegung – ähnlich wie ein Boot auf Wasser. Solange der Druck auf den bewegten Block innerhalb eines bestimmten Bereichs bleibt, verhindert der Ölfilmkeil einen direkten metallischen Kontakt zwischen den Oberflächen. Dies ist die dynamische (hydrodynamische) Schmierung.
Niedrigviskose Flüssigkeiten wie Wasser werden bei niedrigen Geschwindigkeiten und hohen Lasten leicht herausgepresst – der Keil kann sich nicht vollständig bilden, und der Schmierfilm bricht leicht zusammen.
Wenn Systemkomponenten in Bewegung sind, sorgt der hydrodynamische Prozess für eine gute Schmierung. Bei der Inbetriebnahme oder wenn der Druck, der die Komponenten antreibt, zu hoch ist, wird die Fähigkeit des Öls, einen stabilen Film zu bilden (Schmierfähigkeit), entscheidend wichtig.

Abbildung 3-8 Hydrodynamische Schmierung. Während sich der Block bewegt, bildet sich ein Ölfilmkeil, der die Last trägt und verhindert, dass die Oberflächen metallisch aufeinanderprallen.
Die Viskosität beeinflusst zudem, wie gut das Öl die engen Spalte zwischen bewegten Teilen abdichtet. Viele hydraulische Komponenten (Pumpen, Motoren, Ventile) beruhen auf metallischer Dichtung – es gibt beispielsweise zwischen Kolben und Zylinderbohrung einer Kolbenpumpe keine Gummidichtungen. Stattdessen befindet sich lediglich ein dünner Ölfilm im Spalt.
Die Spalte zwischen diesen Teilen wirken wie feste Drosselstellen – sie begrenzen kontinuierlich einen kleinen Leckstrom. Dieser Leckstrom dient sowohl der Schmierung als auch der Abdichtung. Zu geringer Leckstrom führt zu unzureichender Schmierung; zu hoher Leckstrom bewirkt, dass das System Volumenstrom verliert, der Wirkungsgrad sinkt und unnötige Wärme entsteht.
Für eine optimale Dichtwirkung sollten die Spalte so klein wie möglich sein – jedoch nicht so klein, dass das Öl nicht mehr schmieren kann, und nicht so groß, dass ein übermäßiger Durchtritt auftritt. Der optimale Spalt stellt ein Gleichgewicht zwischen Dichtwirkung und Schmierung dar.
Wenn die Ölviskosität zu niedrig ist (Öl zu dünn), wird der Durchtritt durch die Spalte übermäßig. Dadurch verringert sich der zur Stellvorrichtung gelangende Volumenstrom, und es entsteht unnötige Wärme. Ist die Viskosität zu hoch, bildet sich der Schmierfilm zwar weiterhin, doch steigt der Strömungswiderstand und die Systemeffizienz sinkt.
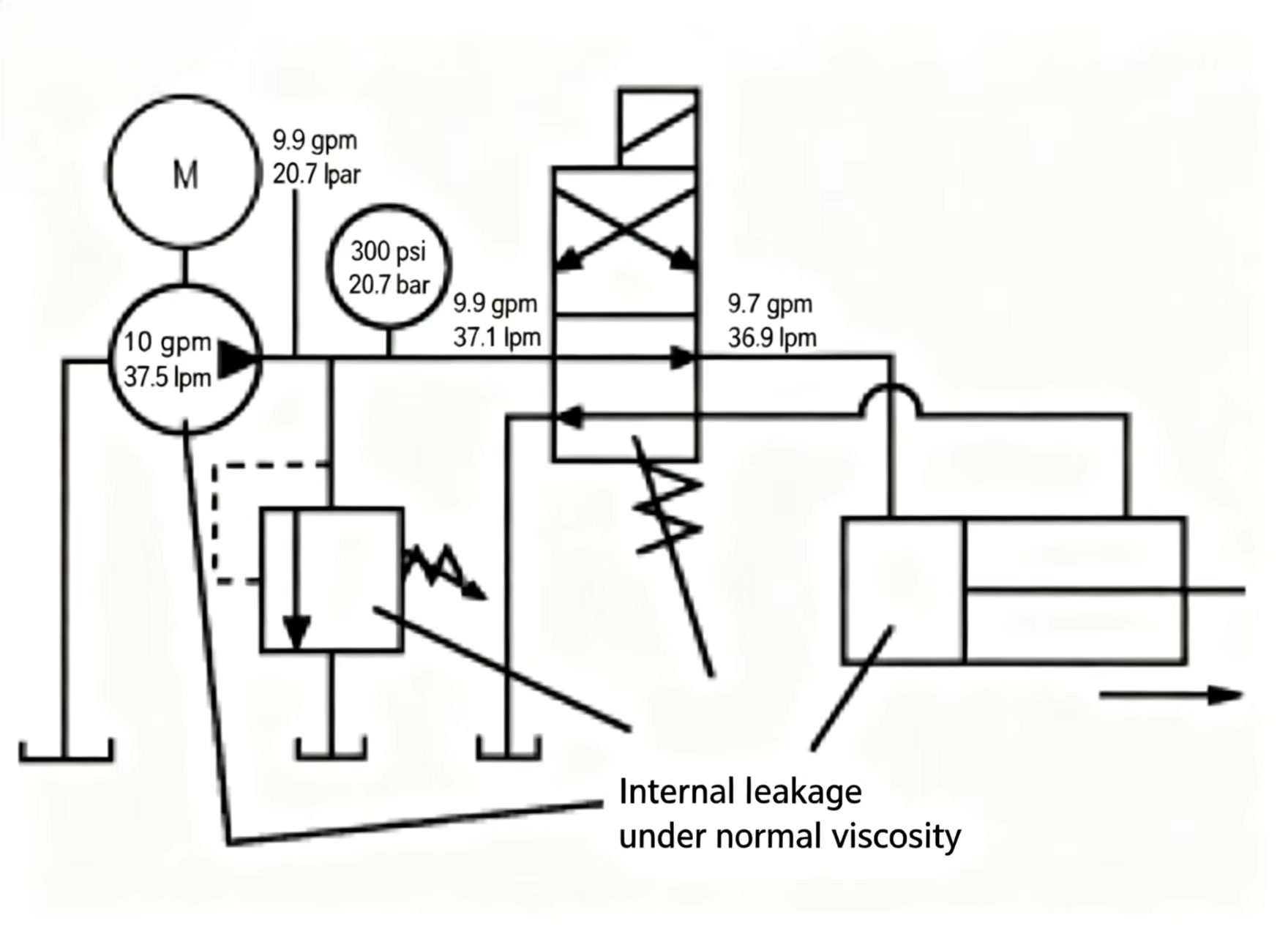
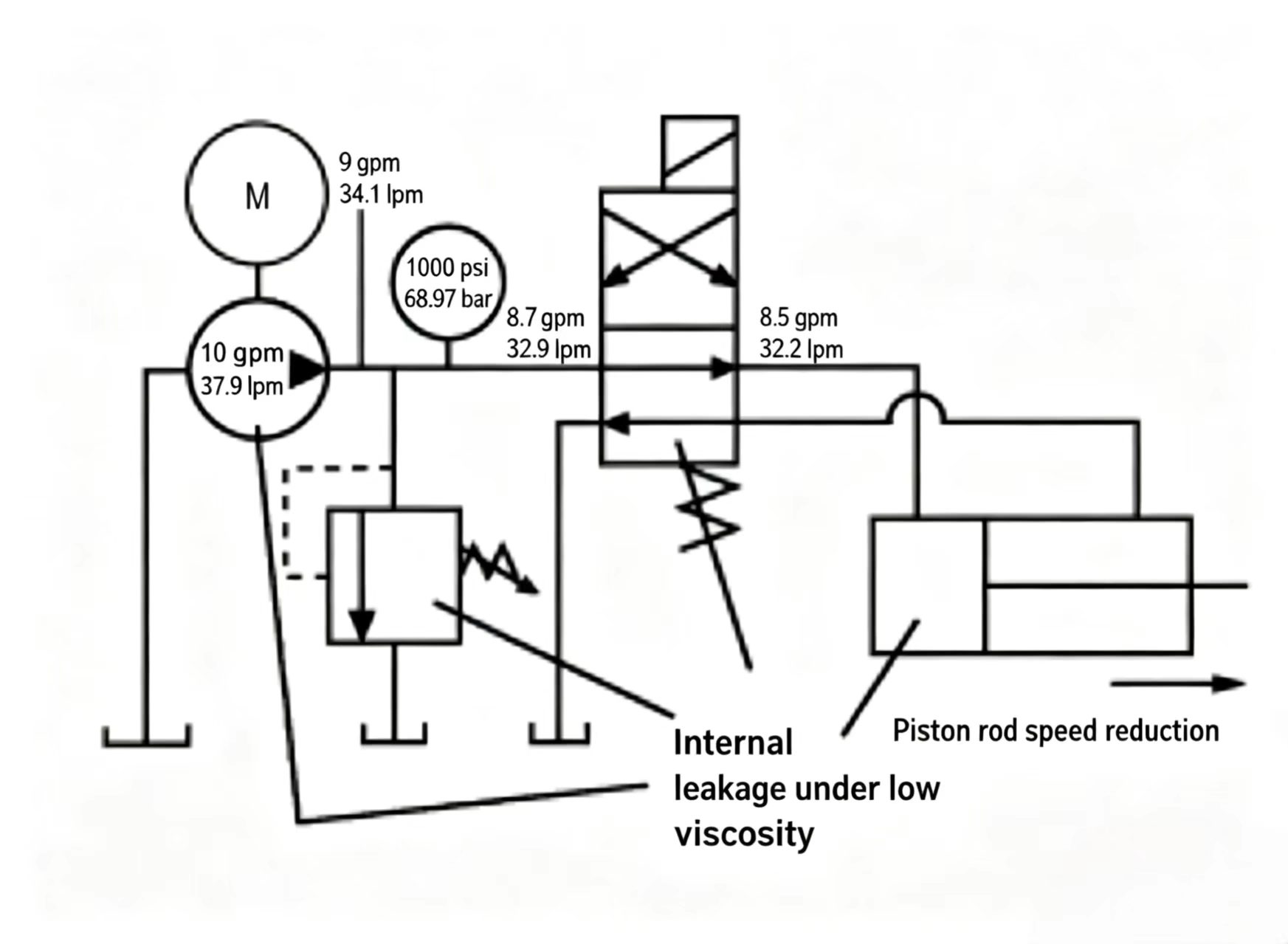
Abbildung 3-9: Auswirkung einer niedrigen Viskosität auf den internen Durchtritt. Bei dünnflüssigem Öl nimmt der Durchtritt durch die Metall-Metall-Spalte zu und reduziert den zur Stellvorrichtung gelangenden Volumenstrom.
Die Viskosität von Hydrauliköl ist ein wichtiger Parameter in einem Hydrauliksystem. Da sich die Viskosität jedoch mit der Temperatur ändert, muss die Ölviskosität bei nicht konstanter Betriebstemperatur im gesamten Betriebstemperaturbereich relativ stabil bleiben.
Der Viskositätsindex (VI) beschreibt, wie stark sich die Viskosität mit der Temperatur ändert. Die Beziehung basiert auf dem ASTM-Standard-Viskositäts-Temperatur-Diagramm (American Society for Testing and Materials): Wenn die Viskosität des Öls bei zwei verschiedenen Temperaturen in dieses Diagramm eingetragen wird, ergibt sich eine Gerade. Die Viskosität bei jeder anderen Temperatur kann dann an dieser Geraden abgelesen werden (diese Methode ist gültig für Basisöle ohne chemische Zusatzstoffe; Zusatzstoffe können die natürliche Viskositäts-Temperatur-Beziehung beeinflussen).
Wenn zwei Ölkurven im selben Diagramm dargestellt werden, ist die horizontalere Linie das Öl mit dem höheren Viskositätsindex.
Öl A weist eine flachere Linie auf – seine Viskosität ändert sich weniger mit der Temperatur – daher hat Öl A einen höheren Viskositätsindex.
Als das VI-Konzept erstmals eingeführt wurde, reichte die Skala von 0 (schlechteste, temperaturanfälligste) bis 100 (beste, am wenigsten temperaturanfällige). Moderne Raffinerieverfahren können Öle mit einem VI-Wert über 100 erzeugen. In modernen Hydrauliksystemen wird typischerweise ein VI ≥ 90 gefordert; bei Systemen, die bei einer relativ konstanten Temperatur betrieben werden, spielt der VI jedoch eine geringere Rolle.

Abbildung 3-10: ASTM-Viskositäts-Temperatur-Diagramm. Je horizontaler die Linie verläuft, desto höher ist der Viskositätsindex – das Öl ist weniger empfindlich gegenüber Temperaturänderungen.
Mineralisches Hydrauliköl ist ein guter Schmierstoff für Hydrauliksysteme, weist jedoch einen Viskositätsbereich auf, innerhalb dessen es optimal funktioniert. Ist die Ölviskosität zu niedrig, ist der Ölfilm zu dünn (ähnlich wie Wasser), wodurch Verschleiß an den Komponenten auftritt. Ist die Viskosität zu hoch, kann das Öl nicht schnell genug in die Lager fließen, sodass die Komponenten unzureichend versorgt werden.
Drehende Komponenten – hydraulische Pumpen und Motoren – benötigen insbesondere eine gute Lager-Schmierung. Die Pumpenhersteller geben den Viskositätsbereich für ihre Produkte an. Werden diese Komponenten ordnungsgemäß geschmiert, ist auch die Schmierung aller anderen Systemkomponenten ausreichend.
Sobald der erforderliche Viskositätsbereich bekannt ist, bestimmt der Betriebstemperaturbereich des Systems die konkrete Wahl des hydraulischen Öls. Wenn beispielsweise ein System eine Viskosität zwischen 70–250 SUS (15–54 cSt) erfordert und die Betriebstemperatur bei 80–140 °F (26,7–60 °C) liegt, wählen Sie Öl Y. Liegt der Temperaturbereich hingegen bei 110–170 °F (43,3–76,7 °C), wählen Sie Öl Z.
Auch in industriellen Umgebungen kann die Temperatur sehr niedrig werden. Um sicherzustellen, dass die Pumpe beim Anfahren das Öl normal ansaugen kann, geben die Pumpenhersteller die maximal zulässige Anfahrviskosität an: typischerweise 1.000 SUS (216 cSt) für Kolbenpumpen und 7.500 SUS (1.618 cSt) für Flügelzellen- und Zahnradpumpen.
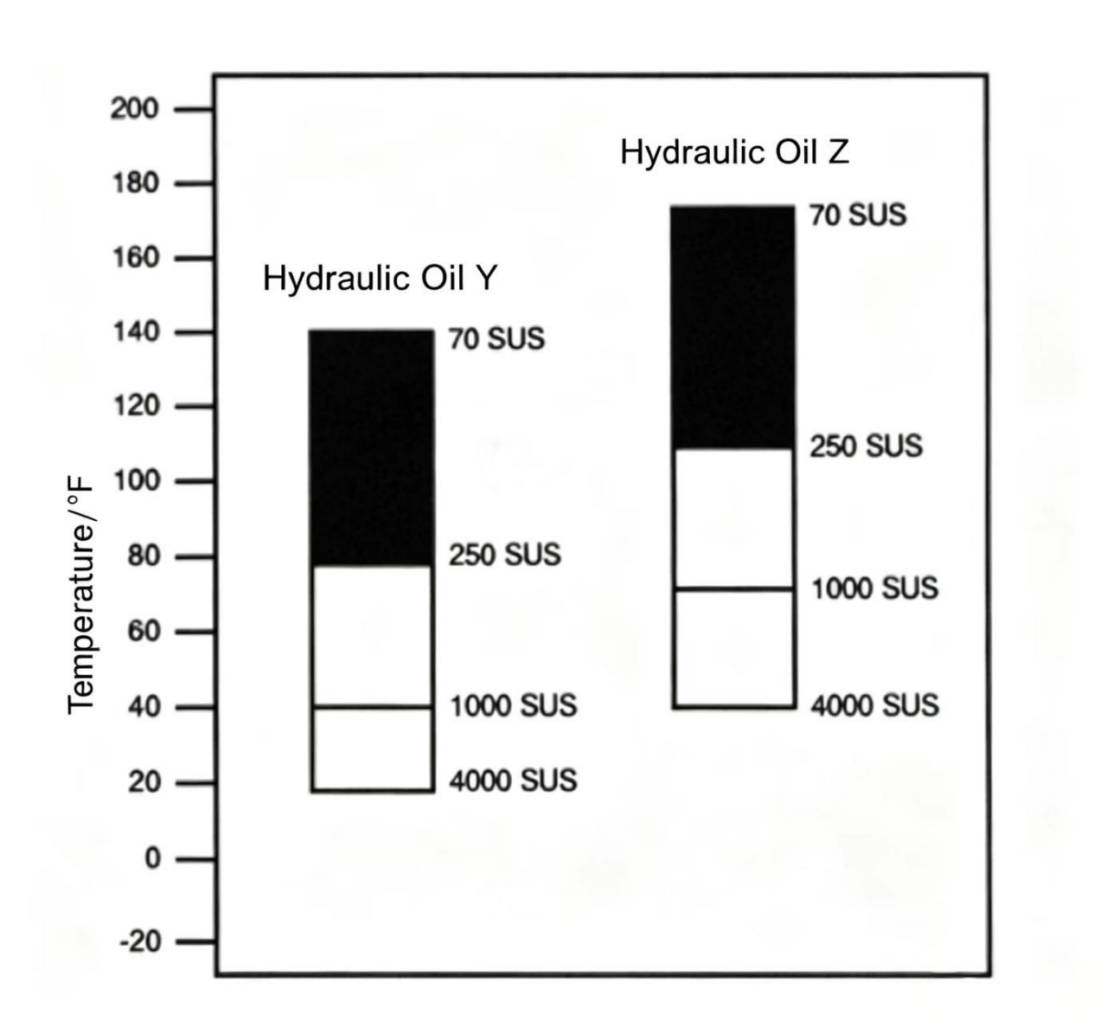
Abbildung 3-11: Auswahl der Ölviskositätsklasse anhand der Betriebstemperatur. Der schraffierte Bereich zeigt den nutzbaren Viskositätsbereich. Wählen Sie das Öl, dessen Bereich Ihren Betriebstemperaturbereich abdeckt.
Die ASTM-Viskositätskurve zeigt nicht den Pour Point (Ergießpunkt). Bei sehr niedrigen Temperaturen hört Mineralöl vollständig auf zu fließen – wachsartige Paraffinkristalle scheiden sich aus dem Öl aus und behindern den Durchfluss. Der Pour Point ist die tiefste Temperatur, bei der ein Hydrauliköl unter ASTM-Laborbedingungen noch fließfähig ist.
In einem realen System muss der Pour Point in der Regel nicht separat geprüft werden, sofern die maximale Anlaufviskositätsanforderung erfüllt ist. Wenn das System jedoch bei extrem niedrigen Temperaturen betrieben wird, muss der Pour Point des Öls mindestens 20 °F unter der minimal erwarteten Betriebstemperatur liegen.
Pour-Point-Daten für ein bestimmtes Öl finden Sie im zugehörigen Produktdatenblatt.
Wenn ein Hydrauliksystem Tag für Tag in Betrieb ist, wird das Mineralöl extremen Bedingungen ausgesetzt. Dabei können sich mehrere Probleme entwickeln, die sowohl das Öl als auch das System beeinträchtigen: Schmierung unter Hochdruck, Oxidation des Öls, Wasserkontamination, Luftaufnahme und Kontamination durch feste Partikel. Chemische Additive im Öl beheben viele dieser Probleme.
Wichtig: Chemische Additive können nicht jedes Ölproblem vollständig lösen, und kein Öl kann sämtliche Additive enthalten. Ein „Super-Öl“, das alle Aufgaben erfüllt, existiert nicht. Viele Additive sind miteinander unverträglich – das Mischen von Ölen mit unterschiedlichen Additivpaketen verschiedener Hersteller kann schädliche Reaktionen hervorrufen.
Ein hochwertiges mineralisches Hydrauliköl ist nicht immer ein guter Schmierstoff unter Hochdruckbedingungen. Wenn der Druck steigt, bricht der Ölfilm zwischen den bewegten Teilen leichter zusammen, und der haftende Schmierfilm (Schmierfähigkeit) wird entscheidend. Chemische Additive können die Schmierung unter Hochdruck oder die Grenzschmierung verbessern.

Es gibt drei Arten von Verschleißschutzadditiven:
Die drei Typen können nicht alle in demselben Öl verwendet werden – sie erfüllen unterschiedliche Zwecke. Öligkeits-/WR-Zusätze dienen niedrigdruckigen Systemen (unter 1.000 psi / 68,97 bar). EP-Zusätze werden hauptsächlich in Systemen mit einem Druck über 3.000 psi (207 bar) oder für Getriebe- und Werkzeugmaschinen-Schmierstoffe eingesetzt. AW-Zusätze decken den mittleren Druckbereich ab (1.000–3.000 psi / 68,97–207 bar).
Um festzustellen, ob ein Öl Anti-Verschleiß-Zusätze enthält, prüfen Sie den Ölnamen oder konsultieren Sie das Datenblatt des Lieferanten. Beispiel: „Hamony 48 AW“ (Gulf Oil Co.) – „AW“ steht für Anti-Verschleiß; „Sunvis 816 WR“ (Sun Oil Co.) – „WR“ steht für Verschleißminderung.
Viele raffinierte Ölanbieter kennzeichnen den Anti-Verschleiß-Gehalt nicht im Produktnamen; für spezifische Öle sollten Sie stets das zugehörige Datenblatt konsultieren. Wenn ein System unter starkem Verschleiß leidet und das verwendete Öl keine Anti-Verschleiß-Zusätze enthält, kann der Wechsel zu einem AW-Öl hilfreich sein – allerdings muss zunächst ausgeschlossen werden, dass der Verschleiß durch Ölkontamination verursacht wird.
Oxidation ist die chemische Reaktion eines Materials mit Sauerstoff – ein weit verbreiteter Vorgang. Wenn Sie in einen Apfel beißen und das Fruchtfleisch braun wird, handelt es sich um Oxidation. Eine Kratzerstelle an der Kotflügel eines Fahrzeugs reagiert bei Kontakt mit Luft und Sauerstoff und bildet Rost. Ein Großteil der Welt, darunter auch Öl, oxidiert auf diese Weise.
Die Oxidation von Öl in einem Hydrauliksystem erfolgt hauptsächlich an zwei Stellen: im Behälter (Reservoir) und am Pumpenauslass. Beide Bereiche beinhalten den Kontakt von Öl mit Sauerstoff, doch der Oxidationsprozess verläuft an jeder Stelle unterschiedlich.
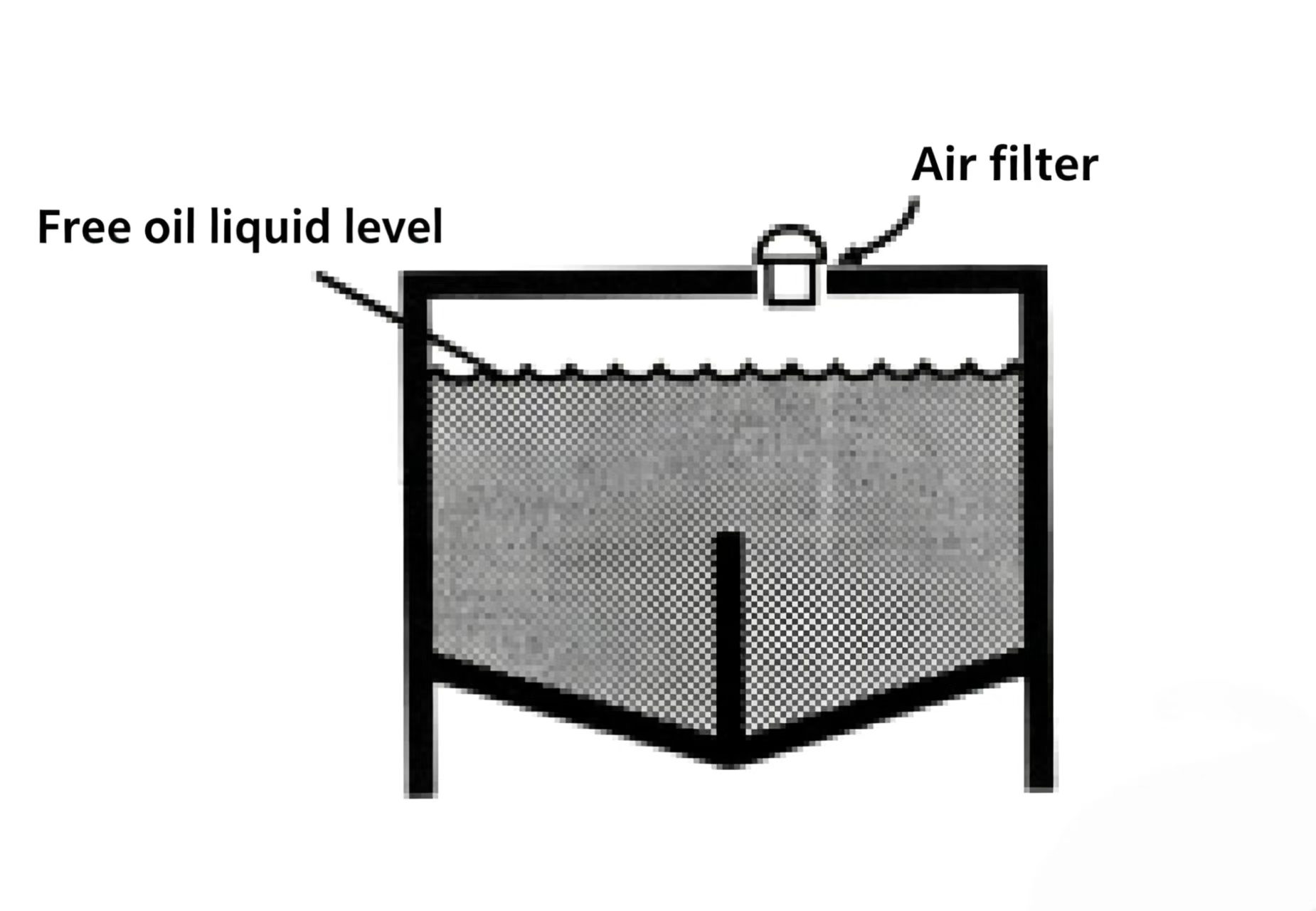
Im Behälter reagiert die freie Oberfläche des Öls mit dem Sauerstoff der Luft. Zu den Reaktionsprodukten zählen schwache Säuren sowie seifenähnliche Substanzen. Die Säuren führen zur Korrosion von Komponentenoberflächen und erzeugen dunkle Verfärbungsflecken. Die Seifen überziehen Komponentenoberflächen und verstopfen die engen Öffnungen in Druckmessanschlüssen und Schmierkanälen.
Wärme beschleunigt die Oxidation des Öls. Jede Erhöhung der Temperatur um 18–20 °F (10–11 °C) über der durchschnittlichen Behältertemperatur (130 °F / 54,4 °C) verdoppelt die Oxidationsrate annähernd.
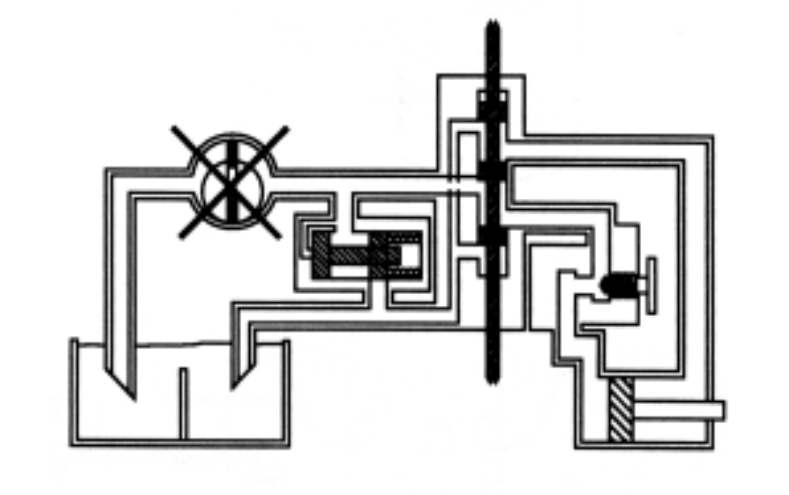
Die zweite Stelle, an der Öl oxidiert, ist der Pumpenauslass. Wenn die Saugleitung Luft ansaugt oder das Rücklauföl den Behälter aufwühlt und dadurch Luftblasen am Pumpeneinlass ansaugt, gelangen diese Luftblasen zum hochdruckseitigen Pumpenauslass und implodieren dort plötzlich (kollabieren heftig) unter hohem Druck. Dieser Vorgang erzeugt extreme lokale Hitze. Berechnungen zeigen, dass beim Komprimieren einer Blase von nahezu Null auf 3.000 psi (207 bar) Temperaturen von bis zu 2.100 °F (1.149 °C) erreicht werden können. Bei dieser Temperatur entzündet sich das Öl und bildet harzartige Ablagerungen sowie einen stechenden Brandgeruch.
Bilden sich Oxidationsprodukte am Pumpenauslass, löst sich das Harz im Öl auf. Wenn das Harz heiße Oberflächen (z. B. Pumpenrotor, Druckbegrenzungsventilspule usw.) berührt, fällt es aus dem Öl als Lackablagerung auf diesen Oberflächen aus und führt dazu, dass bewegliche Teile festkleben und blockieren.
Das Harz im Öl verbindet sich zudem mit Staub und Partikeln zu Schlamm, der kleine Öffnungen in Ventilen und Filtern verstopft und die Wärmeabfuhr durch die Wände des Ölbehälters behindert. Die Implosion von Luftblasen am Pumpenauslass ist eine wesentliche Ursache für eine schnelle Öl-Oxidation.

Abbildung 3-14: Implosion von Luftblasen am Pumpenauslass. Wenn Blasen vom Niederdruck- in den Hochdruckbereich komprimiert werden, können lokale Temperaturen über 2.000 °F steigen – ausreichend, um das Öl zu entzünden und Lackablagerungen zu bilden.
Vergleichen Sie eine Ölprobe aus dem System (möglicherweise oxidiert) mit einer frischen Ölprobe aus dem Kanister bei gleicher Temperatur. Frisches Öl fühlt sich beim Reiben zwischen Daumen und Zeigefinger deutlich klebrig an und bleibt auf den Fingern haften. Oxidiertes Öl hingegen fühlt sich wässrig an – es läuft wie Wasser ab und weist eine geringe Haft- sowie Klebkraft auf.
Öl, das durch Kavitationsblasenzerfall oxidiert wurde, hat zudem einen scharfen, stechenden Geruch. Falls die Probe Anzeichen einer Oxidation zeigt, senden Sie sie zur Analyse an ein Labor. Falls das Öl nicht regeneriert werden kann, spülen Sie das System gründlich aus und füllen Sie frisches Öl nach.

Jedes Hydrauliköl enthält eine gewisse Feuchtigkeitsmenge. In geringen Mengen zerfällt das Wasser in feinste Tröpfchen, die vom Öl mitgeführt werden. Wasser und Öl sind normalerweise nicht mischbar (außer bei wassermischbaren Ölen); in größeren Mengen sedimentiert das Wasser am Boden des Behälters.
Falls das Öl bereits Säuren und Harze enthält, die durch Oxidation entstanden sind, beschleunigen diese die Wasserrückhaltung.
Der Vergleich der verdächtigen Probe mit einer frischen Ölprobe ist die Grundkontrolle. Füllen Sie frisches Öl in ein Glasfläschchen und halten Sie es gegen das Licht — es ist klar mit leichten Bläschen. Enthält eine Probe 0,5 % Wasser, wirkt sie trüb oder nebelartig. Bei 1 % Wasser erscheint sie milchig.
Eine weitere Methode: Erhitzen Sie die milchige/nebelartige Probe — klärt sie sich nach einer Weile auf, war wahrscheinlich Wasser vorhanden. Enthält das Öl eine große Menge Wasser, sedimentiert der größte Teil davon schließlich; eine zentrifugale Trennung kann diesen Vorgang beschleunigen, falls Zeit entscheidend ist.
Falls das Öl nur eine geringe Wassermenge enthält (< 0,5 %) und die Systemanforderungen nicht äußerst streng sind, muss es möglicherweise nicht unverzüglich ausgetauscht werden. Wasser im Öl beschleunigt die Oxidation und verringert die Schmierfähigkeit; das Wasser selbst verdampft schließlich, doch die dadurch verursachten Oxidationsprodukte bleiben erhalten und setzen weiterhin Schäden fort. Falls das Öl an der Grenze liegt, senden Sie es an ein Labor.
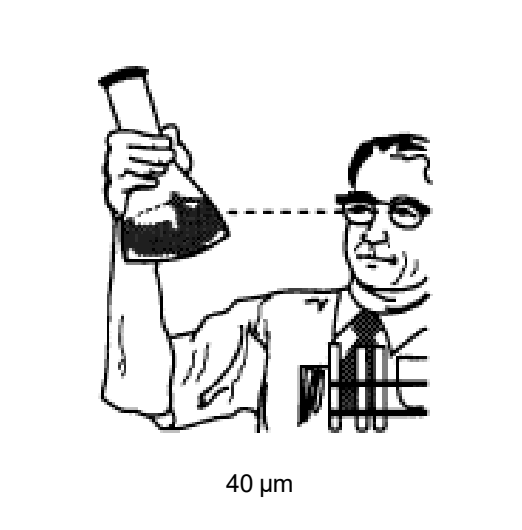
Abbildung 3-16: Visuelle Wasserprüfung. Die Wassermenge im Öl kann anhand der Trübung der Probe beim Betrachten gegen das Licht geschätzt werden.
Aus Sicht eines hydraulischen Systems ist Korrosion der chemische Angriff auf Komponentenoberflächen durch Säuren, die während der Oxidation des Öls entstehen. Rost ist die Oxidation eisenhaltiger Oberflächen, verursacht durch Wasser im Öl.
Korrosion löst Metall auf und spült es fort – wodurch Größe und Gewicht von Präzisionskomponenten abnehmen. Rost fügt Eisenoberflächen Material hinzu – wodurch deren Größe und Gewicht zunehmen. Wenn sich Präzisionskomponenten in ihrer Größe verändern, wirkt sich dies negativ auf ihre Effizienz und Leistung aus. Weder Korrosion noch Rost sind in einem hydraulischen System akzeptabel.
Selbst sehr geringe Mengen Wasser im Öl können an eisenhaltigen Komponentenoberflächen Rostbildung verursachen. Unter natürlichen Bedingungen bietet Öl allein keinen ausreichenden Korrosionsschutz, und es ist praktisch unmöglich, sämtliches Wasser aus einem hydraulischen System fernzuhalten – daher enthalten die meisten Hydrauliköle Rostinhibitoren, die einen chemischen Schutzfilm auf Metalloberflächen bilden.
Die Wechselwirkung zwischen Luft und Öl im Behälter erzeugt zudem Oxidationsprodukte, die schließlich Metalloberflächen angreifen und die weitere Öl-Oxidation beschleunigen. Daher werden auch Oxidationsinhibitoren zugegeben – diese Chemikalien unterbrechen die Oxidationskettenreaktion.
Eine Hochtemperatur-Oxidation durch Kavitationsblasenimplodierung am Pumpenauslass lässt sich allein durch chemische Mittel nicht verhindern; sie kann nur dadurch kontrolliert werden, dass Luft aus dem Pumpeneinlassstrom entfernt wird. R&O-Zusatzstoffe (Rust & Oxidation) bilden das grundlegende Zusatzstoffpaket in den meisten industriellen Hydraulikölen. Öle mit diesen Zusatzstoffen werden gelegentlich als „R&O-Öle“ bezeichnet. Hochwertige, transparente (klare) R&O-Öle stellen die höchste Qualitätsstufe dar; niedrigere Qualitätsstufen von Turbinenölen können für viele hydraulische Anwendungen dennoch geeignet sein und werden als „R&O-Öle unter Turbinenqualität“ gekennzeichnet.
Das Öl, das zum Behälter zurückfließt, sollte jegende eingeschlossene Luft aus dem System freisetzen. In einigen Systemen sind Leckagen auf der Saugseite so gravierend, dass beim Aufprall des Rücklauföls im Behälter Schaum entsteht – dieser führt schließlich dazu, dass eingeschlossene Luft erneut in die Pumpe gesaugt wird, was zu Systeminstabilität, beschleunigter Oxidation, Geräuschentwicklung und möglicherweise zum Überlaufen des Öls aus dem Behälter führt und damit eine Umweltgefahr darstellt.
Die beste Lösung besteht darin, die Leckagen zu beheben und den Rücklaufkreislauf neu zu gestalten; beispielsweise durch Verwendung einer Behälter-Abtrennwand oder durch Verwendung einer größeren Rücklaufleitung, um die Eintrittsgeschwindigkeit des Öls in den Behälter zu reduzieren. Aus wirtschaftlichen, praktischen oder Schulungsgründen können stattdessen auch chemische Zusatzstoffe eingesetzt werden.
Antischäummittel verhindern das Schäumen des Öls. Einige wirken, indem sie kleine Blasen zu größeren Blasen vereinigen, die an die Oberfläche steigen und platzen. Eine andere Art wirkt, indem sie die Luftabgabe stört, wodurch die Schaumbildung reduziert wird, gleichzeitig jedoch die Anzahl winziger Blasen im System erhöht. Bei der Auswahl eines Antischäummittels ist darauf zu achten, dass der gewählte Typ die Luftabgabe zulässt – nicht der Typ, der mehr Luft einfängt.
Überprüfen Sie das Öl auf Schaumbildung, indem Sie eine Probe aus dem Behälter entnehmen. Eine visuelle Inspektion zeigt Ihnen schnell, ob das Öl Luft enthält. Die Proben sollten möglichst nahe am Pumpeneinlass entnommen werden, damit die Probe das Öl repräsentiert, das tatsächlich in das System eintritt.
Weitere Anzeichen für Luft im System: ein hochfrequentes, unregelmäßiges Geräusch der Pumpe; die Pumpe kann gelegentlich ein lautes, hämmerndes Geräusch erzeugen, als ob jemand innerhalb der Pumpe einen Schuss abgäbe. Unregelmäßige Zylinderbewegungen sowie instabile Druckanzeigewerte sind ebenfalls Hinweise auf Luft im System.
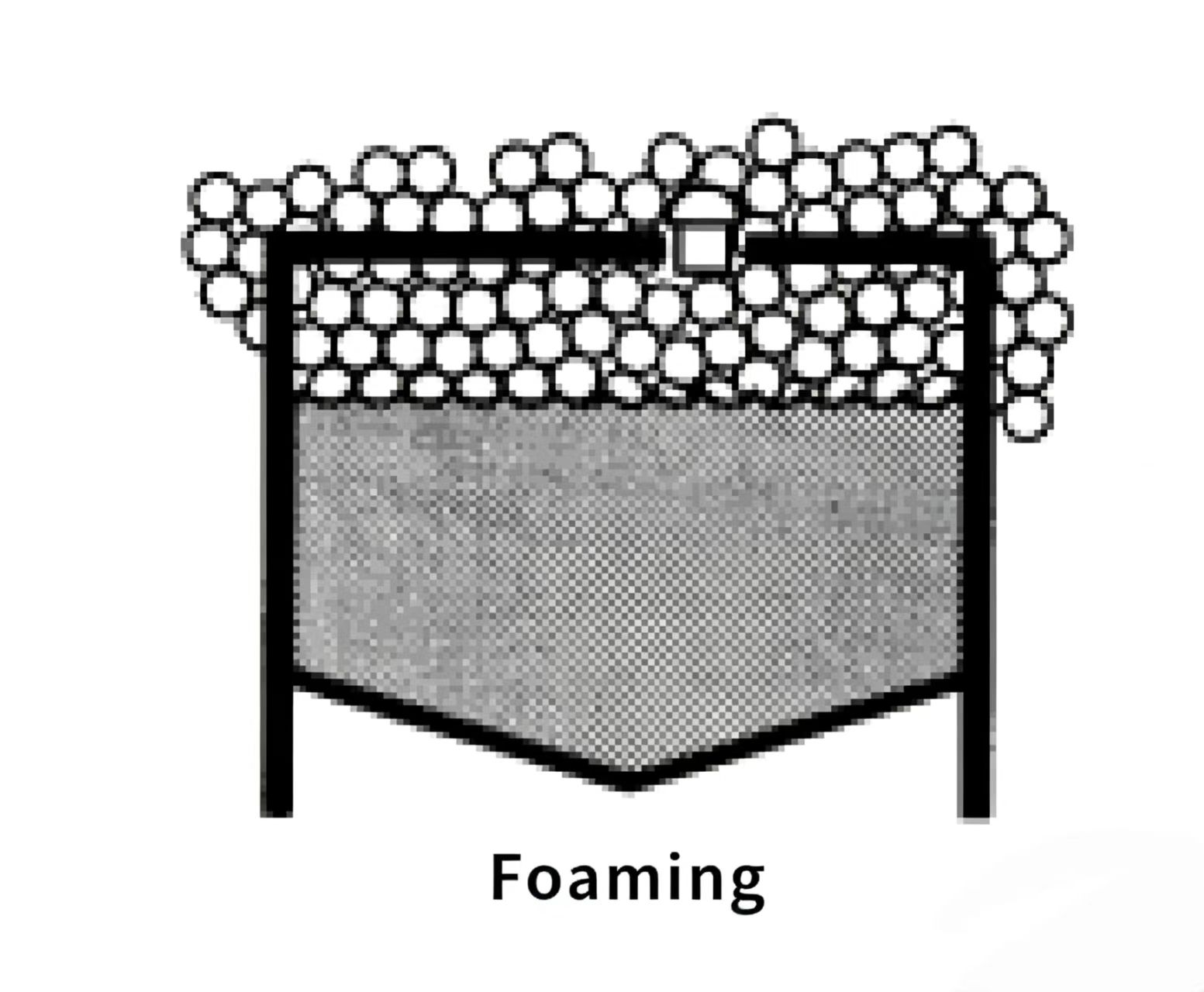
Abbildung 3-18 Luft im Hydrauliksystem. Schaumbildung auf der Oberfläche des Behälters (links) oder Pumpengeräusche (rechts) weisen beide auf Luftansaugungsprobleme hin.
Das größte Problem mit Hydrauliköl im Betrieb ist die Verunreinigung. Verunreinigungen können Wasser, Luft oder feste Partikel sein – feste Partikel sind am häufigsten und am schädlichsten.
Feste Verunreinigungen können Drosselstellen in Steuerventilen verstopfen, bewegliche Teile blockieren, den Verschleiß beschleunigen und die Oxidation des Öls katalysieren.
Eine Verunreinigung ist jede unlösliche Substanz im Öl. Verunreinigungen gelangen auf vielfältige Weise in das System: während der Herstellung, Montage, Lagerung und des Transports von Systemkomponenten; aus der Umgebungsluft durch abgenutzte Kolbenstangendichtungen oder einen defekten Ausgleichsventil am Behälter; sowie aus dem System selbst – abgenutzte innere Komponenten erzeugen kontinuierlich Metallpartikel. Die Verunreinigung hört niemals auf.
Kein chemischer Zusatzstoff kann Verunreinigungen aus Öl entfernen oder deren Eintritt verhindern. Das Ziel einer guten Systemkonstruktion und -wartung besteht darin, den Eintritt von Verunreinigungen zu verhindern; die Entfernung von Verunreinigungen aus dem Öl ist Aufgabe der Filter und des Wartungsteams.
Mit bloßem Auge lässt sich der Verunreinigungsgrad nicht zuverlässig bestimmen. Die visuelle Beurteilung des Öls in einem Glasgefäß unter Lichteinwirkung stellt keine genaue Verunreinigungsprüfung dar – viele für Hydrauliksysteme schädliche Partikel sind zu klein, um sichtbar zu sein. Eine genaue Bewertung der Verunreinigung erfordert eine Laboranalyse.
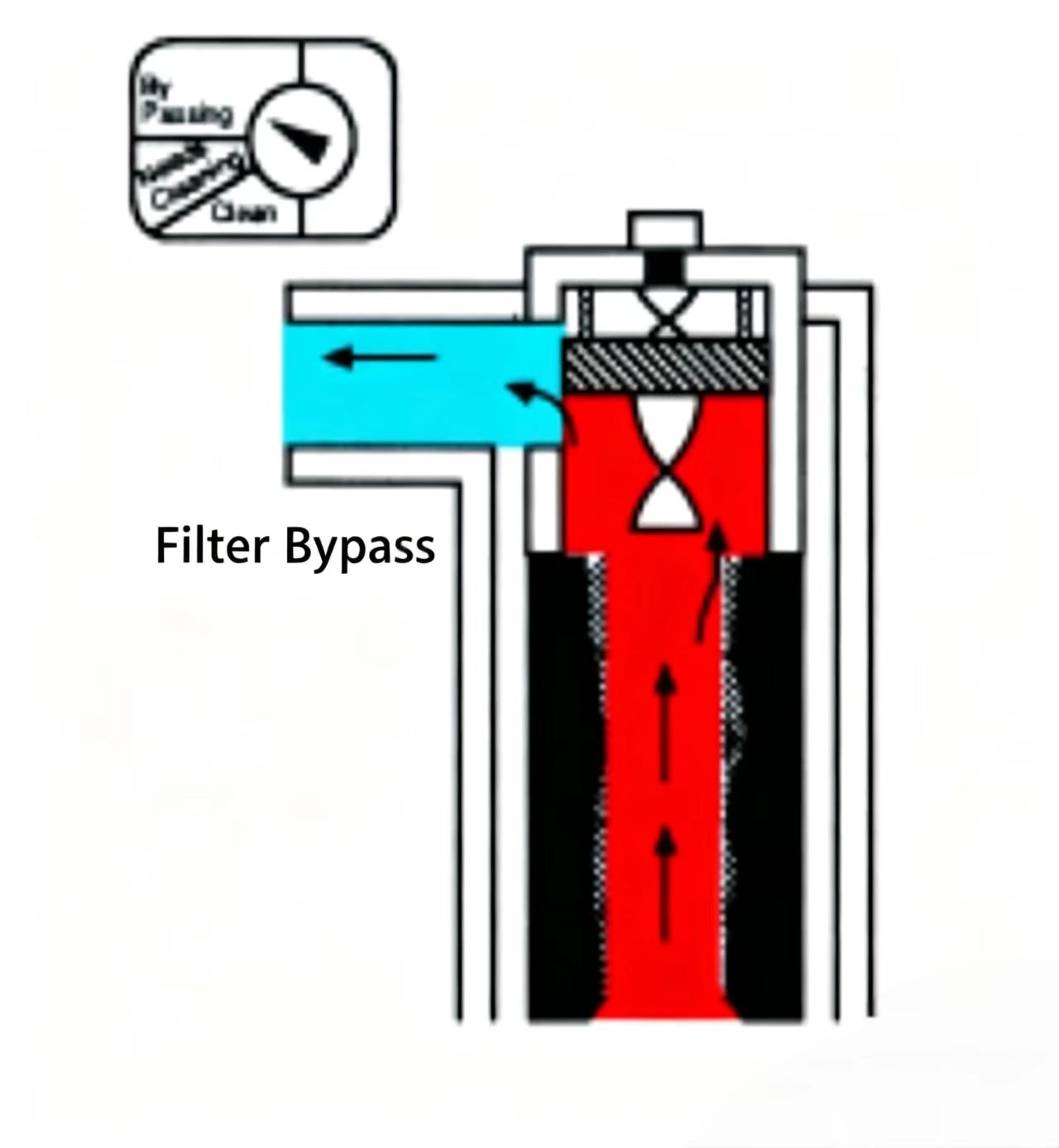
Die Verstopfungsanzeige des Systemfilters bietet eine weitere Möglichkeit zur Überprüfung der Verunreinigung. Ist der Filter korrekt für das System dimensioniert und funktioniert die Anzeige ordnungsgemäß, so bedeutet eine Anzeige „sauber“, dass das Öl sauber genug für das System ist; eine Anzeige „Wartung erforderlich“ weist darauf hin, dass der Filter gewartet oder ausgetauscht werden muss; zeigt die Anzeige „Umleitung aktiv“ an, ist das Öl stark verunreinigt und der Filter bedarf unverzüglicher Wartung.

Abbildung 3-19 Filterzustandsanzeige. „Sauber“ (oben): Öl ist in Ordnung. „Wartung erforderlich“ (Mitte): Wartung durchführen oder Filterelement austauschen. „Umgeleitet“ (unten): Öl ist sehr verschmutzt – unverzügliche Wartung erforderlich.
Wie bereits erwähnt, erfüllt Hydrauliköl im System mehrere Funktionen und enthält verschiedene Zusatzstoffe, um diese Funktionen zu unterstützen. Besondere Aufmerksamkeit verdient es daher bei der Lagerung, beim Transport zum Behälter sowie während des gesamten Systembetriebs.
Während der Lagerung steht die Aufrechterhaltung bestmöglicher Ölqualität im Vordergrund. Eine Kontamination des Öls in Lagertrommeln ist nicht nur verschwenderisch – sie kann zudem das System mit degradiertem Öl versorgen und die Zuverlässigkeit beeinträchtigen.
Trommeln sollten an einem sauberen, trockenen Ort gelagert werden. Trommeln, die im Freien gelagert werden, sind seitlich liegend aufzubewahren, um zu verhindern, dass sich Wasser auf dem Deckel ansammelt und über die Verschlussdichtung eindringt.
Bevor Sie mit dem Umpumpen des Öls beginnen, reinigen Sie den Trommeldeckel und bereiten Sie alle erforderlichen Werkzeuge und Geräte vor: flexiblen Schlauch, Förderpumpe, Trichter, Auffangbehälter-Füllfilter und saubere Hände. Prüfen Sie, ob die Markenbezeichnung und die Viskosität auf der Trommel mit den geforderten Angaben übereinstimmen. Nicht alle Hydrauliköle enthalten dieselben Zusatzstoffe; daher wird empfohlen, Öle verschiedener Lieferanten nicht zu mischen, es sei denn, der Lieferant gestattet dies ausdrücklich.
Sobald das Öl im System ist, führen Sie die Wartung und Überwachung in den vorgeschriebenen Intervallen durch. Die Ölwartung umfasst: Auffüllen bis zum Mindeststand (verwenden Sie dasselbe Öl oder ein mit dem vorhandenen Öl kompatibles Öl), Behebung von Leckagen sowie Austausch des Filterelements.
Das regelmäßige Wechseln des Filterelements ist sehr vorteilhaft. Verunreinigungen sind äußerst schädlich für das Öl, da sie die Oxidation katalysieren – insbesondere dann, wenn die Verunreinigungspartikel aus Eisen, Blei oder Kupfer bestehen. Filter entfernen den Großteil der Verunreinigungen aus dem Durchfluss, können jedoch die Verunreinigungen nicht vollständig aus dem System entfernen – sie dienen lediglich der Erhaltung des Öls. Wird die Filteranzeige aktiviert, aber der Filter nicht umgehend gewartet, gelangen große Mengen ungefilterter Verunreinigungen am Filter vorbei in den nachgeschalteten Bereich und beeinträchtigen so Komponenten; zudem verbleiben im verschmutzten Filterelement festgehaltene Verunreinigungen im System und katalysieren weiterhin die Oxidation.
Maschenförmige Filterelemente können gereinigt und wiederverwendet werden. Die Gründlichkeit der Reinigung hängt von der Sorgfalt ab, mit der die Reinigung durchgeführt wird, nicht von der Reinigungsmethode selbst.
Gängige Methode: Einweichen in sauberem Lösungsmittel oder heißem Seifenwasser, anschließend mit Druckluft abblasen. Die Verwendung einer weichen Bürste (neue Pinselbürste) erleichtert die Reinigung des Gewebes. Verwenden Sie niemals Drahtbürsten oder abrasive Materialien. Nach der Reinigung halten Sie das Element gegen das Licht und prüfen es – graue oder schwarze Stellen deuten darauf hin, dass eine weitere Reinigung erforderlich ist.
Die Ultraschallreinigung ist kostenintensiver, aber komfortabler: Legen Sie das verschmutzte Element für eine festgelegte Zeit in den Ultraschallreiniger, entnehmen Sie es anschließend sauber und einsatzbereit. Filterelemente mit einer Feinheit von 40 µm oder feiner sollten zur wirksamen Wiederherstellung ihrer Einsatzdauer mittels Ultraschallreiniger gereinigt werden.
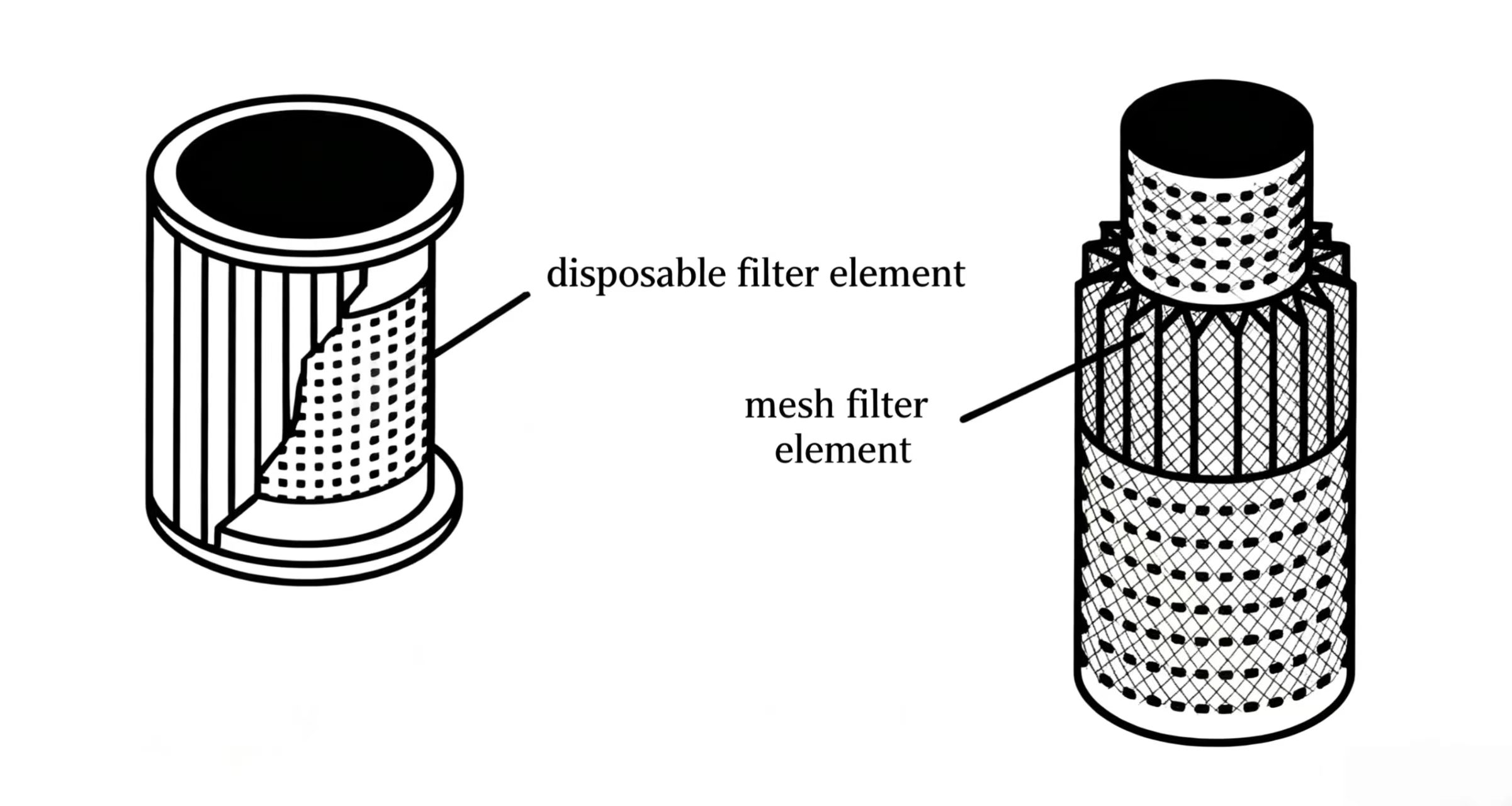
Abbildung 3-20: Reinigung eines Gewebefilterelements. (Links) Ultraschallreiniger für feine Elemente. (Rechts) Halten des gereinigten Elements gegen das Licht zur Prüfung auf verbleibende verstopfte Bereiche.
WICHTIGSTE KONZEPTE – KAPITEL 3
|
Konzept |
Wichtige Information |
Praktische Bedeutung |
|
Viskosität |
Strömungswiderstand; nimmt bei Erwärmung ab, steigt bei Abkühlung bzw. Druckerhöhung an |
Muss bei den meisten Systemen im Bereich von 150–250 SUS (32–54 cSt) bei 100 °F liegen |
|
Viskositätsindex (VI) |
Wie stabil die Viskosität über den Temperaturbereich ist |
VI >= 90 erforderlich für moderne Hydrauliksysteme |
|
Einfriertemperatur |
Niedrigste Temperatur, bei der das Öl noch fließt |
Muss mindestens 20 °F unter der minimalen Starttemperatur liegen |
|
Ölfilm / Schmierfähigkeit |
Fähigkeit, einen Film zwischen den Oberflächen zu bilden und aufrechtzuerhalten |
Kritisch beim Startvorgang und bei hohem Druck – AW-Zusätze unterstützen dies |
|
Zusatztypen |
WR (Öligkeit), AW (Verschleißschutz), EP (Extremdruck) |
Zusatz dem Druckbereich anpassen; inkompatible Öle nicht mischen |
|
Oxidation |
Öl reagiert mit Sauerstoff — bildet Säuren, Schlamm und Lack |
Verwenden Sie R&O-Öle; halten Sie die Temperatur niedrig; eliminieren Sie Luftblasen |
|
Wasserkontamination |
Fördert Rostbildung und beschleunigt die Oxidation |
Visueller Test: trüb = 0,5 % Wasser; milchig = 1 % Wasser |
|
Verschmutzung |
Feste Partikel — Hauptursache für Hydraulikausfälle |
Filter regelmäßig warten; Anzeige regelmäßig prüfen; Öl bei Bedarf wechseln |


Willkommen bei HOVOO, einer chinesischen Dichtungsfabrik. Produktion von PU-, Gummis- und PTFE-Dichtungen. Die Dichtungen umfassen O-Ring, Kolben-Dichtung, Stange-Dichtung, Grau-Ring und Gas-Dichtung.



 EN
EN
 AR
AR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LV
LV SR
SR SK
SK VI
VI HU
HU MT
MT TH
TH TR
TR FA
FA MS
MS GA
GA CY
CY IS
IS KA
KA UR
UR LA
LA TA
TA MY
MY
{kind=link}